You might also like
- Construction InnovationFrom EverandConstruction InnovationFinn OrstavikNo ratings yet
- Innovation Deployment Strategies in Construction.: June 2012Document13 pagesInnovation Deployment Strategies in Construction.: June 2012Rishav RayNo ratings yet
- Mass Customization in ArchitectureDocument4 pagesMass Customization in ArchitectureImRekib WouhibNo ratings yet
- IKEA Model Provides Solution for Lean Construction ImplementationDocument41 pagesIKEA Model Provides Solution for Lean Construction Implementationarlindo HartonoNo ratings yet
- A News 2010 06 15Document3 pagesA News 2010 06 15javad2008No ratings yet
- 2013 - Rethinking The Business Model in Construction by The Use of Off-Site SystemDocument23 pages2013 - Rethinking The Business Model in Construction by The Use of Off-Site Systemavasquez5No ratings yet
- The Agile Approach in Industrial and Software Engineering Project ManagementDocument5 pagesThe Agile Approach in Industrial and Software Engineering Project Managementmarina01022No ratings yet
- Categorizing Modularization Strategies To Achieve Various Objectives of Building InvestmentsDocument18 pagesCategorizing Modularization Strategies To Achieve Various Objectives of Building InvestmentsRubensBenbassatNo ratings yet
- Supply Chains in The Construction Industry: Guest EditorialDocument7 pagesSupply Chains in The Construction Industry: Guest EditorialAlexandros NathanailidisNo ratings yet
- Design for eXcellence in high tech companies conference paperDocument14 pagesDesign for eXcellence in high tech companies conference paperfinancetechyNo ratings yet
- Construction Business with Cellular StructuresDocument12 pagesConstruction Business with Cellular StructuresMainakNo ratings yet
- Lean Waste Assessment and Blue Print For Elimination of Waste Through Lean Digital MethodDocument5 pagesLean Waste Assessment and Blue Print For Elimination of Waste Through Lean Digital MethodAnonymous kw8Yrp0R5rNo ratings yet
- Armstrong All Winkle 2017 Architectural TechnologyDocument11 pagesArmstrong All Winkle 2017 Architectural TechnologySara MartinsNo ratings yet
- Architectural Technology: The Technology of Architecture: December 2017Document11 pagesArchitectural Technology: The Technology of Architecture: December 2017Sahil ThakurNo ratings yet
- 15 Design For Manifacture PDFDocument21 pages15 Design For Manifacture PDFBoris NguetaNo ratings yet
- A Framework For Product DevelopmentDocument15 pagesA Framework For Product DevelopmentDorcus AnishaNo ratings yet
- Production Strategies For Pre-Engineering in House-Building: Exploring Product Development PlatformsDocument19 pagesProduction Strategies For Pre-Engineering in House-Building: Exploring Product Development Platformsshubham kothawadeNo ratings yet
- Cenics 2016 3 20 60058Document7 pagesCenics 2016 3 20 60058Andrej RadulovicNo ratings yet
- CLT Primer PDFDocument32 pagesCLT Primer PDFVisky AgostonNo ratings yet
- 2004 Taylor and Levitt Systemic InnovationDocument16 pages2004 Taylor and Levitt Systemic InnovationbabaNo ratings yet
- Systemic Innovation in Project-Based IndustriesDocument18 pagesSystemic Innovation in Project-Based IndustriesAlejandroNo ratings yet
- Strategies for Realizing Benefits of 3D Building ModelingDocument6 pagesStrategies for Realizing Benefits of 3D Building ModelingVimal KaulNo ratings yet
- Global Practices of Computational Design: Aedas R&DDocument3 pagesGlobal Practices of Computational Design: Aedas R&DMohamed KhalidNo ratings yet
- Analysis of The Growth Dynamics and Structure of The Modular Building Construction IndustryDocument11 pagesAnalysis of The Growth Dynamics and Structure of The Modular Building Construction Industryasad rehmanNo ratings yet
- Project Procurement Article 200Document15 pagesProject Procurement Article 200wegene bogaleNo ratings yet
- Lennartsson and Elgh 2018 - Exploring Product Development in Industrialized Housing To Facilitate A Platform StrategyDocument11 pagesLennartsson and Elgh 2018 - Exploring Product Development in Industrialized Housing To Facilitate A Platform StrategyBruna BrennerNo ratings yet
- Thesis On Manufacturing IndustryDocument6 pagesThesis On Manufacturing IndustryHelpMeWriteAPaperMurfreesboro100% (1)
- Prefabricated Modular Housing: A Case Study: December 2014Document11 pagesPrefabricated Modular Housing: A Case Study: December 2014Hafid SanjayaNo ratings yet
- Lean Construction Principles in SingaporeDocument15 pagesLean Construction Principles in SingaporermdarisaNo ratings yet
- Optimizing The Order Processing of Customized Products Using Product ConfigurationDocument9 pagesOptimizing The Order Processing of Customized Products Using Product Configurationhayat.koma.2023No ratings yet
- Engineered Lightweight Construction Literature Review Technical AnalysisDocument4 pagesEngineered Lightweight Construction Literature Review Technical AnalysisgvzexnzhNo ratings yet
- Exploring Purchasing Integration in Product DevelopmentDocument15 pagesExploring Purchasing Integration in Product Developmentapi-3851548No ratings yet
- Precast Concrete ThesisDocument7 pagesPrecast Concrete Thesisbsq66r3n100% (3)
- Human Factors and Ergonomics in Manufacturing & Service Industries Volume 15 Issue 2 2005 (Doi 10.1002 - hfm.20023) N Manufacturing To Lean ConstructDocument13 pagesHuman Factors and Ergonomics in Manufacturing & Service Industries Volume 15 Issue 2 2005 (Doi 10.1002 - hfm.20023) N Manufacturing To Lean ConstructAnturio PiccasoNo ratings yet
- Waste Control at Construction Project by Adopting Lean Management Tool For Quality Measurement FrameworkDocument15 pagesWaste Control at Construction Project by Adopting Lean Management Tool For Quality Measurement FrameworkIJRASETPublicationsNo ratings yet
- Production StrategyDocument113 pagesProduction Strategybu7amudNo ratings yet
- Casas PrefabricadasDocument11 pagesCasas PrefabricadasJonathan Kpu Burgos NogueraNo ratings yet
- Dox PDFDocument21 pagesDox PDFNarayan ManeNo ratings yet
- Construction Logistics Improvements Using The SCORDocument9 pagesConstruction Logistics Improvements Using The SCORneerajtiwariNo ratings yet
- Scientometric Analysis For Cross-Laminated Timber PDFDocument32 pagesScientometric Analysis For Cross-Laminated Timber PDFcharvi shinyNo ratings yet
- Zephyrs of Creative Destruction Understanding The Management of Innovation in ConstructionDocument13 pagesZephyrs of Creative Destruction Understanding The Management of Innovation in ConstructionAntonius SatrioNo ratings yet
- Inbound 7992449188981154506Document24 pagesInbound 7992449188981154506Edmar EstacioNo ratings yet
- Construction Industry as a Loosely Coupled SystemDocument20 pagesConstruction Industry as a Loosely Coupled Systemwendolyne casasNo ratings yet
- The Principles and Applications of Lean Construction in SingaporeDocument15 pagesThe Principles and Applications of Lean Construction in SingaporeXeth Karlo BielzaNo ratings yet
- KuzmanovskaDocument12 pagesKuzmanovskaghjtyuNo ratings yet
- Production Strategies For Pre Engineering in House Building Exploring Product Development PlatformsDocument19 pagesProduction Strategies For Pre Engineering in House Building Exploring Product Development PlatformsPratima ParijaNo ratings yet
- Reducing Component Variety Through Modular DesignDocument10 pagesReducing Component Variety Through Modular DesignotonhiooNo ratings yet
- Construction InnovationDocument17 pagesConstruction InnovationadeebNo ratings yet
- IfcOWL A Case of Transforming EXPRESS Schemas IntoDocument14 pagesIfcOWL A Case of Transforming EXPRESS Schemas Into李总No ratings yet
- Cost Optimization of Construction Projects by Using Advance Methods and Advanced MaterialsDocument13 pagesCost Optimization of Construction Projects by Using Advance Methods and Advanced MaterialsEditor IJTSRDNo ratings yet
- 2013 - Dimyadi - Automated Building Code Compliance Checking - Where Is It atDocument15 pages2013 - Dimyadi - Automated Building Code Compliance Checking - Where Is It atVicente MedianoNo ratings yet
- The Structure of Emergent Prefabricated Housing IndustriesDocument20 pagesThe Structure of Emergent Prefabricated Housing IndustriesImRekib WouhibNo ratings yet
- Continuous Improvement in Industrial Construction DesignDocument138 pagesContinuous Improvement in Industrial Construction DesignAlejo LiberiniNo ratings yet
- Biosensor NanomaterialsDocument20 pagesBiosensor NanomaterialsarkturiuzNo ratings yet
- Rethinking Construction Productivity Theory and Practice - Pan - 2018Document5 pagesRethinking Construction Productivity Theory and Practice - Pan - 2018timNo ratings yet
- 28 Lean PrinciplesDocument8 pages28 Lean PrincipleskarleinsNo ratings yet
- The Global Construction Industry and R&D: June 2014Document17 pagesThe Global Construction Industry and R&D: June 2014Mohd Afiq AminNo ratings yet
- Design For Manufacture and Design For 'X': Concepts, Applications, and PerspectivesDocument21 pagesDesign For Manufacture and Design For 'X': Concepts, Applications, and Perspectiveshunt191No ratings yet
- Digital Product Innovation in Manufacturing Industries - Towards A Taxonomy For Feedback-Driven Product Development ScenariosDocument10 pagesDigital Product Innovation in Manufacturing Industries - Towards A Taxonomy For Feedback-Driven Product Development Scenariosnguyễn minh trungNo ratings yet
- PropostaModeloUnificado 4Document6 pagesPropostaModeloUnificado 4JoaquinNo ratings yet
- Assignment 2: Unit 4 - Week 2Document6 pagesAssignment 2: Unit 4 - Week 2Aashini Enid ErnestinaNo ratings yet
- Guide to Calculating AveragesDocument150 pagesGuide to Calculating AveragesAashini Enid ErnestinaNo ratings yet
- 08 Chapter 1Document45 pages08 Chapter 1Aashini Enid ErnestinaNo ratings yet
- RC RepairDocument20 pagesRC Repairer_zaheerNo ratings yet
- Cs CPD Bellaire Tower UsDocument2 pagesCs CPD Bellaire Tower UsAashini Enid ErnestinaNo ratings yet
- Cle5010 Matrix-methods-Of-structural-Analysis TH 1.1 47 Cle5010Document2 pagesCle5010 Matrix-methods-Of-structural-Analysis TH 1.1 47 Cle5010Aashini Enid ErnestinaNo ratings yet
- REGULATIONS FOR MTECH CONSTRUCTIONDocument64 pagesREGULATIONS FOR MTECH CONSTRUCTIONtresspasseeNo ratings yet
- Chapter 2Document33 pagesChapter 2kprasad_56900No ratings yet
- Standpipe Fire Systems RequirementsDocument23 pagesStandpipe Fire Systems RequirementsElias RangelNo ratings yet
- 2015 2016 Thesis Senior Project ProposalDocument10 pages2015 2016 Thesis Senior Project Proposalarch232No ratings yet
- 15ce009map JRP Jjbaluminiumforms28!02!2015Document8 pages15ce009map JRP Jjbaluminiumforms28!02!2015Aashini Enid ErnestinaNo ratings yet
- C4M Aluminium Shuttering Works - Mivan FormworkDocument1 pageC4M Aluminium Shuttering Works - Mivan FormworkAashini Enid ErnestinaNo ratings yet
- CE 2031: Repair and Rehabilitation of Structures: VIII Semester ElectiveDocument104 pagesCE 2031: Repair and Rehabilitation of Structures: VIII Semester ElectivelavanyaNo ratings yet
- ENGLISH CONTENT UNIT 4 2022 5tos.Document9 pagesENGLISH CONTENT UNIT 4 2022 5tos.Dylan QuiñónezNo ratings yet
- QMM: Exercise Sheet 8 - Structural Equation Model: Structural RegressionDocument3 pagesQMM: Exercise Sheet 8 - Structural Equation Model: Structural Regressionlaurine.hoyoNo ratings yet
- Strategic Planning Assignment - TescoDocument16 pagesStrategic Planning Assignment - TescoKayode Trinity Omosebi100% (1)
- Epiroc MTH46BDocument8 pagesEpiroc MTH46BGalo DoloresNo ratings yet
- Lect 1 Transforming EER Diagrams Into Relations (Part III)Document13 pagesLect 1 Transforming EER Diagrams Into Relations (Part III)KIM OFFNo ratings yet
- Taeka HaileleulDocument167 pagesTaeka HaileleulBini100% (1)
- How English Works - A Grammar Handbook With Readings - Answer Key PDFDocument38 pagesHow English Works - A Grammar Handbook With Readings - Answer Key PDFAlessio Bocco100% (1)
- Business Model Canvas TemplateDocument5 pagesBusiness Model Canvas TemplateAsraihan Raihan100% (1)
- Cell Structure & FunctionDocument38 pagesCell Structure & Functiongundogan21100% (1)
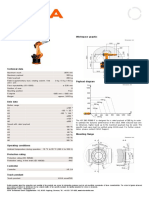
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- EL FILI CHAPTER 13Document9 pagesEL FILI CHAPTER 13Eduardo Sismundo JrNo ratings yet
- My Personal TimelineDocument4 pagesMy Personal TimelineJerlando M. Pojadas Jr.67% (3)
- WellBeing I193 2021Document164 pagesWellBeing I193 2021lan tranNo ratings yet
- Timbering Week 5Document22 pagesTimbering Week 5FikaduKitessa0% (1)
- State-of-Charge Estimation On Lithium Ion Batteries - Mori W YatsuiDocument5 pagesState-of-Charge Estimation On Lithium Ion Batteries - Mori W Yatsuit3hgoneNo ratings yet
- Practical File ON Programming For Problem Solving Lab (: 21BTCS181)Document15 pagesPractical File ON Programming For Problem Solving Lab (: 21BTCS181)Vaibhavi SinghNo ratings yet
- Problem29 40Document1 pageProblem29 40IENCSNo ratings yet
- NCM 105-Lesson 2Document68 pagesNCM 105-Lesson 2Roshin TejeroNo ratings yet
- Individualized Learning Program Project Evaluation FormDocument3 pagesIndividualized Learning Program Project Evaluation Formakbisoi1No ratings yet
- Inspire Physics 9 AdvanceDocument285 pagesInspire Physics 9 AdvanceJenan Zriak100% (2)
- Mapeh-7pe Q2 Summative-TestDocument2 pagesMapeh-7pe Q2 Summative-TestVhannie AcquiatanNo ratings yet
- SMS Security Android AppDocument8 pagesSMS Security Android AppSuman SouravNo ratings yet
- Highway Planning EssentialsDocument106 pagesHighway Planning EssentialsKevin Salzal100% (1)
- Impact of Sugarcane Molasses in Concrete As Time Retarding and Water Reducing AdmixtureDocument131 pagesImpact of Sugarcane Molasses in Concrete As Time Retarding and Water Reducing AdmixtureMohamed MoralesNo ratings yet
- Intro To Rizal LawDocument61 pagesIntro To Rizal Lawnicachavez030No ratings yet
- Arm Cortex InstructionsDocument14 pagesArm Cortex InstructionsHamsini ShreenivasNo ratings yet
- Manual Mta TemperaturaDocument2 pagesManual Mta TemperaturaChristian JacoboNo ratings yet
- Outline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Document4 pagesOutline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Aamer JavedNo ratings yet
- Journal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashDocument11 pagesJournal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashJesus Ismael Jimenez GarciaNo ratings yet
- Spelling Bee Word ListDocument26 pagesSpelling Bee Word Listsan_6303No ratings yet