You might also like
- FMC Weco Butterfly Valve Catalog-006Document1 pageFMC Weco Butterfly Valve Catalog-006ferdy110276No ratings yet
- TU-045 - AS-RBP - 9-5.8 inDocument4 pagesTU-045 - AS-RBP - 9-5.8 inAtom InsideNo ratings yet
- Annular Bop Packing Elements: Otu Se (Axs)Document2 pagesAnnular Bop Packing Elements: Otu Se (Axs)JoseManuelDominguezHuertaNo ratings yet
- Cameron EB 555 D Rev U2 - VBR Engineering InfoDocument6 pagesCameron EB 555 D Rev U2 - VBR Engineering InfoCanrig Ramde100% (1)
- Tech 1396 ManDocument58 pagesTech 1396 Manامسيديل رامو0% (1)
- 7.6 SingleDocument226 pages7.6 Singlewuillian barretoNo ratings yet
- KT13625 FarrBackup CompressionCellManual Rev072011Document129 pagesKT13625 FarrBackup CompressionCellManual Rev072011enuvos engineeringNo ratings yet
- Annular Spherical Packing ElementsDocument21 pagesAnnular Spherical Packing Elementsjesus100% (1)
- Freemyer TWS600S IV - OR00059565 4,5 & 3.5Document38 pagesFreemyer TWS600S IV - OR00059565 4,5 & 3.5Carlos Martínez VelázquezNo ratings yet
- Franks Cabot - Q02 - 03 de 17 - Control PDFDocument82 pagesFranks Cabot - Q02 - 03 de 17 - Control PDFcarlospais2100% (1)
- Oc-10-Triplex Pump: 20 TO 25 HP - 3,000 PSI VOLTAGE: 230, 460, 380 & 575Document2 pagesOc-10-Triplex Pump: 20 TO 25 HP - 3,000 PSI VOLTAGE: 230, 460, 380 & 575logistica 902100% (1)
- Franks Cabot - Q02 - 11 de 17 - FRONT - SUSPENSION PDFDocument5 pagesFranks Cabot - Q02 - 11 de 17 - FRONT - SUSPENSION PDFcarlospais2100% (2)
- Oilfield UnionsDocument5 pagesOilfield Unionslalberto96No ratings yet
- Stripper TOT 2.50 10M DS34 TechMan1146Document13 pagesStripper TOT 2.50 10M DS34 TechMan1146Diego OspinaNo ratings yet
- Franks Cabot - Q02 - 13 de 17 - STEERING PDFDocument7 pagesFranks Cabot - Q02 - 13 de 17 - STEERING PDFcarlospais2No ratings yet
- 250 EMI 400 Top Drive2 PDFDocument2 pages250 EMI 400 Top Drive2 PDFfatehul alamNo ratings yet
- Oteco Inc. 3" Reset Relief Valve 3" LPT Inlet & Outlet Installation & Maintenance Manual PART NO. 130350Document12 pagesOteco Inc. 3" Reset Relief Valve 3" LPT Inlet & Outlet Installation & Maintenance Manual PART NO. 130350VRV.RELATORIO.AVARIA RELATORIO.AVARIANo ratings yet
- TECH-ISH-0020A - Pen-O-TratorDocument2 pagesTECH-ISH-0020A - Pen-O-TratorEdwin VelascoNo ratings yet
- 1546 SK LWS BOP ManualDocument41 pages1546 SK LWS BOP ManualAlexander DonatoNo ratings yet
- 3259262Document4 pages3259262M Iqbal AdmanNo ratings yet
- 7-58 STDDocument66 pages7-58 STDgfwtNo ratings yet
- Manual TongsDocument5 pagesManual TongsAlas KHNo ratings yet
- H00707Document2 pagesH00707AQUILES CARRERANo ratings yet
- Type 680 Hydraulic Stage CollarDocument6 pagesType 680 Hydraulic Stage Collar唐辉No ratings yet
- 6 Series Weld Fittings - 181109Document18 pages6 Series Weld Fittings - 181109triziounNo ratings yet
- HH 102 SemitrailerDocument6 pagesHH 102 SemitrailerleoNo ratings yet
- Mfr. Technical OfferDocument35 pagesMfr. Technical OfferAlireza GolpesarNo ratings yet
- Packer HP 6 Technical LiteratureDocument7 pagesPacker HP 6 Technical LiteratureRaul Diaz100% (1)
- Ideco H-725-d & Compound Partslist-OcrDocument60 pagesIdeco H-725-d & Compound Partslist-OcrMarcelino Payro TorreNo ratings yet
- 9P-100 Mud Pump Brochure PDFDocument2 pages9P-100 Mud Pump Brochure PDFSIOP IPC100% (1)
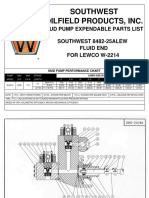
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Document7 pagesSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts List SOUTHWEST 8482-25ALEW Fluid End For Lewco W-2214Alejandro AlejandreNo ratings yet
- Index: Bop Repair & Machine, IncDocument53 pagesIndex: Bop Repair & Machine, IncEulises renteria ramosNo ratings yet
- 25k Bop FlyerDocument1 page25k Bop FlyersyedainahmadNo ratings yet
- Maintenance Schedule For Adapter Flange - 5131086 - 01Document7 pagesMaintenance Schedule For Adapter Flange - 5131086 - 01franko guddiNo ratings yet
- Down Hole Assembly PDFDocument13 pagesDown Hole Assembly PDFOvRrj AhmedNo ratings yet
- NATIONAL P-200 Thru P-650 - QC64Document2 pagesNATIONAL P-200 Thru P-650 - QC64sorangel_123No ratings yet
- 13.625 10K Double Cameron U BOP PDFDocument2 pages13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- Duraflo Composite Oemduea Mongoose PsDocument2 pagesDuraflo Composite Oemduea Mongoose Psflasher_for_nokiaNo ratings yet
- 3086 Actuator and Mud ValveDocument24 pages3086 Actuator and Mud ValveOmar Rueda Becerra100% (1)
- Maximus Product CatalogDocument78 pagesMaximus Product Catalogapi-155731311No ratings yet
- Manual Single Ended - Severing ToolsDocument8 pagesManual Single Ended - Severing Toolslow tech guyNo ratings yet
- Balatas Scanpac - Oil - Field - FrictionDocument36 pagesBalatas Scanpac - Oil - Field - FrictionEduardoCastilloNo ratings yet
- Big Omega Torque TableDocument2 pagesBig Omega Torque TableDiana OvalleNo ratings yet
- Dupagro EWCO LEWCO Ellis - Williams EW446 W-440 W-446LP SK250 ST250 Interchangeablilty List and Original ManualDocument22 pagesDupagro EWCO LEWCO Ellis - Williams EW446 W-440 W-446LP SK250 ST250 Interchangeablilty List and Original ManualMarcelo Malago100% (1)
- Rebuild KitDocument3 pagesRebuild KitMehdi SoltaniNo ratings yet
- HY10 1630US 5 2012-Bladder AccumulatorsDocument14 pagesHY10 1630US 5 2012-Bladder AccumulatorsAlejandro GilNo ratings yet
- U BOP Manual Rev BDocument32 pagesU BOP Manual Rev BKapil AgarwalNo ratings yet
- A08012200E D en TPH400Document85 pagesA08012200E D en TPH400Doni Kurniawan100% (1)
- Hydril PDFDocument5 pagesHydril PDFAyoub PoloNo ratings yet
- Bit ClassifierDocument104 pagesBit Classifiersaeed65No ratings yet
- 1102-407 408 Manual and Certs PDFDocument260 pages1102-407 408 Manual and Certs PDFFrancisco Wilson Bezerra FranciscoNo ratings yet
- Emsco FB13/1600 Module Exploded ViewDocument3 pagesEmsco FB13/1600 Module Exploded ViewJESUS ANTONIO100% (1)
- Lot 8 Dafora Appendix B Standards and Specifications DaforaDocument81 pagesLot 8 Dafora Appendix B Standards and Specifications DaforaZamfirMarianNo ratings yet
- Packer Cup Testing - 9-5-8 Packer Cup LineDocument2 pagesPacker Cup Testing - 9-5-8 Packer Cup LineFerney FonsecaNo ratings yet
- Manuel #1116649 (FM841, FM840) Rig 301-52Document101 pagesManuel #1116649 (FM841, FM840) Rig 301-52John Alexander Bonilla AngelNo ratings yet
- Restsco01 PDFDocument13 pagesRestsco01 PDFAly Kamal SabbahNo ratings yet
- R334 Trasmital Speed Reducer (Danfoss OMSU 80 Hydraulic Motor)Document2 pagesR334 Trasmital Speed Reducer (Danfoss OMSU 80 Hydraulic Motor)burak cikirkanNo ratings yet
- Troquel Embecelledor 1 Er Paso 1CDocument19 pagesTroquel Embecelledor 1 Er Paso 1Cramon vargasNo ratings yet
- Angle CockesDocument4 pagesAngle CockescoolmaleankurNo ratings yet
- Coxreels: 'LG' SeriesDocument2 pagesCoxreels: 'LG' SeriesKhalid Che Mohd RaniNo ratings yet
- Tech Paper Ringfeder Shrink Discs RFN 4061 Stainless Steel en 06 2022Document4 pagesTech Paper Ringfeder Shrink Discs RFN 4061 Stainless Steel en 06 2022pete20r2No ratings yet
- 8x8 Shelter 2.0 Assembly InstructionsDocument23 pages8x8 Shelter 2.0 Assembly InstructionsKevin BlanerNo ratings yet
- Stresses & Machine Elements: PROBLEM SET (Topic 1)Document7 pagesStresses & Machine Elements: PROBLEM SET (Topic 1)Elisif DeFairNo ratings yet
- M&E SPC 5 DS-RDocument7 pagesM&E SPC 5 DS-Ramirul8686No ratings yet
- Hyundai Elantra 1.6 General Information1Document17 pagesHyundai Elantra 1.6 General Information1MANUALES2000CLNo ratings yet
- Guide General Installation Instructions For HV Connector - Sefcor ManufacturerDocument7 pagesGuide General Installation Instructions For HV Connector - Sefcor ManufacturerthangbinhbkNo ratings yet
- CPCCCA3007 - Student Guide V1.0Document65 pagesCPCCCA3007 - Student Guide V1.0sharma SoniaNo ratings yet
- Komatsu Hydraulic Excavator Pc160 6k Shop ManualDocument20 pagesKomatsu Hydraulic Excavator Pc160 6k Shop ManualOrlando100% (50)
- Repair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorDocument40 pagesRepair Parts Manual: MODEL NO. 42L17G60 (96042015802) Lawn TractorArisa Maquinaria S,A de C,V Zamora Michocan MexicoNo ratings yet
- LDocument1 pageLGurdeep SinghNo ratings yet
- 53S6 (1L53S450E1) T115LE Vega DrumDocument53 pages53S6 (1L53S450E1) T115LE Vega DrumGAYLE GONo ratings yet
- The Complete Guide To Decks - ManteshDocument322 pagesThe Complete Guide To Decks - Manteshmilovacs6720No ratings yet
- ServiceManual UR3 en 3.1.3 PDFDocument116 pagesServiceManual UR3 en 3.1.3 PDFEkeel PabloNo ratings yet
- BTS3902E WCDMA Quick Installation Guide (01) (PDF) - enDocument16 pagesBTS3902E WCDMA Quick Installation Guide (01) (PDF) - enhungpn84100% (1)
- Injection Pump Specification ©Document4 pagesInjection Pump Specification ©murillo_rodriguez8382No ratings yet
- Dme Model 2Document6 pagesDme Model 2YashwanthI-StyleKuttiNo ratings yet
- As Built OES10-20030Document121 pagesAs Built OES10-20030Adolfo PintoNo ratings yet
- Industrial Engineering Mec 422 Tutorial QuestionsDocument4 pagesIndustrial Engineering Mec 422 Tutorial QuestionsREUBEN ADEWUYI ADEBARENo ratings yet
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- Shorelandr ManualDocument8 pagesShorelandr ManualWaaboooo wañangoNo ratings yet
- Startup and Shutdown Instruction PDFDocument60 pagesStartup and Shutdown Instruction PDFNorbert Durlak100% (1)
- 07 PDFDocument56 pages07 PDFJuan Espitia100% (1)
- CUX User ManualDocument38 pagesCUX User ManualMyohtetaung HtetaungNo ratings yet
- C57.19.01-2000 Performance Characteristics and Dimensions For Outdoor Apparatus BushingsDocument17 pagesC57.19.01-2000 Performance Characteristics and Dimensions For Outdoor Apparatus BushingsPedro Luis YanezNo ratings yet
- Imp 100Document4 pagesImp 100ipla_mecanico359No ratings yet
- Eco Vac Toilet Owners ManualDocument16 pagesEco Vac Toilet Owners ManualLewisGaussNo ratings yet
- CWG - Katalog Drum PumpDocument54 pagesCWG - Katalog Drum PumpimtiyazNo ratings yet
- Continuously Variable CoilDocument8 pagesContinuously Variable CoilSteve PeacheyNo ratings yet
- F1839 1479757-1Document6 pagesF1839 1479757-1Thaweekarn Changthong100% (1)