You might also like
- Fiber Laser Cutter DW3015-2KW (MAX)Document32 pagesFiber Laser Cutter DW3015-2KW (MAX)Ionuţ RădescuNo ratings yet
- Additive Manufacturing: Case Study: Generative Design of A Bracket, Part 1Document35 pagesAdditive Manufacturing: Case Study: Generative Design of A Bracket, Part 1Ali Raza JuttNo ratings yet
- Bysprint Manual OperacionDocument438 pagesBysprint Manual OperacionCarlos RojasNo ratings yet
- Additive Manufacturing Course Guide Run17 CourseSchedDocument14 pagesAdditive Manufacturing Course Guide Run17 CourseSchedAbdullah Amir MughalNo ratings yet
- Triumphlaser-Desktop Fiber Laser MarkingDocument21 pagesTriumphlaser-Desktop Fiber Laser Markingsuscripciones dxfNo ratings yet
- Spirit GX: User ManualDocument128 pagesSpirit GX: User ManualOogway MasterNo ratings yet
- Quotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 VentoDocument25 pagesQuotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 VentobeemasundarNo ratings yet
- GWEIKE Quotation of 4020CRDocument18 pagesGWEIKE Quotation of 4020CRFY BaylonNo ratings yet
- WWW Machinemfg Com Fiber Laser CuttingDocument20 pagesWWW Machinemfg Com Fiber Laser CuttingPurushottam Kumar100% (1)
- XPR 300 Manual HyperthermDocument106 pagesXPR 300 Manual HyperthermDawitt BadilloNo ratings yet
- Tabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesDocument4 pagesTabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesPrasanna RahmaniacNo ratings yet
- ARKU Rebarbar - PolirDocument6 pagesARKU Rebarbar - PolirOrlando VicenteNo ratings yet
- Procutter Thunder: Firm. Flexible. FastDocument2 pagesProcutter Thunder: Firm. Flexible. FastVu Dinh VanNo ratings yet
- 1 - CNC Fiber Laser Cutting Machine 1500WDocument10 pages1 - CNC Fiber Laser Cutting Machine 1500WSot DesignNo ratings yet
- Comagrav MT Profi enDocument2 pagesComagrav MT Profi enNiki CiuteanuNo ratings yet
- 2022.9.23 FM3015C 1.5KW Fiber Laser Cutting MachineDocument11 pages2022.9.23 FM3015C 1.5KW Fiber Laser Cutting Machinesatq illNo ratings yet
- Boschert: CNC Busbar Cutting - Punching - Bending SolutionDocument42 pagesBoschert: CNC Busbar Cutting - Punching - Bending SolutiondemdiinNo ratings yet
- 300XD PM Hypertherm Manual MaitanaceDocument38 pages300XD PM Hypertherm Manual MaitanaceDawitt BadilloNo ratings yet
- CNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WDocument16 pagesCNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WSot DesignNo ratings yet
- Accu Fast IIDocument2 pagesAccu Fast IIVimal KumarNo ratings yet
- Lexium 32 Servo - DriveDocument76 pagesLexium 32 Servo - DriveJavier Reina DelgadoNo ratings yet
- Automation Systems: "A Reliable Partner in Your Automation Journey"Document90 pagesAutomation Systems: "A Reliable Partner in Your Automation Journey"Ali Hasan MahdiNo ratings yet
- War Field Spying Robot Controlled by Raspberry PiDocument7 pagesWar Field Spying Robot Controlled by Raspberry PiIJRASETPublicationsNo ratings yet
- Ed5161 - Cad - Record (1) - 2 PDFDocument35 pagesEd5161 - Cad - Record (1) - 2 PDFNaveenprakash100% (1)
- 96ENSIS AJ 3kW - Fibre Laser Cutting MachineDocument8 pages96ENSIS AJ 3kW - Fibre Laser Cutting MachineXuan Phuong HuynhNo ratings yet
- Preparation For The Fiber Laser Machine InstallationDocument2 pagesPreparation For The Fiber Laser Machine InstallationLuis Fernando ValenciaNo ratings yet
- Bodor Laser Product CatalogDocument26 pagesBodor Laser Product CatalogMaarif MaarifNo ratings yet
- Automated Pneumatic Sheet Metal Cutting MachineDocument6 pagesAutomated Pneumatic Sheet Metal Cutting MachineRushikesh PatilNo ratings yet
- Laser SalesbookDocument34 pagesLaser SalesbookManuel GonzalezNo ratings yet
- Router8000 5axisDocument8 pagesRouter8000 5axisDaniel AustinNo ratings yet
- Miven MayfranDocument13 pagesMiven Mayfranpavan0% (1)
- LMT Onsrud Polaris Compression BrochureDocument2 pagesLMT Onsrud Polaris Compression BrochureDaniel AustinNo ratings yet
- Datasheet ModEvaPac en V2.3Document6 pagesDatasheet ModEvaPac en V2.3eki miftakhul firdausNo ratings yet
- Trumpf Parts Service Manual - January 2004Document28 pagesTrumpf Parts Service Manual - January 2004Orlando Humberto Altamirano ArceNo ratings yet
- MARVEL 6000 Series High Power Fiber Laser Cutting Machine - Laser Cutting Farley Laserlab, CNC Laser Cutting Machine, Plasma Cutting Machine, Fiber Laser Cutting Machine, Cutting Machine PriceDocument1 pageMARVEL 6000 Series High Power Fiber Laser Cutting Machine - Laser Cutting Farley Laserlab, CNC Laser Cutting Machine, Plasma Cutting Machine, Fiber Laser Cutting Machine, Cutting Machine PriceTradiyo ForexNo ratings yet
- HPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFDocument338 pagesHPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFIlian Avramov100% (1)
- Industriallasers20150102 DLDocument44 pagesIndustriallasers20150102 DLtorinomgNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- S&A CW-5000,5200 Industrial Water Chiller PDFDocument13 pagesS&A CW-5000,5200 Industrial Water Chiller PDFMia FungNo ratings yet
- Trumpf - Laser - Consumable - Rev - 8a - RicharsonDocument27 pagesTrumpf - Laser - Consumable - Rev - 8a - RicharsonAntonio Pereira100% (1)
- TRUMPF Catalog DitzingenDocument49 pagesTRUMPF Catalog Ditzingennenad_lekNo ratings yet
- Epox 8RDA3i Mainboard English ManualDocument90 pagesEpox 8RDA3i Mainboard English ManualDan BanNo ratings yet
- Brožura HK Laser Systems PDFDocument32 pagesBrožura HK Laser Systems PDFXuan Phuong HuynhNo ratings yet
- BCL MUser Manual Bodor Laser PDFDocument38 pagesBCL MUser Manual Bodor Laser PDFJose LozanoNo ratings yet
- Trubend Series 5000: Technical DataDocument3 pagesTrubend Series 5000: Technical DataChellathurai Thurai100% (1)
- Manual Sierra BandaDocument62 pagesManual Sierra BandaElvis Luis Rivera Dueñas100% (1)
- Plasma CamDocument20 pagesPlasma CamkairotdfNo ratings yet
- LaserDocument2 pagesLaserodhiles1No ratings yet
- LT1424Document20 pagesLT1424octaviocamachoNo ratings yet
- Design of A 3D Printed OrnithopterDocument4 pagesDesign of A 3D Printed OrnithopterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Pen PlotterDocument24 pagesPen PlotterMridul SethiNo ratings yet
- Bystar Datasheet Eng OriginalDocument2 pagesBystar Datasheet Eng OriginalAmer FatićNo ratings yet
- FIBER LASER TechnologiesDocument30 pagesFIBER LASER Technologieschathuranga chandrasekaraNo ratings yet
- WIKUS Band Saw BladesDocument64 pagesWIKUS Band Saw BladesRashedul HasanNo ratings yet
- 6 - Durma Laser User InterfaceDocument30 pages6 - Durma Laser User Interfacesciuc0% (1)
- Ermaksan Fiber LaserDocument40 pagesErmaksan Fiber LaserJohan SneiderNo ratings yet
- Lantek Flex3D Unfolding PDFDocument8 pagesLantek Flex3D Unfolding PDFzantxuNo ratings yet
- User Manual of Laser Engraving Machine PDFDocument36 pagesUser Manual of Laser Engraving Machine PDFRobby SubhansyahNo ratings yet
- Presentation SQUIDDocument19 pagesPresentation SQUIDmorcov19No ratings yet
- 2 Pulse CircuitsDocument74 pages2 Pulse CircuitsWaqar Ahmad KhanNo ratings yet
- Leica TCA1800Document6 pagesLeica TCA1800glee_401528No ratings yet
- Rapid Prototyping and ToolingDocument19 pagesRapid Prototyping and ToolingTejas NandavadekarNo ratings yet
- Tribological Behaviour of Aluminium Hybrid Metal Matrix CompositeDocument19 pagesTribological Behaviour of Aluminium Hybrid Metal Matrix CompositenisargaNo ratings yet
- 11 Ohmic ContactsDocument19 pages11 Ohmic ContactsThee TeeNo ratings yet
- Selecting Either Layered Manufacturing or CNC Machining To Build Your PrototypeDocument9 pagesSelecting Either Layered Manufacturing or CNC Machining To Build Your PrototypeMico StanojevicNo ratings yet
- Syllabus PDFDocument18 pagesSyllabus PDFHari KrishnanNo ratings yet
- RX 1000 IDocument36 pagesRX 1000 IAriel MirandaNo ratings yet
- SuperK COMPACT DatasheetDocument4 pagesSuperK COMPACT DatasheetfuyoungNo ratings yet
- Rotary Ultra Sonic MachiningDocument26 pagesRotary Ultra Sonic Machiningarizhusain940% (1)
- Pentero 900: The Next GenerationDocument19 pagesPentero 900: The Next GenerationHermanto YuliusNo ratings yet
- LASER SECURITY SYSTEM Suman PDFDocument5 pagesLASER SECURITY SYSTEM Suman PDFJagdev kalayatNo ratings yet
- Power Schottky Rectifier: DSSK 40-008BDocument2 pagesPower Schottky Rectifier: DSSK 40-008BAmilcar BureloNo ratings yet
- Micr Biology: Observing Microorganisms Through A MicroscopeDocument31 pagesMicr Biology: Observing Microorganisms Through A MicroscopeMich ElleNo ratings yet
- Introduction of S.P.R. SlideDocument12 pagesIntroduction of S.P.R. SlideSaumya Tripathi100% (1)
- Solid State Electronic DevicesDocument1,260 pagesSolid State Electronic DevicesGaurav Halder100% (2)
- Bayfol - HX - Holography - Flyer EN - DIGITALDocument2 pagesBayfol - HX - Holography - Flyer EN - DIGITALMingli NiNo ratings yet
- Sony HCD-VP700Document92 pagesSony HCD-VP700videosonNo ratings yet
- LIDARDocument14 pagesLIDARManish Pathak33% (3)
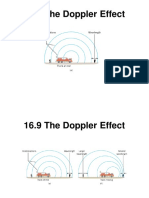
- 16.9 The Doppler EffectDocument15 pages16.9 The Doppler EffectmicNo ratings yet
- Water Level Meter Solist 101Document2 pagesWater Level Meter Solist 101Ramanda SetiawanNo ratings yet
- Particle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersDocument17 pagesParticle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersSeethaNo ratings yet
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Document4 pagesMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89No ratings yet
- Sony MDX-C5970 Service ManualDocument72 pagesSony MDX-C5970 Service ManualRoberto®No ratings yet
- Da 4 19MCD0042 PDFDocument10 pagesDa 4 19MCD0042 PDFJohnNo ratings yet
- Metallurgy Lab 2Document5 pagesMetallurgy Lab 2api-280725686No ratings yet
- GaAs SiDocument3 pagesGaAs Sipeeyush_agarwal_2No ratings yet
- Computer BasicsDocument44 pagesComputer BasicsTeena Bulbulaya OteeNo ratings yet
- Dark Heresy Eldar Warrior DescriptionsDocument3 pagesDark Heresy Eldar Warrior Descriptionsdaniel6666666666No ratings yet