You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Anatomy of CNC Machines BLR-IMTMA Presntation Sep 18, 2014Document304 pagesAnatomy of CNC Machines BLR-IMTMA Presntation Sep 18, 2014sivakumar656100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Xactimate 27 User GuideDocument239 pagesXactimate 27 User GuideRonald Kahora100% (1)
- PDF Generating System Curve in Excel For Pumping A FluidDocument6 pagesPDF Generating System Curve in Excel For Pumping A Fluidjesus_manrique2753No ratings yet
- Entrepreneur Guide To LeadershipDocument162 pagesEntrepreneur Guide To LeadershipMohit Anand100% (1)
- Chem 1 Lab Experiment RubricDocument3 pagesChem 1 Lab Experiment RubricrbNo ratings yet
- 8009 PDFDocument42 pages8009 PDFlungu mihaiNo ratings yet
- Familiarization TasksDocument82 pagesFamiliarization TasksAlbert John Alipala100% (1)
- IWOCS SMS Intervention and Workover Control Systems DatasheetDocument1 pageIWOCS SMS Intervention and Workover Control Systems DatasheetPedro DutraNo ratings yet
- Postal History Symposium Vol 2Document145 pagesPostal History Symposium Vol 2F4PhantomNo ratings yet
- BS 845-2Document50 pagesBS 845-2layth100% (2)
- LM78S40 Data SheetDocument10 pagesLM78S40 Data SheetmaddykarthiNo ratings yet
- 1st Assessment Art 6 3rd QuarterDocument2 pages1st Assessment Art 6 3rd QuarterJesusa Franco DizonNo ratings yet
- GarticDocument1 pageGarticPrincess Margarette Ann DiancoNo ratings yet
- Rencana Anggaran Biaya (RAB) : NO Uraian PekerjaanDocument18 pagesRencana Anggaran Biaya (RAB) : NO Uraian PekerjaanRevo AbsoluteNo ratings yet
- 2017 Report - India's Rank On Various Index - WWW - Achieversrule.com..Document2 pages2017 Report - India's Rank On Various Index - WWW - Achieversrule.com..AnmolTiwariNo ratings yet
- Service Manual: Blu-Ray Disc Home TheaterDocument58 pagesService Manual: Blu-Ray Disc Home Theaterboroda2410No ratings yet
- Digitech Df-7 Distortion Factory Oem ManualDocument24 pagesDigitech Df-7 Distortion Factory Oem ManualToMNo ratings yet
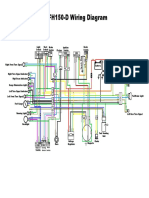
- WFH150cc-D Wiring Diagram PDFDocument1 pageWFH150cc-D Wiring Diagram PDFSaša Kostić100% (1)
- Windows Expert Tool - ReadmeDocument4 pagesWindows Expert Tool - Readmeda-trash100% (1)
- Camara AVERMEDIA SF1301Document68 pagesCamara AVERMEDIA SF1301TecnoSmartNo ratings yet
- Nec2008rop PDFDocument998 pagesNec2008rop PDFАлексейNo ratings yet
- For David Prove That 5 N - 4n - 1 Is Divisible by 16 For All : Math HomeworkDocument8 pagesFor David Prove That 5 N - 4n - 1 Is Divisible by 16 For All : Math HomeworkM ShahbazNo ratings yet
- Jessica Ellis CVDocument8 pagesJessica Ellis CVapi-299779342No ratings yet
- Rivulis S2000 English Metric 20200625 WebDocument8 pagesRivulis S2000 English Metric 20200625 WebKÿäw SwärNo ratings yet
- Nordson EFD Optimum Tips Brochure PDFDocument5 pagesNordson EFD Optimum Tips Brochure PDFIrineu0% (1)
- NopanDocument3 pagesNopanM.Dwi CahyaNo ratings yet
- Lathe PDFDocument44 pagesLathe PDFthanhvutsmvn100% (1)
- Altis - PricelistDocument1 pageAltis - PricelistIdris AhmadNo ratings yet
- Revisi - Richard Rogers - 09020321046 - Rio Naufalindra 1Document4 pagesRevisi - Richard Rogers - 09020321046 - Rio Naufalindra 1RIO NAUFALINDRA ArsitekturNo ratings yet
- Northern Coalfields Limited Bina ProjectDocument3 pagesNorthern Coalfields Limited Bina ProjectKeshav RamNo ratings yet