You might also like
- Welding Rod CalculationDocument4 pagesWelding Rod CalculationuemaaplNo ratings yet
- EE5518 VLSI Digital Circuit Design VLSI Digital Circuit DesignDocument39 pagesEE5518 VLSI Digital Circuit Design VLSI Digital Circuit DesignBharat Kumar100% (1)
- 6935 2011Document13 pages6935 2011Tufan Ünal100% (4)
- BS ISO 8015 - 1985 - Technical Drawings - Fundamental Tolerancing PrincipleDocument12 pagesBS ISO 8015 - 1985 - Technical Drawings - Fundamental Tolerancing PrincipledarlanschulzNo ratings yet
- Asme B4.1-1967 (2009)Document28 pagesAsme B4.1-1967 (2009)vijay pawar100% (3)
- BS-919-2-2007-diş Mastar Toleransları PDFDocument42 pagesBS-919-2-2007-diş Mastar Toleransları PDFalifuat duyguNo ratings yet
- Pastor S HandbookDocument183 pagesPastor S HandbookLarry SheltonNo ratings yet
- Sae J514 37Document1 pageSae J514 37deepakg9No ratings yet
- Pipe Bend RadiusDocument8 pagesPipe Bend RadiusAdagharaNo ratings yet
- St52 Material STD PDFDocument7 pagesSt52 Material STD PDFsardhan.rajender84No ratings yet
- Bend Allowance CalculatorDocument1 pageBend Allowance CalculatorMurtza Arzai100% (1)
- DIN 6930-2 Stamped Steel Parts Part 2 General TolerancesDocument17 pagesDIN 6930-2 Stamped Steel Parts Part 2 General TolerancespopoNo ratings yet
- Mathcad in Mechanical EngineeringDocument16 pagesMathcad in Mechanical Engineeringgato7777777100% (2)
- Studies in IbadhismDocument226 pagesStudies in IbadhismBADAR MOHAMMED100% (2)
- M&I 05-GeometricalTolerancing2017 v01Document20 pagesM&I 05-GeometricalTolerancing2017 v01Akash100% (1)
- Involute Spline and Serration Gages and Gaging: SupersededDocument21 pagesInvolute Spline and Serration Gages and Gaging: Supersededvijay pawarNo ratings yet
- Din 17100Document19 pagesDin 17100X100% (1)
- Cold Bending DIN 6935 (Eng)Document4 pagesCold Bending DIN 6935 (Eng)maik angelo0% (2)
- Gearing AgmaDocument17 pagesGearing AgmaDomingos AzevedoNo ratings yet
- Group Project: Gabungan Aqrs Vs Crest Builder HoldingsDocument43 pagesGroup Project: Gabungan Aqrs Vs Crest Builder HoldingsNURUL SYAFIQAH MOHD IDRISNo ratings yet
- Din 7168 enDocument7 pagesDin 7168 enjose zamoraNo ratings yet
- Din 8140-1Document5 pagesDin 8140-1main46prairieNo ratings yet
- DIN 261 T-Head BoltsDocument14 pagesDIN 261 T-Head BoltsSamira Mns100% (1)
- Din76 2 84Document3 pagesDin76 2 84Luis TestaNo ratings yet
- Din 76-1Document5 pagesDin 76-1mesa142No ratings yet
- Esbm5a-B 1n261-s Aa RSWDocument37 pagesEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- Din 5463Document4 pagesDin 5463Joel Sousa100% (1)
- Din 8140-1 PDFDocument13 pagesDin 8140-1 PDFOSCAR VALENCIANo ratings yet
- Ring Joint RTJDocument6 pagesRing Joint RTJzulikram100% (1)
- Aisi 8620 Steel - 1.6523 - 21nicrmo2 - Sncm220Document3 pagesAisi 8620 Steel - 1.6523 - 21nicrmo2 - Sncm220duhkacttusNo ratings yet
- Din 7168Document1 pageDin 7168Anderson SantosNo ratings yet
- GD&T Versus Geometrical Product Spec PDFDocument14 pagesGD&T Versus Geometrical Product Spec PDFHusen Taufiq100% (2)
- Chapter 2 Auditing IT Governance ControlsDocument10 pagesChapter 2 Auditing IT Governance ControlsKim Cristian MaañoNo ratings yet
- Din 6930-2Document1 pageDin 6930-2murniNo ratings yet
- WPSASMEDocument76 pagesWPSASMERama TamaNo ratings yet
- Mannesman - Reservorios HidraulicosDocument4 pagesMannesman - Reservorios HidraulicosBilly Zunun100% (1)
- Electrical: Installation CalculationsDocument23 pagesElectrical: Installation CalculationsSamira Adnan HalilovićNo ratings yet
- Final Thesis Proposal ,...Document46 pagesFinal Thesis Proposal ,...louiedespiNo ratings yet
- BS-200&220&330&350 - Service Manual - V8.0 - ENDocument137 pagesBS-200&220&330&350 - Service Manual - V8.0 - ENLuis OvalleNo ratings yet
- Polygon Shafts and HubsDocument6 pagesPolygon Shafts and HubskicklOpNo ratings yet
- Piping - Materials - Elbows and Bends - Reducers - PE & ROTO Lined Carbon Steel PipingDocument52 pagesPiping - Materials - Elbows and Bends - Reducers - PE & ROTO Lined Carbon Steel PipingDesmond Chang100% (1)
- DIN 11024 - Spring Cotters PDFDocument1 pageDIN 11024 - Spring Cotters PDFthisisjineshNo ratings yet
- Din 406-10 1992-12Document6 pagesDin 406-10 1992-12diego mancilla rodriguez50% (2)
- Tower 7 Uputstvo SRBDocument1,041 pagesTower 7 Uputstvo SRBcipsicc100% (4)
- Din 13-1Document4 pagesDin 13-1Sankha Dasgupta100% (3)
- Metric Shoulder ScrewsDocument1 pageMetric Shoulder ScrewsPhillipe SabinoNo ratings yet
- Din 1705Document2 pagesDin 1705Anurag Jain50% (2)
- Bend Calculation DIN 6935Document2 pagesBend Calculation DIN 6935nadimuddinNo ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- HydraulicCylinderTubeST52 ST52 3Document1 pageHydraulicCylinderTubeST52 ST52 3rjramanathanNo ratings yet
- Cargo Terminal Standards 121021Document16 pagesCargo Terminal Standards 121021suryakeshwar singhNo ratings yet
- Din 867Document3 pagesDin 867danielk32No ratings yet
- Splines: Side Splines For Soft Holes in Fittings-Sae J499aDocument4 pagesSplines: Side Splines For Soft Holes in Fittings-Sae J499aSanjay C BhattNo ratings yet
- Instruction ManualDocument88 pagesInstruction ManualSamira Adnan Halilović100% (1)
- BS 6615 Iso 8062-CT7Document2 pagesBS 6615 Iso 8062-CT7Purushothama Nanje GowdaNo ratings yet
- Fos AsmeDocument41 pagesFos AsmeMahender Kumar100% (1)
- Din 8140 AmecoilDocument1 pageDin 8140 Amecoiljuanpalomo74No ratings yet
- Iso 68-1 PDF - Google SearchDocument2 pagesIso 68-1 PDF - Google SearchDeniz Tuncbilek0% (1)
- Saej1459v004 PDFDocument9 pagesSaej1459v004 PDFvishalNo ratings yet
- GD&T - All Slides - Chapters 1-11 - Q&A - AnimatedDocument77 pagesGD&T - All Slides - Chapters 1-11 - Q&A - AnimatedOmar RiosNo ratings yet
- K65 Working Pressure Calculation According To AD2000 RulesDocument1 pageK65 Working Pressure Calculation According To AD2000 RulesDhavalNo ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- Shafts - Precision Standards - : Circularity, Straightness, L Dimension Accuracy Straightness Measurement MethodDocument1 pageShafts - Precision Standards - : Circularity, Straightness, L Dimension Accuracy Straightness Measurement Method86babuNo ratings yet
- C15100 Alloy - CuZr0,15Document17 pagesC15100 Alloy - CuZr0,15kristechnikNo ratings yet
- Insert Shape ... : R S C T DDocument11 pagesInsert Shape ... : R S C T DskidamdnevnoNo ratings yet
- 4 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...Document1 page4 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...mechfreeNo ratings yet
- Application Nr. 3 (Ultimate Limit State) : Resistance of Member Cross-SectionDocument48 pagesApplication Nr. 3 (Ultimate Limit State) : Resistance of Member Cross-SectionVictor TvvNo ratings yet
- Cuzr0,15: Uns:C15100 En:Cw120CDocument17 pagesCuzr0,15: Uns:C15100 En:Cw120CNut AssanaiNo ratings yet
- Production Conventional Question and AnswerDocument10 pagesProduction Conventional Question and AnswerRamesh ChandraNo ratings yet
- CK45 (1.1191)Document3 pagesCK45 (1.1191)alextentwentyNo ratings yet
- Compression MembersDocument172 pagesCompression Membersbsitler100% (1)
- Bend Allowance Part 2Document21 pagesBend Allowance Part 2Jhalbert BelmonteNo ratings yet
- SavijanjeDocument76 pagesSavijanjeSamira Adnan HalilovićNo ratings yet
- Single Unit 2 Cars Suitable For Condominium and Office Buildings. Double Unit 4 Cars For Permanent Use Only!Document6 pagesSingle Unit 2 Cars Suitable For Condominium and Office Buildings. Double Unit 4 Cars For Permanent Use Only!Samira Adnan HalilovićNo ratings yet
- Industry in Focus 2010: Lift and Escalator Industry AssociationDocument12 pagesIndustry in Focus 2010: Lift and Escalator Industry AssociationSamira Adnan HalilovićNo ratings yet
- Forces From T-GuidesDocument1 pageForces From T-GuidesSamira Adnan HalilovićNo ratings yet
- RAL KartaDocument6 pagesRAL KartaSamira Adnan HalilovićNo ratings yet
- Hydraulic Cylinders Series Ȋ.1: Ȋ.1 Type Dimensions (MM)Document1 pageHydraulic Cylinders Series Ȋ.1: Ȋ.1 Type Dimensions (MM)Samira Adnan HalilovićNo ratings yet
- Vxf2aidrDocument132 pagesVxf2aidrSamira Adnan HalilovićNo ratings yet
- Upitnik Za LiftDocument1 pageUpitnik Za LiftSamira Adnan HalilovićNo ratings yet
- TissueDocument54 pagesTissueNicole EncinaresNo ratings yet
- Step 7Document3 pagesStep 7api-665222821No ratings yet
- Week 8 Perdev LasDocument8 pagesWeek 8 Perdev LasMay AnneNo ratings yet
- Audit of ReceivableDocument14 pagesAudit of ReceivableMr.AccntngNo ratings yet
- Career Essay Eng 1302Document4 pagesCareer Essay Eng 1302Madison MorenoNo ratings yet
- RLMXtreme UV-Full Submittal Package 1.11Document17 pagesRLMXtreme UV-Full Submittal Package 1.11Oscar SiriasNo ratings yet
- The Case Study of Polish Migration Into The UKDocument3 pagesThe Case Study of Polish Migration Into The UKAbeera AliNo ratings yet
- MELODY 5.3 Treatment Methods Theoretical - V2.0 - 211122Document19 pagesMELODY 5.3 Treatment Methods Theoretical - V2.0 - 211122MelodyNo ratings yet
- ch4 Standard DeviationDocument14 pagesch4 Standard DeviationAkbar SuhendiNo ratings yet
- Condor PaperDocument12 pagesCondor Paperarafath1985No ratings yet
- Stilmas Vapour Compression StillsDocument2 pagesStilmas Vapour Compression StillsKarim PanjwaniNo ratings yet
- Ac SequenceDocument4 pagesAc SequencejenolivaNo ratings yet
- Keph205 PDFDocument18 pagesKeph205 PDFRohit Kumar YadavNo ratings yet
- L293D Motor Control Shield: FeaturesDocument6 pagesL293D Motor Control Shield: FeaturesJefferson HenriqueNo ratings yet
- Power, Promise, Potential, and Posibilities of ParksDocument2 pagesPower, Promise, Potential, and Posibilities of ParksRizza Joy Sariego EsplanaNo ratings yet
- Hf1016414 Hoffman VentiladorDocument4 pagesHf1016414 Hoffman VentiladorMoises AlvarezNo ratings yet
- Rhetorical Questions With "Nandao" - Chinese Grammar WikiDocument3 pagesRhetorical Questions With "Nandao" - Chinese Grammar WikiluffyNo ratings yet
- Question Paper Set I II NRM 121 2011 2Document4 pagesQuestion Paper Set I II NRM 121 2011 2hangkattesia82No ratings yet
- PreviewDocument55 pagesPreviewNway Moe SaungNo ratings yet
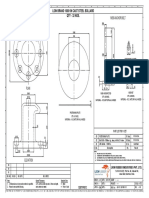
- M56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NosDocument1 pageM56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NossanaNo ratings yet
- God Created Integers PDFDocument3 pagesGod Created Integers PDFBryan0% (6)