You might also like
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Evaluating Supplier Performance in the Textile IndustryDocument80 pagesEvaluating Supplier Performance in the Textile IndustrysamchikkuNo ratings yet
- Optimization of Injection Molding Cycle Time Using Moldflow AnalysisDocument3 pagesOptimization of Injection Molding Cycle Time Using Moldflow AnalysisAdrianSomoiagNo ratings yet
- Six Sigma Application in Polyurethane Foam Industry For Defective Headrest: A Case StudyDocument7 pagesSix Sigma Application in Polyurethane Foam Industry For Defective Headrest: A Case StudyngNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- Fulltext01 PDFDocument60 pagesFulltext01 PDFHagos AwetahegnNo ratings yet
- Jit Production To Reduce Inventory Level-SynopsisDocument5 pagesJit Production To Reduce Inventory Level-SynopsisNageshwar SinghNo ratings yet
- Artículos Científicos 5S - Grupo 2Document15 pagesArtículos Científicos 5S - Grupo 2Marcos Alonso Castillo QuispeNo ratings yet
- Aksum University College of Business and Economics Department of Logistics and Supply Chain ManagementDocument9 pagesAksum University College of Business and Economics Department of Logistics and Supply Chain ManagementbezawitwubshetNo ratings yet
- Wa0002Document26 pagesWa0002martinfotechNo ratings yet
- To Study Taguchi'S Stretegy For Design of Experiments.: A Seminar Report ONDocument54 pagesTo Study Taguchi'S Stretegy For Design of Experiments.: A Seminar Report ONashwani kaushikNo ratings yet
- Coe For Automotive Plastics: White PaperDocument10 pagesCoe For Automotive Plastics: White PaperSiddharthBhasneyNo ratings yet
- Analysis On Volumetric Shrinkage of Plastic Food Container Made From An Injection Molding ProcessDocument10 pagesAnalysis On Volumetric Shrinkage of Plastic Food Container Made From An Injection Molding ProcessImane El BouchehatiNo ratings yet
- Projectfinal Invent1Document20 pagesProjectfinal Invent1Hiền Trang Lê ThiênNo ratings yet
- Assignment 809 - Principle of Material SelectionDocument33 pagesAssignment 809 - Principle of Material SelectionLOTO OLUWASAYO.INo ratings yet
- Modifying a plastic lens factory line for 44% productivity gainDocument13 pagesModifying a plastic lens factory line for 44% productivity gainTuanAnh VuNo ratings yet
- Productivity Improvement of Carton Manufacturing Industry by Implementation of Lean Six Sigma, ECRS, Work Study, and 5S A Case Study of ABC Co., LTDDocument9 pagesProductivity Improvement of Carton Manufacturing Industry by Implementation of Lean Six Sigma, ECRS, Work Study, and 5S A Case Study of ABC Co., LTDSubash ChandarNo ratings yet
- 565 1128 1 SMDocument11 pages565 1128 1 SMChien Vu NgocNo ratings yet
- Productivity Improvement Using Industrial EngineerDocument8 pagesProductivity Improvement Using Industrial EngineerjasmineNo ratings yet
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewDocument15 pagesRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753No ratings yet
- Analysis of Injection Moulding Machine ProcessDocument4 pagesAnalysis of Injection Moulding Machine ProcessJagdish KhaireNo ratings yet
- John Goff - Moulding MasterclassDocument100 pagesJohn Goff - Moulding MasterclassStarchyLittleOleMe100% (3)
- Plastic Injection Molding MachineDocument21 pagesPlastic Injection Molding MachineAbel MeketaNo ratings yet
- Eco-Design Forever PanDocument25 pagesEco-Design Forever PanDaniel QuijanoNo ratings yet
- Jasdeep SynopsisDocument8 pagesJasdeep SynopsisNageshwar SinghNo ratings yet
- Synopsis ON "A Detailed Study On Just in Time Production To Reduce Inventory Level in Cipla Limitd"Document8 pagesSynopsis ON "A Detailed Study On Just in Time Production To Reduce Inventory Level in Cipla Limitd"Nageshwar SinghNo ratings yet
- Measurement & Analysis of Productivity and Finding Solutions To Improve Productivity in A Garment Factory in BangladeshDocument9 pagesMeasurement & Analysis of Productivity and Finding Solutions To Improve Productivity in A Garment Factory in Bangladeshgizex2013No ratings yet
- Comparison PDFDocument12 pagesComparison PDFMateel HaddadNo ratings yet
- Meterology Project ReportDocument13 pagesMeterology Project ReportHassaan RajpootNo ratings yet
- Paper Cost Reduction PDPDocument13 pagesPaper Cost Reduction PDPkuldeepNo ratings yet
- A Brief Review On Injection Moulding Manufacturing Process: March 2016Document12 pagesA Brief Review On Injection Moulding Manufacturing Process: March 2016Suljo MesicNo ratings yet
- Maximizing Productivity in Molding ProcessDocument26 pagesMaximizing Productivity in Molding ProcessMumaigfl NicolasNo ratings yet
- 4968 17633 1 PB PDFDocument20 pages4968 17633 1 PB PDFShan PinNo ratings yet
- Master's Thesis on Evaluating Business Models for an Innovative Paperboard Packaging SolutionDocument71 pagesMaster's Thesis on Evaluating Business Models for an Innovative Paperboard Packaging SolutionFooyNo ratings yet
- Operations Management & Supply Chain Case Study: ATS Synthetic & PlasticsDocument16 pagesOperations Management & Supply Chain Case Study: ATS Synthetic & PlasticsSyed Shahid SheraziNo ratings yet
- Genetic Algorithms in OptimizationDocument38 pagesGenetic Algorithms in OptimizationssbhonsaleNo ratings yet
- Evaluation of Injection Molding Process Parameters For Manufacturing Polyethylene TerephthalateDocument10 pagesEvaluation of Injection Molding Process Parameters For Manufacturing Polyethylene TerephthalateFaishal HafizhNo ratings yet
- Optimization Technique Technical ReportDocument29 pagesOptimization Technique Technical ReportMohit JainNo ratings yet
- Estudio Kaizen6Document13 pagesEstudio Kaizen6Juan BarriosNo ratings yet
- Control Charts for Process Monitoring Using RDocument18 pagesControl Charts for Process Monitoring Using RBefu HailuNo ratings yet
- 113Document10 pages113ieom2012No ratings yet
- Sciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessDocument11 pagesSciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessBhbNo ratings yet
- Lecture No.07Document19 pagesLecture No.07Rizwan AliNo ratings yet
- Topic 7 Evaluation BookletDocument11 pagesTopic 7 Evaluation BookletmschongkongNo ratings yet
- Review of Taguchi Method, Design of Experiment (Doe) & Analysis of Variance (Anova) For Quality Improvements Through Optimization in FoundryDocument11 pagesReview of Taguchi Method, Design of Experiment (Doe) & Analysis of Variance (Anova) For Quality Improvements Through Optimization in FoundrytharunNo ratings yet
- Optimization of Injection Moulding Parameters for Low Shrinkage Plastic ProductsDocument8 pagesOptimization of Injection Moulding Parameters for Low Shrinkage Plastic ProductsbiroutiNo ratings yet
- PVC Pipe Supplier Selection With Ahp and Topsis MethodDocument18 pagesPVC Pipe Supplier Selection With Ahp and Topsis Methodlevent can akınNo ratings yet
- A Plastic Injection Molding Process Characterisati PDFDocument17 pagesA Plastic Injection Molding Process Characterisati PDFRishikeshNo ratings yet
- Đi inDocument41 pagesĐi inLê Đình HuânNo ratings yet
- In A Polymer Sheet Making Process: Using The Seven-Step Method To Reduce DefectsDocument88 pagesIn A Polymer Sheet Making Process: Using The Seven-Step Method To Reduce DefectshidayatullahiNo ratings yet
- Process Modeling in Mechanical PulpingDocument59 pagesProcess Modeling in Mechanical PulpingWin Der LomeNo ratings yet
- Thesis With LogoDocument71 pagesThesis With LogoAnonymous 5oTiSrNo ratings yet
- MADELINE PROPOSAL (1) UuuDocument24 pagesMADELINE PROPOSAL (1) UuuDe Crewz MasterNo ratings yet
- Optimizing Production Process to Minimize WasteDocument20 pagesOptimizing Production Process to Minimize WasteGetahun100% (2)
- Formulation of COQ Model to Reduce Reworks in Tool ManufacturingDocument9 pagesFormulation of COQ Model to Reduce Reworks in Tool Manufacturingjohn0% (1)
- Materials of Construction, Operation and Maintenance in The Chemical Process IndustriesDocument37 pagesMaterials of Construction, Operation and Maintenance in The Chemical Process IndustriesNam SanchunNo ratings yet
- The Impact of Process Reengineering On The Organization Performance (Applied Study in Carton Industry)Document102 pagesThe Impact of Process Reengineering On The Organization Performance (Applied Study in Carton Industry)احمد البسيونيNo ratings yet
- Helicopter PaperDocument42 pagesHelicopter PaperGandi SuhartinahNo ratings yet
- Assessment of Product CostingDocument53 pagesAssessment of Product CostingMeklit Alem100% (1)
- ISO 14001 Administrative Flowchart ExamplesDocument17 pagesISO 14001 Administrative Flowchart ExamplesPercy MphulanyaneNo ratings yet
- Flowcharting PDFDocument11 pagesFlowcharting PDFJordan Tagao ColcolNo ratings yet
- TNA flow chart for garments manufacturingDocument4 pagesTNA flow chart for garments manufacturingAbhi Garg0% (1)
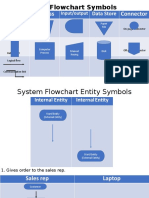
- System Flowchart SymbolsDocument10 pagesSystem Flowchart SymbolsJellene GarciaNo ratings yet
- Data Structure and Algorithm - Fundamental Programing Part 2Document47 pagesData Structure and Algorithm - Fundamental Programing Part 2eli indahNo ratings yet
- Internet and Computing Fundamentals CLMDocument61 pagesInternet and Computing Fundamentals CLMJethro Campos100% (3)
- Gym ReportDocument28 pagesGym ReportShekhar ImvuNo ratings yet
- Part 2 - Planning & Decision MakingDocument95 pagesPart 2 - Planning & Decision MakingChristiana Mae PadillaNo ratings yet
- Airline Reservation SystemDocument60 pagesAirline Reservation SystemRaggu Singh57% (7)
- Tech WriDocument13 pagesTech WriJonna FajardoNo ratings yet
- Page 57-61 - Reference How To Make FlowchartDocument6 pagesPage 57-61 - Reference How To Make FlowchartGlecy AdrianoNo ratings yet
- Matrix Structure (Organizational Chart) - CreatelyDocument3 pagesMatrix Structure (Organizational Chart) - CreatelyCielo VegaNo ratings yet
- CSC211 Lecture 01Document83 pagesCSC211 Lecture 01Malathi SankarNo ratings yet
- EA9 - Computer Application in AB Engineering NotesDocument10 pagesEA9 - Computer Application in AB Engineering NotesFrancine Ann AgapayNo ratings yet
- Annex 13 SRC TemplateDocument4 pagesAnnex 13 SRC TemplateSheena Maye PortaNo ratings yet
- MCS-011 Solved Assignment 2015-16 IpDocument12 pagesMCS-011 Solved Assignment 2015-16 IpJigar NanduNo ratings yet
- Materi 2 WKWKDocument22 pagesMateri 2 WKWKSri SukasihNo ratings yet
- Bme 3 and 4Document11 pagesBme 3 and 4Unnecessary BuyingNo ratings yet
- BT205 Bce Unit 2Document42 pagesBT205 Bce Unit 2ankit tiwrai100% (1)
- Cds Text BookDocument262 pagesCds Text BookG.V.M PraveenNo ratings yet
- Visio 2016 PC Introduction To Visio PDFDocument52 pagesVisio 2016 PC Introduction To Visio PDFM Mirza Abdillah PratamaNo ratings yet
- Grade8 Q0 W5 PreparingInterpretingTechdraw For STUDENTDocument26 pagesGrade8 Q0 W5 PreparingInterpretingTechdraw For STUDENTRoldan Dela CruzNo ratings yet
- Unit - 1 Python NotesDocument37 pagesUnit - 1 Python NotesArun Kumaar SrinivasanNo ratings yet
- EEB741 Project Progress Report FormDocument3 pagesEEB741 Project Progress Report FormSiulolovao MatekitongaNo ratings yet
- Introduction to Static Relays & ComparatorsDocument2 pagesIntroduction to Static Relays & ComparatorsPavan Kumar KilariNo ratings yet
- GE3151 Problem Solving and Python Programming Question Bank 1Document6 pagesGE3151 Problem Solving and Python Programming Question Bank 1sheebaNo ratings yet
- TEACHING STRATEGIESDocument5 pagesTEACHING STRATEGIESJonessa Heartifilia100% (5)
- 9th Class Computer Chapter No. 1Document4 pages9th Class Computer Chapter No. 1Muhammad AsifNo ratings yet
- Flowcharting and AlgorithmsDocument36 pagesFlowcharting and AlgorithmsJeemCarloFagelaPula70% (10)
- Cpds NotesDocument177 pagesCpds Notesabhi_821No ratings yet