You might also like
- Ball Valves: Sharma MVSRK 15 October 2013Document49 pagesBall Valves: Sharma MVSRK 15 October 2013Jay Ganta100% (2)
- 13.date Sheet For Gate ValveDocument2 pages13.date Sheet For Gate ValveMrinal Kanti BhaduriNo ratings yet
- Oil and Gas Pipeline Design and MaintenanceDocument27 pagesOil and Gas Pipeline Design and MaintenanceernmrajaNo ratings yet
- Insulating JointDocument17 pagesInsulating Jointreza329329100% (1)
- CV of Ramoni Saidi A. Piping EngrDocument8 pagesCV of Ramoni Saidi A. Piping EngrAnonymous qaI31HNo ratings yet
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- Liquid Process Piping - Part 5 Valves PDFDocument23 pagesLiquid Process Piping - Part 5 Valves PDFnitin guptaNo ratings yet
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDocument43 pagesSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALINo ratings yet
- Procedure To Model API 650 Nozzle1Document4 pagesProcedure To Model API 650 Nozzle1Vishal KandNo ratings yet
- Pipe Stress Analysis Complete Course From PassDocument2 pagesPipe Stress Analysis Complete Course From Passsleiman shokrNo ratings yet
- Material Comparison For Piping MaterialsDocument1 pageMaterial Comparison For Piping Materialskrishna_pipingNo ratings yet
- PmsDocument94 pagesPmssdk1978100% (1)
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Pump Piping - NewDocument37 pagesPump Piping - NewMohammadShamimNo ratings yet
- Curriculum Vitae: Sridhar VijayanDocument5 pagesCurriculum Vitae: Sridhar VijayanSridhar VijayanNo ratings yet
- UHDE-Specs Section-9 PaintingDocument12 pagesUHDE-Specs Section-9 PaintingDivyansh TripathiNo ratings yet
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Document64 pagesPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- SP Item DatasheetsDocument21 pagesSP Item DatasheetsSELVAMANINo ratings yet
- 10.0000@Www - Onepetro.org@conference Paper@ISOPE I 14 112Document5 pages10.0000@Www - Onepetro.org@conference Paper@ISOPE I 14 112FelipeNo ratings yet
- Stress Analysis Specification: CONT. NO.: 1032/GC-GN/CON-EP09-00 DOC. NO.: 3607/34-78-ED-PI-SPDocument23 pagesStress Analysis Specification: CONT. NO.: 1032/GC-GN/CON-EP09-00 DOC. NO.: 3607/34-78-ED-PI-SPhamedpdms100% (1)
- Step by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIDocument13 pagesStep by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIMiguel DominguezNo ratings yet
- External Coatings For Corrosion Protection of Steel Pipes and ComponentsDocument120 pagesExternal Coatings For Corrosion Protection of Steel Pipes and ComponentsadelNo ratings yet
- 7 Buried Pipe Modeler PDFDocument28 pages7 Buried Pipe Modeler PDFThiên KhánhNo ratings yet
- Flexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582Document5 pagesFlexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582muhammad0umar-4100% (1)
- Tender9 Vol II o II PDFDocument31 pagesTender9 Vol II o II PDFmusaveerNo ratings yet
- Piping Quiz AnsDocument13 pagesPiping Quiz Anssairam2234100% (1)
- Stainless Steel 304 FlangesDocument6 pagesStainless Steel 304 FlangesiSteelindiaNo ratings yet
- Pipl Stress AnalysisDocument62 pagesPipl Stress AnalysisShanthaNo ratings yet
- Steel Plug Valves 2016 1Document96 pagesSteel Plug Valves 2016 1EdinsonNo ratings yet
- VMS PaliDocument61 pagesVMS Palichintan100% (2)
- SLR Strainer Data Sheet PDFDocument7 pagesSLR Strainer Data Sheet PDFKailas NimbalkarNo ratings yet
- MR ValvesDocument56 pagesMR ValvesIdris SiddiquiNo ratings yet
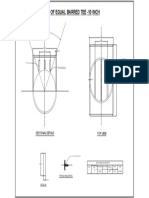
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- Pipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingDocument19 pagesPipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingMAHESH CHAND100% (1)
- CV Feri Noviardi (Pipe Stress Engineer)Document3 pagesCV Feri Noviardi (Pipe Stress Engineer)MeiZya NoviardiNo ratings yet
- UTL G GS-8 Rev10 Piping MaterialsDocument253 pagesUTL G GS-8 Rev10 Piping Materialsmasoud132No ratings yet
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDocument77 pagesHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Ac 036630 001Document1 pageAc 036630 001navaronefraNo ratings yet
- Piping QuizDocument20 pagesPiping QuizAlex CarreraNo ratings yet
- Axial Stress Calculation For Restrained Pipeline - Intergraph CADWorx - AnalysisDocument5 pagesAxial Stress Calculation For Restrained Pipeline - Intergraph CADWorx - AnalysisSharun Suresh100% (1)
- Lift Check Valve: Straight, Flanged EndsDocument1 pageLift Check Valve: Straight, Flanged Endsadvantage025No ratings yet
- Floating and Trunnion Ball Valves PDFDocument15 pagesFloating and Trunnion Ball Valves PDFAlienshowNo ratings yet
- What Is A Piping System?Document20 pagesWhat Is A Piping System?SARA VijayNo ratings yet
- Design and Analysis of Piping System With Supports Using CAESAR-IIDocument5 pagesDesign and Analysis of Piping System With Supports Using CAESAR-IIincaurcoNo ratings yet
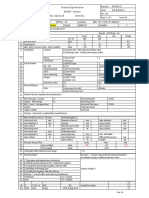
- Isolating Joint General Data SheetDocument1 pageIsolating Joint General Data SheetGerardo GonzálezNo ratings yet
- Review of Reactor Piping Systems - R1 To R2 Piping Report PDFDocument37 pagesReview of Reactor Piping Systems - R1 To R2 Piping Report PDFChristopher Brown0% (1)
- Piping Codes & Standards - Piping GuideDocument8 pagesPiping Codes & Standards - Piping Guideabhilibra14No ratings yet
- Steel Line Blanks & Spacer Dimension TableDocument5 pagesSteel Line Blanks & Spacer Dimension TableSeungmin PaekNo ratings yet
- Piping InformationDocument201 pagesPiping Informationroyalcom100% (1)
- SIF Calculation For Piping ConnectionsDocument6 pagesSIF Calculation For Piping ConnectionsManuelNo ratings yet
- 347 Stainless Steel Class 2500 Piping SpecificationDocument3 pages347 Stainless Steel Class 2500 Piping SpecificationTrevor KanodeNo ratings yet
- Online Piping and Caesar Course SyllabusDocument10 pagesOnline Piping and Caesar Course Syllabusm 418No ratings yet
- Piping: Piping Sometimes Refers To Piping Design, The Detailed Specification of TheDocument5 pagesPiping: Piping Sometimes Refers To Piping Design, The Detailed Specification of ThesiswoutNo ratings yet
- FS PipingDocument317 pagesFS PipingOthman RejabNo ratings yet
- Basics On Piping LayoutDocument11 pagesBasics On Piping Layoutpuru55980No ratings yet
- VMS 1Document121 pagesVMS 1Subash ChandraboseNo ratings yet
- SAMSUNG SEM 3074E Piping Design Manual Pump PipingDocument21 pagesSAMSUNG SEM 3074E Piping Design Manual Pump PipingSlobodan AnticNo ratings yet
- Piping - Materials - Elbows and Bends - Reducers - PE & ROTO Lined Carbon Steel PipingDocument52 pagesPiping - Materials - Elbows and Bends - Reducers - PE & ROTO Lined Carbon Steel PipingDesmond Chang100% (1)
- 02.intro To Oil and Gas IndustryDocument61 pages02.intro To Oil and Gas IndustryPetropipe AcademyNo ratings yet
- Pdms CommandsDocument10 pagesPdms CommandsEliomar RivasNo ratings yet
- Offshore Platform SmallerDocument1 pageOffshore Platform SmallerBaba JohnehNo ratings yet
- Offshore Platform ArrangeDocument37 pagesOffshore Platform ArrangePetropipe AcademyNo ratings yet
- Pdms CommandsDocument10 pagesPdms CommandsEliomar RivasNo ratings yet
- Offshore Oil and ProdDocument101 pagesOffshore Oil and ProdSuresh Erath100% (5)
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDocument16 pagesGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- IBRDocument36 pagesIBRPetropipe Academy100% (2)
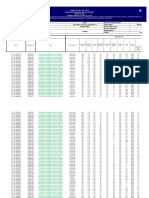
- Form-I: "This Is Computer Generated Document From OCMMS by HPSPCB"Document5 pagesForm-I: "This Is Computer Generated Document From OCMMS by HPSPCB"GREEN LEAFNo ratings yet
- Fire Hazard DRRR MODULE 7Document31 pagesFire Hazard DRRR MODULE 7Jodie Cabrera100% (3)
- Lavatex 2000...Document2 pagesLavatex 2000...ArifNo ratings yet
- VTT Bio Oil Research + Bio Oil MarketDocument84 pagesVTT Bio Oil Research + Bio Oil MarketMohammad Reza Anghaei100% (2)
- Galvany Shopprimer IZ182 (N) (Two-Component) : Product DescriptionDocument2 pagesGalvany Shopprimer IZ182 (N) (Two-Component) : Product DescriptionTrịnh Minh Khoa100% (1)
- Barium ChlorideDocument2 pagesBarium ChlorideAnmol10th-B17No ratings yet
- CSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheDocument3 pagesCSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheAsyraf ZailudinNo ratings yet
- Adipic AcidDocument7 pagesAdipic AcidsadiaNo ratings yet
- Y4 - Module 2 - Package Processed Food Products-FINALDocument23 pagesY4 - Module 2 - Package Processed Food Products-FINALmike gilbert boadoNo ratings yet
- API 5L X52 KorozyonDocument8 pagesAPI 5L X52 KorozyonmahmutNo ratings yet
- CSI 163A Brochure - ENDocument6 pagesCSI 163A Brochure - ENAnthony VargasNo ratings yet
- 3.6 Revision Guide Organic Analysis AqaDocument3 pages3.6 Revision Guide Organic Analysis Aqashafiqur rahmanNo ratings yet
- 3 6 Candy MoleculesDocument4 pages3 6 Candy MoleculesVanessa JabagatNo ratings yet
- Prime Flex 900 XLV TdsDocument2 pagesPrime Flex 900 XLV TdsJose Manuel CastilloNo ratings yet
- Corbel Design Using Strut and Tie Method and According To AS3600Document3 pagesCorbel Design Using Strut and Tie Method and According To AS3600Jay Ryan SantosNo ratings yet
- Building Materials Catalog 2021Document21 pagesBuilding Materials Catalog 2021Naeem Ul HassanNo ratings yet
- sw8 chp08Document19 pagessw8 chp08api-115560904No ratings yet
- "Production of Hydrogen Gas Using Gasification From BiomassDocument40 pages"Production of Hydrogen Gas Using Gasification From BiomassFaizNo ratings yet
- Plastic Manufacturing ProcessesDocument6 pagesPlastic Manufacturing ProcessesHimanshu TiwariNo ratings yet
- Additional Calculation For Folding DoorDocument14 pagesAdditional Calculation For Folding DoorNoman AliNo ratings yet
- Experiment 2 - Determination of Heating Value of A Solid Pure Substance Using Bomb CalorimeterDocument17 pagesExperiment 2 - Determination of Heating Value of A Solid Pure Substance Using Bomb CalorimeterBryle CamaroteNo ratings yet
- Science7 - SLM - Q1 - M3 - V1.0 - CO Released 08032020Document35 pagesScience7 - SLM - Q1 - M3 - V1.0 - CO Released 08032020anne abadiezNo ratings yet
- Experimental Analysis of Laser Drilling Impacts On Rock PropertiesDocument10 pagesExperimental Analysis of Laser Drilling Impacts On Rock PropertiesAngélica Acosta PérezNo ratings yet
- Powdered Detergent: Adamson University College of Engineering Department of Chemical EngineeringDocument6 pagesPowdered Detergent: Adamson University College of Engineering Department of Chemical EngineeringHoneylet Recaña TayactacNo ratings yet
- Unbonded Vs BondedDocument6 pagesUnbonded Vs Bondedcaner_kurtoglu-1No ratings yet
- Sensors and ActuatorsDocument109 pagesSensors and ActuatorsDr-Amit Kumar Singh100% (1)
- India's Legendary Wootz SteelDocument153 pagesIndia's Legendary Wootz SteelCesare Battistotti100% (1)
- Biox O2 ProcedimentosDocument9 pagesBiox O2 ProcedimentosClaudia E Luis GonçalvesNo ratings yet
- Assen DVTP-RDocument11 pagesAssen DVTP-RPablo VeraNo ratings yet
- Urea & Melamine Formaldehyde ResinsDocument33 pagesUrea & Melamine Formaldehyde ResinsAkash Yadav50% (2)