You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Simplified Goods & Services Tax (GST) For Hotels & RestaurantsDocument14 pagesSimplified Goods & Services Tax (GST) For Hotels & Restaurantsvishaljain_caNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Analog Circuit Design Hiscocks PDFDocument1,194 pagesAnalog Circuit Design Hiscocks PDFSoumyashree SalimathNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ab Grains PVT LTD PDFDocument24 pagesAb Grains PVT LTD PDFvishaljain_caNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- BioGrace-II Excel Tool - Version 2 - Public Exercises Without OutcomesDocument110 pagesBioGrace-II Excel Tool - Version 2 - Public Exercises Without Outcomesvishaljain_caNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Biotechnology Short NotesDocument4 pagesBiotechnology Short NotesdestinyyNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
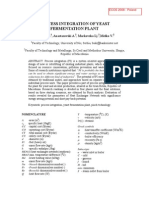
- Ecos 2008 - Process Integration of Yeast Fermentation Plant Raskovic Anastasovski Markovska MeskoDocument8 pagesEcos 2008 - Process Integration of Yeast Fermentation Plant Raskovic Anastasovski Markovska MeskoAleksandarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Technical Data Sheet - RYDocument1 pageTechnical Data Sheet - RYCrinaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Using Response Surface Methodology Optimize Culture Conditions For Human Lactoferrin Production in Desert ChlorellaDocument14 pagesUsing Response Surface Methodology Optimize Culture Conditions For Human Lactoferrin Production in Desert ChlorellaANo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- FermentationDocument5 pagesFermentationNaveen PalaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Microorganisms Associated With The Spoilage of BreadDocument7 pagesMicroorganisms Associated With The Spoilage of BreadUshie IsraelNo ratings yet
- Microbial Based SweetenersDocument31 pagesMicrobial Based SweetenersMuhammad Adeel JavedNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- DONAJIDocument8 pagesDONAJImartinNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Jagannath University: IndexDocument10 pagesJagannath University: IndexSajjad Hossain ShuvoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fermentation: Bio Lab ManualDocument11 pagesFermentation: Bio Lab Manualthegp12No ratings yet
- Fundamentals of Food Technology Midterm NotesDocument14 pagesFundamentals of Food Technology Midterm NotesJecel LazarraNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Industrial MicrobiologyDocument8 pagesIndustrial MicrobiologyKeren BalaNo ratings yet
- Telba (Ethiopian Flaxseed Drink)Document13 pagesTelba (Ethiopian Flaxseed Drink)1srafelNo ratings yet
- Growing Yeast - Sugar FermentationDocument2 pagesGrowing Yeast - Sugar FermentationHiba Ammar100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Fundamentals of Beer and Hop ChemistryDocument12 pagesFundamentals of Beer and Hop ChemistryRbn SanchoNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Effect of Process Parameter For Ethanol YieldDocument29 pagesEffect of Process Parameter For Ethanol YieldAston EtinosaNo ratings yet
- Making Gin & Vodka, A Professional Guide For Amateur Distillers, 1999, 0968228003Document91 pagesMaking Gin & Vodka, A Professional Guide For Amateur Distillers, 1999, 0968228003Goran Lazarevski100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- By-Products Utilization From Banana (1) - 1Document17 pagesBy-Products Utilization From Banana (1) - 1varun_nayak_1No ratings yet
- Introduction To MycologyDocument26 pagesIntroduction To MycologyOsannah Irish InsongNo ratings yet
- 10.1007@s00253 019 10157 XDocument17 pages10.1007@s00253 019 10157 XRebollo Domínguez AlexisNo ratings yet
- BakingDocument25 pagesBakingAlip SuroNo ratings yet
- Kombucha Revolution by Stephen Lee - Master Plain Kombucha RecipeDocument13 pagesKombucha Revolution by Stephen Lee - Master Plain Kombucha RecipeThe Recipe Club67% (3)
- The Effectiveness of Lanzones Lansium Domesticum Peelings As Bioethanol FuelDocument15 pagesThe Effectiveness of Lanzones Lansium Domesticum Peelings As Bioethanol FuelGeorgia LovelaceNo ratings yet
- Topic 03Document12 pagesTopic 03PLH MusicNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Yeast Liquid White LabDocument44 pagesYeast Liquid White LabAugusto Lopez100% (2)
- Bread Maker Recipe BookDocument12 pagesBread Maker Recipe BookKonstantinos Airman0% (1)
- Ijs 0 63682-0Document6 pagesIjs 0 63682-0ehab homoudNo ratings yet
- Do ResearchDocument6 pagesDo ResearchKiller KnightNo ratings yet
- MICROORGANISMS Class 8Document2 pagesMICROORGANISMS Class 8AyushNo ratings yet
- Flynn - An Industrial Profile of Yeast Production (Book) 1981 PDFDocument12 pagesFlynn - An Industrial Profile of Yeast Production (Book) 1981 PDFMohammed HammoudehNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)