You might also like
- Learning To Program With PythonDocument283 pagesLearning To Program With Pythonalkaline123100% (4)
- Lamellar Tearing in Welded Steel FabricationDocument16 pagesLamellar Tearing in Welded Steel FabricationMaureen BairdNo ratings yet
- Address Book Configuration in Outlook Client: 1. Open Outlook. Go To File Account Settings As Shown BelowDocument7 pagesAddress Book Configuration in Outlook Client: 1. Open Outlook. Go To File Account Settings As Shown BelowAnonymous 43pDZuRNo ratings yet
- How To Read Psychchart F Web PDFDocument2 pagesHow To Read Psychchart F Web PDFThomas JoseNo ratings yet
- IMIA WGP 09115 CCPP Combined Cycle Power PlantsFinal 1 PDFDocument44 pagesIMIA WGP 09115 CCPP Combined Cycle Power PlantsFinal 1 PDFBikash Kr. Agarwal100% (1)
- EPRI2009HeatRateConference FINALDocument14 pagesEPRI2009HeatRateConference FINALcynaiduNo ratings yet
- Bwe UscDocument24 pagesBwe UscYamin AliNo ratings yet
- 0100 0002Document6 pages0100 0002Anonymous lmCR3SkPrKNo ratings yet
- Boiler Efficiency Guide PDFDocument24 pagesBoiler Efficiency Guide PDFAnonymous 43pDZuRNo ratings yet
- CFBC SHORT NOTESDocument8 pagesCFBC SHORT NOTESanbarasanNo ratings yet
- Creep and High Temperature Failure: OutlineDocument7 pagesCreep and High Temperature Failure: OutlineAnonymous 43pDZuRNo ratings yet
- Computer Methods For Ordinary Differential Equations and Differential Algebraic EquationsDocument330 pagesComputer Methods For Ordinary Differential Equations and Differential Algebraic EquationsHerib Blanco100% (1)
- Importance of Three-Elements Boiler Drum Level Control and Its Installation in Power PlantDocument12 pagesImportance of Three-Elements Boiler Drum Level Control and Its Installation in Power PlantijicsjournalNo ratings yet
- 1-Plant Control Design Handbook 27LH2V v7 0 PDFDocument61 pages1-Plant Control Design Handbook 27LH2V v7 0 PDFAnonymous 43pDZuRNo ratings yet
- Development of Boiler Technology For 700°C A-USC PlantDocument10 pagesDevelopment of Boiler Technology For 700°C A-USC PlantJuveNo ratings yet
- Assessment of Existing Alloy 617 Data For Gen Iv Materials HandbookDocument93 pagesAssessment of Existing Alloy 617 Data For Gen Iv Materials HandbookAnonymous 43pDZuRNo ratings yet
- 03 Jaer V2N2 PDFDocument6 pages03 Jaer V2N2 PDFAnonymous 43pDZuRNo ratings yet
- Properties of Gases: A Chem1 Supplement TextDocument29 pagesProperties of Gases: A Chem1 Supplement Textcandex10No ratings yet
- 08 PCC-05 Gabrielli PDFDocument15 pages08 PCC-05 Gabrielli PDFthanhhuyenNo ratings yet
- Presention - Sunil Hitech - Final PDFDocument86 pagesPresention - Sunil Hitech - Final PDFAnonymous 43pDZuRNo ratings yet
- Identify Opportunities For Boiler Performance Improvement: Power Plant Boiler FingerprintDocument2 pagesIdentify Opportunities For Boiler Performance Improvement: Power Plant Boiler FingerprintAnonymous 43pDZuRNo ratings yet
- Pu1473410272 2 PDFDocument1 pagePu1473410272 2 PDFAnonymous 43pDZuRNo ratings yet
- GT2005-68014 Axial Compressor MaintenanceDocument48 pagesGT2005-68014 Axial Compressor MaintenanceRaden MasNo ratings yet
- The Effect of Differential Settlement of Supports On A Large Steel Framed Boiler Supporting Structure PDFDocument7 pagesThe Effect of Differential Settlement of Supports On A Large Steel Framed Boiler Supporting Structure PDFAnonymous 43pDZuRNo ratings yet
- "When The Pieces Don'T Fit": Teaching Notes For Case StudyDocument6 pages"When The Pieces Don'T Fit": Teaching Notes For Case StudyAnonymous KzJcjGCJbNo ratings yet
- Week 4Document9 pagesWeek 4Suresh ReddyNo ratings yet
- Workshop CalculationDocument8 pagesWorkshop CalculationAnonymous 43pDZuRNo ratings yet
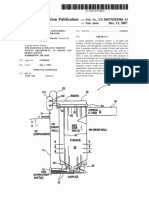
- Us2900792 PDFDocument4 pagesUs2900792 PDFAnonymous 43pDZuRNo ratings yet
- Us 20070283906Document14 pagesUs 20070283906Anonymous 43pDZuRNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Clean Rooms ADocument7 pagesClean Rooms ACharly Ferre100% (1)
- Asahi Songwon Colors Limited EIA PDFDocument214 pagesAsahi Songwon Colors Limited EIA PDFjyothiNo ratings yet
- Concept PaperDocument1 pageConcept PaperMateo Meliton FulgarNo ratings yet
- c00s00 PDFDocument10 pagesc00s00 PDFMukul ChandraNo ratings yet
- The Seven Sins of GreenwashingDocument26 pagesThe Seven Sins of GreenwashingDaily Freeman100% (2)
- Exemplification and ClassificationDocument17 pagesExemplification and ClassificationMicah OmagapNo ratings yet
- Spray Booths 2010 CầnDocument20 pagesSpray Booths 2010 Cầnchâu ngôNo ratings yet
- Safety Data Sheet Ma441 FillerDocument10 pagesSafety Data Sheet Ma441 FillerABRAHAMNo ratings yet
- Introduction To Inviromental Control in Refining IndustryDocument34 pagesIntroduction To Inviromental Control in Refining IndustryAmer ShaierNo ratings yet
- Adam Retort PDFDocument36 pagesAdam Retort PDFReka Mustika SariNo ratings yet
- SDS Nippon Roadline PaintDocument32 pagesSDS Nippon Roadline PaintAiman BebehNo ratings yet
- 5.2 Components of Gas Supply SystemDocument12 pages5.2 Components of Gas Supply SystemPUTRI ZAHEERANo ratings yet
- Energy Conservation Techniques For Manufacturing IndustriesDocument11 pagesEnergy Conservation Techniques For Manufacturing IndustriesIJRASETPublicationsNo ratings yet
- GOOD Risk Assessment of Clean Room Used in Pharmaceutical Industries in Design Manufacturing EquippingDocument7 pagesGOOD Risk Assessment of Clean Room Used in Pharmaceutical Industries in Design Manufacturing EquippingAzeddine LANo ratings yet
- Cat Supplemental Coolant Additive (SCA)Document15 pagesCat Supplemental Coolant Additive (SCA)Maider de la FuenteNo ratings yet
- Naufal - Flare Technologies - PPTX (Tanpa Video)Document12 pagesNaufal - Flare Technologies - PPTX (Tanpa Video)Naufal AlhadyNo ratings yet
- Kem Aqua 400 Waterborne EnamelDocument2 pagesKem Aqua 400 Waterborne EnamelJohnnyLarsonNo ratings yet
- Ozone Test ReportDocument2 pagesOzone Test ReportFrengky DataNo ratings yet
- Tip Sheet March 2017Document2 pagesTip Sheet March 2017hoangvubui4632No ratings yet
- Geo PlasmaDocument3 pagesGeo Plasmasdio06No ratings yet
- The Long-Term Characteristics of PM and PM in Bangkok, ThailandDocument11 pagesThe Long-Term Characteristics of PM and PM in Bangkok, ThailandDevil GeromanNo ratings yet
- Material Safety Data Sheet: Section 1 - Chemical Product and Company IdentificationDocument5 pagesMaterial Safety Data Sheet: Section 1 - Chemical Product and Company IdentificationrinthusNo ratings yet
- Ntorq 22Document1 pageNtorq 22YASHNo ratings yet
- Sinonate 290 MSDSDocument6 pagesSinonate 290 MSDSMimi rastamNo ratings yet
- FIA Westpac Food and Beverage Industry Award: Sands LNG Green Fuel Initiative For Refrigerated F&B TransportDocument2 pagesFIA Westpac Food and Beverage Industry Award: Sands LNG Green Fuel Initiative For Refrigerated F&B Transportapi-26170254No ratings yet
- 1015886-Nerotherm 250 - B - 3.95KDocument4 pages1015886-Nerotherm 250 - B - 3.95KSrikanth GantaNo ratings yet
- Flue Gas 360 PDFDocument2 pagesFlue Gas 360 PDFwatson123No ratings yet
- ASTM D1946 Permanent GasesDocument4 pagesASTM D1946 Permanent GasesBrenda Rojas CardozoNo ratings yet
- Literature Review On Air Pollution PDFDocument6 pagesLiterature Review On Air Pollution PDFnelnlpvkg100% (1)
- Cpec and The Imminent Enviromental DisasterDocument3 pagesCpec and The Imminent Enviromental DisasterWaleed Bin Mosam KhattakNo ratings yet