You might also like
- Pharma Interview Questions and Answers For Fresher's PDF Free Download QA QC MR Pharmacist InterviewDocument6 pagesPharma Interview Questions and Answers For Fresher's PDF Free Download QA QC MR Pharmacist InterviewAwneesh100% (1)
- Recall Manual: Recall Program and ProceduresDocument13 pagesRecall Manual: Recall Program and Proceduressadbad6No ratings yet
- The Duty for Sponor Oversight in Clinical Trials: Practical Guide: 2nd Edition Clinical Data ReviewFrom EverandThe Duty for Sponor Oversight in Clinical Trials: Practical Guide: 2nd Edition Clinical Data ReviewNo ratings yet
- Subject: Regulatory Affairs Topic: Pharmacovigilance Safety Monitoring in Clinical TrialsDocument26 pagesSubject: Regulatory Affairs Topic: Pharmacovigilance Safety Monitoring in Clinical TrialsJAGADEESAN BALAJINo ratings yet
- Fail-Safe: Combination of Quality ToolsDocument7 pagesFail-Safe: Combination of Quality ToolscpkakopeNo ratings yet
- RecallDocument8 pagesRecallgmpaudittraining100% (1)
- Product Recall FDADocument18 pagesProduct Recall FDAmukeshjol100% (3)
- Deviation HandlingDocument28 pagesDeviation Handlingwindli2014No ratings yet
- Immunization Safety SurveillanceDocument14 pagesImmunization Safety SurveillanceHIRA DASNo ratings yet
- Handling ComplaintsDocument10 pagesHandling ComplaintskrizelNo ratings yet
- Transfer of Medicines SOPDocument3 pagesTransfer of Medicines SOPPROBLEMSOLVERNo ratings yet
- Fundamentals of An Environmental Monitoring ProgramDocument71 pagesFundamentals of An Environmental Monitoring Programtito1628No ratings yet
- MHRA FAQ On Quality Risk Management-GMPsDocument6 pagesMHRA FAQ On Quality Risk Management-GMPsvg_vvgNo ratings yet
- IPSGDocument4 pagesIPSGmohsinaNo ratings yet
- Technical Guide Change ControlDocument42 pagesTechnical Guide Change Controltito1628No ratings yet
- Investigation of OOSDocument11 pagesInvestigation of OOSmoses_xardas100% (2)
- Aseptic Transfer Risk Assessment A CaseDocument12 pagesAseptic Transfer Risk Assessment A Casedhanu_lagwankar100% (2)
- Alberto Villoldo Book PDFDocument120 pagesAlberto Villoldo Book PDFtito1628100% (4)
- Peer Reviewed: Case StudyDocument11 pagesPeer Reviewed: Case StudyPiruzi MaghlakelidzeNo ratings yet
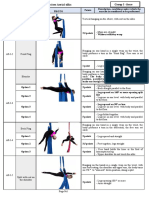
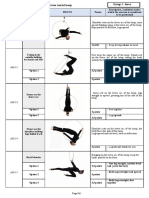
- Appendix 1 Compulsory Exercises Aerial Silk Eng 2018Document23 pagesAppendix 1 Compulsory Exercises Aerial Silk Eng 2018tito1628100% (6)
- Appendix 2 Compulsory Exercises Aerial Hoop 2018 EngDocument28 pagesAppendix 2 Compulsory Exercises Aerial Hoop 2018 Engtito1628100% (1)
- Current Good Manufacturing Practices (cGMP) for Pharmaceutical ProductsFrom EverandCurrent Good Manufacturing Practices (cGMP) for Pharmaceutical ProductsNo ratings yet
- The Aerial Sling Manual: Prev Iew Prev IewDocument13 pagesThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- The Formalized Risk Assessment For Excipients - GenialDocument22 pagesThe Formalized Risk Assessment For Excipients - Genialtito1628No ratings yet
- Failure Mode and Effects AnalysisDocument24 pagesFailure Mode and Effects AnalysisHasyim PurwadiNo ratings yet
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- GMP Trends-1Document177 pagesGMP Trends-1skvemulaNo ratings yet
- 0555 - Healthcare Risk Assessment Made Easy PDFDocument16 pages0555 - Healthcare Risk Assessment Made Easy PDFCecilia YeniNo ratings yet
- Procedure To Handle Quality Defects For IndustryDocument10 pagesProcedure To Handle Quality Defects For IndustryZohaib MaqsoodNo ratings yet
- Forum - Test SafetyDocument2 pagesForum - Test SafetyhhhNo ratings yet
- Risk Management PlanDocument8 pagesRisk Management PlanPortia AceroNo ratings yet
- MentanceDocument8 pagesMentanceArt RemoNo ratings yet
- Deviation WHODocument28 pagesDeviation WHOk.p.No ratings yet
- PMS FinalDocument23 pagesPMS Finalkavya nainitaNo ratings yet
- Roils Paper 2Document3 pagesRoils Paper 2api-632146706No ratings yet
- Managing Risk: Jean B. Ganub, RPHDocument32 pagesManaging Risk: Jean B. Ganub, RPHJean GanubNo ratings yet
- Risk Analysis For The Inland Waterways Hygiene Code Food and FeedDocument16 pagesRisk Analysis For The Inland Waterways Hygiene Code Food and FeedEEder118No ratings yet
- How To Build Risk Management Into Clinical Trials: To Err Is Human, To De-Risk DivineDocument7 pagesHow To Build Risk Management Into Clinical Trials: To Err Is Human, To De-Risk DivineZulfadhli MohamadNo ratings yet
- Solving Safety Implications in A Case Based Decision-Support System in MedicineDocument81 pagesSolving Safety Implications in A Case Based Decision-Support System in MedicineClo SerNo ratings yet
- Risk Assessment For Trial SOPDocument8 pagesRisk Assessment For Trial SOPAsni IbrahimNo ratings yet
- Roils Case 1 BwilliamsonDocument4 pagesRoils Case 1 Bwilliamsonapi-484671344No ratings yet
- 2022 - A Methodology To Support Particle Investigations in Biopharma ProductsDocument7 pages2022 - A Methodology To Support Particle Investigations in Biopharma Productspascal candillonNo ratings yet
- EUROLAB Cook Book - Doc No 18 Risk Based Appraoch - Rev. 2017Document5 pagesEUROLAB Cook Book - Doc No 18 Risk Based Appraoch - Rev. 2017Anonymous Z7Lx7q0Rz100% (1)
- Pharmacovigilance FinalDocument32 pagesPharmacovigilance Finalkuppai396No ratings yet
- Risk Management in The IndustryDocument13 pagesRisk Management in The IndustryLetchmy NathanNo ratings yet
- Ro-Ils Case StudyDocument4 pagesRo-Ils Case Studyapi-428300261No ratings yet
- Ro-Ils 1Document3 pagesRo-Ils 1api-529438966No ratings yet
- ACT Reducing Risk August 09Document4 pagesACT Reducing Risk August 09tamara_0021No ratings yet
- UCM092149Document6 pagesUCM092149rpbpaNo ratings yet
- Studi Observasional Studi Eksperimental Syarat-Syarat Penelitian FarepidDocument12 pagesStudi Observasional Studi Eksperimental Syarat-Syarat Penelitian FarepidsanNo ratings yet
- PrateexapvprjectDocument23 pagesPrateexapvprjectRaj BajpaiNo ratings yet
- Why Are Cgmps So Important?Document13 pagesWhy Are Cgmps So Important?Adeliza MortallaNo ratings yet
- Laboratory Risk Assessment Tool GuidelinesDocument4 pagesLaboratory Risk Assessment Tool GuidelinesShahid AlamNo ratings yet
- Safety Data GenerationDocument10 pagesSafety Data Generationaadrika negiNo ratings yet
- Medication Administration Risk AssessmentDocument7 pagesMedication Administration Risk AssessmentEdwin J OcasioNo ratings yet
- Yellow Card Spontaneous MonitoringDocument34 pagesYellow Card Spontaneous Monitoringpavan_baggaNo ratings yet
- Reducing Med ErrorsDocument14 pagesReducing Med ErrorsTop VidsNo ratings yet
- PointersDocument4 pagesPointersJayson MontemayorNo ratings yet
- Pharmacy Tech Research PaperDocument7 pagesPharmacy Tech Research Paperfvgxy2ha100% (1)
- Questions and Answers: 2012 Annual Ambulatory Care Conference MiscellaneousDocument3 pagesQuestions and Answers: 2012 Annual Ambulatory Care Conference MiscellaneousMa J OngNo ratings yet
- JCI Newsletter May 8 IPSGDocument6 pagesJCI Newsletter May 8 IPSGAhmad HaririNo ratings yet
- Safety VaccinesDocument11 pagesSafety VaccinesRaju BaiNo ratings yet
- GMP Failure InvestigationDocument3 pagesGMP Failure InvestigationYousifNo ratings yet
- NPSG OkeeeeDocument17 pagesNPSG OkeeeeNindya EsesNo ratings yet
- Pediatric Non-Clinical Drug Testing: Principles, Requirements, and PracticeFrom EverandPediatric Non-Clinical Drug Testing: Principles, Requirements, and PracticeAlan M. HobermanNo ratings yet
- The Maximally Efficient and Optimally Effective Emergency Department: One Good Thing A DayFrom EverandThe Maximally Efficient and Optimally Effective Emergency Department: One Good Thing A DayNo ratings yet
- Company - Business Form: Business System Management Review TemplateDocument12 pagesCompany - Business Form: Business System Management Review Templatetito1628No ratings yet
- Online OgilvieDocument7 pagesOnline Ogilvietito1628No ratings yet
- A Historical View of Human Resource ManagementDocument12 pagesA Historical View of Human Resource Managementtito1628No ratings yet
- Paper Fitness ClubDocument6 pagesPaper Fitness Clubtito1628No ratings yet