You might also like
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- Simultaneous Destination and Schedule Optimization With Minemax Scheduling Technology at NewmontDocument44 pagesSimultaneous Destination and Schedule Optimization With Minemax Scheduling Technology at Newmontraymond.jyl6807No ratings yet
- Mine Planning Software Optimizes Gold ProductionDocument9 pagesMine Planning Software Optimizes Gold ProductionJorge Luis CJviba Vizarres BarrenacheaNo ratings yet
- MSIP Scheduler RescheduledDocument19 pagesMSIP Scheduler RescheduledRCBNo ratings yet
- 05 Morrison PDFDocument12 pages05 Morrison PDFFrancisco CabreraNo ratings yet
- Risk Management and Long-Term Production PDFDocument7 pagesRisk Management and Long-Term Production PDFPaulo Roberto Guimarães MelloNo ratings yet
- Preprint 99-36: Nevada Planning at Newmont Gold CompanyDocument4 pagesPreprint 99-36: Nevada Planning at Newmont Gold CompanyGustavo Gabriel JimenezNo ratings yet
- Max OpenDocument16 pagesMax OpenSelamet ErçelebiNo ratings yet
- Phase Design and Scheduling at The Empire Mine: Constraint Table (Top) and Period Summary SheetDocument1 pagePhase Design and Scheduling at The Empire Mine: Constraint Table (Top) and Period Summary SheetminingnovaNo ratings yet
- Application of Linear Programming in Mine Systems OptimizationDocument19 pagesApplication of Linear Programming in Mine Systems Optimizationmukesh vikramNo ratings yet
- optimizationLHD - IJMME5204Apeletal.3Document15 pagesoptimizationLHD - IJMME5204Apeletal.3Eduardo MenaNo ratings yet
- Developing an Optimised Production Forecast for Northparkes E48 Mine Using MILPDocument10 pagesDeveloping an Optimised Production Forecast for Northparkes E48 Mine Using MILPgertvanhoutNo ratings yet
- CH 9 - Underground Coal and Soft Rock MiningDocument26 pagesCH 9 - Underground Coal and Soft Rock Mininglucas.ck.liaoNo ratings yet
- Application of Whittle Multi Mine at Geita Gold Mine T.Joukoff Et Al PDFDocument6 pagesApplication of Whittle Multi Mine at Geita Gold Mine T.Joukoff Et Al PDFjaja_543No ratings yet
- Cut-Off Grade Optimisation To Maximise The Net Present Value Using Whittle 4XDocument16 pagesCut-Off Grade Optimisation To Maximise The Net Present Value Using Whittle 4XMinangkabau BreederNo ratings yet
- Open Pit Optimisation of Tabakoto Pit Using Surpac and WhittleDocument12 pagesOpen Pit Optimisation of Tabakoto Pit Using Surpac and WhittleBoukaré OUEDRAOGONo ratings yet
- Applied Soft Computing: Ryan C. Goodfellow, Roussos DimitrakopoulosDocument13 pagesApplied Soft Computing: Ryan C. Goodfellow, Roussos DimitrakopoulosJesusSalamancaNo ratings yet
- Long Term Production Scheduling Optimisation For A Surface Mining Operation: An Application of Minemax™ Scheduling SoftwareDocument17 pagesLong Term Production Scheduling Optimisation For A Surface Mining Operation: An Application of Minemax™ Scheduling SoftwarelackiNo ratings yet
- Innovative Cave Establishment Practices at Ridgeway DeepsDocument15 pagesInnovative Cave Establishment Practices at Ridgeway Deepsalvaroaac4No ratings yet
- Apresentação Jorge WMC 2016 19 October 2016Document42 pagesApresentação Jorge WMC 2016 19 October 2016JorgrNo ratings yet
- 35 Stope OptimizationDocument8 pages35 Stope OptimizationDiego SarmientoNo ratings yet
- Underground ExcavationsDocument1 pageUnderground ExcavationsFernando ArbexNo ratings yet
- Optimising open-pit mining schedules using mixed integer programming and conditional simulationsDocument18 pagesOptimising open-pit mining schedules using mixed integer programming and conditional simulationsJorge ValencaNo ratings yet
- Journal of Sustainable Mining: Mohammad Reza AhmadiDocument8 pagesJournal of Sustainable Mining: Mohammad Reza AhmadiDavid HalomoanNo ratings yet
- Mine Access Development Simulation Through Direct Mine Design Data IntegrationDocument12 pagesMine Access Development Simulation Through Direct Mine Design Data Integrationabercon mbedziNo ratings yet
- Case Studies in Open Pit Design Using Lerchs-Grossman Pit OptimizationDocument8 pagesCase Studies in Open Pit Design Using Lerchs-Grossman Pit OptimizationTerry ChongNo ratings yet
- The Connection Between Production Schedule and Cut-Off Optimization in Underground MinesDocument12 pagesThe Connection Between Production Schedule and Cut-Off Optimization in Underground MinesDirceu NascimentoNo ratings yet
- 108 Yashar BlockCaveLiteratureReviewDocument19 pages108 Yashar BlockCaveLiteratureReviewAlexander ArdilesNo ratings yet
- Maptek Forge Sept 10Document8 pagesMaptek Forge Sept 10Flavio OliveiraNo ratings yet
- IMC Mining Integrated Pit Dump and HaulageDocument10 pagesIMC Mining Integrated Pit Dump and HaulageMário de FreitasNo ratings yet
- Production SchedulingDocument35 pagesProduction SchedulingRohit Kumar100% (1)
- DagdelenDocument4 pagesDagdelenWashington BobadillaNo ratings yet
- Hopkins 1995Document9 pagesHopkins 1995momo furyNo ratings yet
- Determination of A Mining Cutoff Grade Strategy Based On An Iterative Factor PDFDocument5 pagesDetermination of A Mining Cutoff Grade Strategy Based On An Iterative Factor PDFRenzo MurilloNo ratings yet
- Vulcan Helps Shape Tanami CasestudyDocument2 pagesVulcan Helps Shape Tanami CasestudyKenny CasillaNo ratings yet
- A Robust Mixed Integer Linear Programming Framework For Underground Cut-And-Fill Mining Production SchedulingDocument19 pagesA Robust Mixed Integer Linear Programming Framework For Underground Cut-And-Fill Mining Production SchedulingMuhammad Arif DarmawanNo ratings yet
- Increasing Underground Coal Mine Productivity Through A Training ProgramDocument10 pagesIncreasing Underground Coal Mine Productivity Through A Training ProgramDirceu NascimentoNo ratings yet
- Cutt Off SynopsisDocument13 pagesCutt Off SynopsisDhruv ChatterjeeNo ratings yet
- Optimal Cutoff Grade Algorithm for Stockpiling Two MineralsDocument13 pagesOptimal Cutoff Grade Algorithm for Stockpiling Two MineralsTomas KnowlesNo ratings yet
- Geometallurgy key to improving mine valueDocument19 pagesGeometallurgy key to improving mine valueHamer Paredes RodriguezNo ratings yet
- Optimising Blast Fragmentation to Increase Sag Mill ThroughputDocument17 pagesOptimising Blast Fragmentation to Increase Sag Mill ThroughputElías Bravo CortésNo ratings yet
- Cut-Off Grade Optimization To Maximize The Net Present Value Using Lane's Approach in Whittle 4XDocument17 pagesCut-Off Grade Optimization To Maximize The Net Present Value Using Lane's Approach in Whittle 4Xmine.bcNo ratings yet
- OPTIMIZING SHORT-TERM PRODUCTION SCHEDULING FOR STRATIFORM OREBODIESDocument10 pagesOPTIMIZING SHORT-TERM PRODUCTION SCHEDULING FOR STRATIFORM OREBODIESrannscribdNo ratings yet
- 6.2 PIT PLANNING AND DESIGNDocument6 pages6.2 PIT PLANNING AND DESIGNKeiko Uriol ReyesNo ratings yet
- Open Pit Mining: Mine Planning & Design: Focus On Surface Mining Technology: Lecture 2Document34 pagesOpen Pit Mining: Mine Planning & Design: Focus On Surface Mining Technology: Lecture 2TinozivasheNo ratings yet
- Offshore Oil Production Planning OptimizationDocument13 pagesOffshore Oil Production Planning OptimizationTrung Dinh DucNo ratings yet
- Gemcom MinexDocument4 pagesGemcom Minex3wilasa pustaka50% (2)
- Seventh Large Open Pit Mining Conference 2010-The Australasian Institute of Mining and Metallurgy (The AusIMM) (2010)Document116 pagesSeventh Large Open Pit Mining Conference 2010-The Australasian Institute of Mining and Metallurgy (The AusIMM) (2010)souou644No ratings yet
- Advances in Ore Comminution Practices Over The Last 25 YearsDocument9 pagesAdvances in Ore Comminution Practices Over The Last 25 YearsJosé Helí Vallejos CoronadoNo ratings yet
- Mine PlanningDocument4 pagesMine PlanningDowney NaVithraNo ratings yet
- Han Solar All V1Document32 pagesHan Solar All V1nandaNo ratings yet
- Javad2008 PDFDocument10 pagesJavad2008 PDFBat SbrNo ratings yet
- Javad2008 PDFDocument10 pagesJavad2008 PDFBat SbrNo ratings yet
- CCG - Cost ModelsDocument101 pagesCCG - Cost ModelsGalaaBoldooNo ratings yet
- PFS Results v8 - FinalDocument8 pagesPFS Results v8 - FinalKenton Johnson0% (1)
- Long-term production scheduling model using ILPDocument6 pagesLong-term production scheduling model using ILPjeha kunramadiNo ratings yet
- Development of A Mineral Processing Flowsheet - Case - SMEDocument12 pagesDevelopment of A Mineral Processing Flowsheet - Case - SMEOctavio Paulino SolisNo ratings yet
- Proceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsFrom EverandProceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsArild HelsethNo ratings yet
- Digital Image Processing FundamentalsDocument19 pagesDigital Image Processing FundamentalsHRIDAY HARIANo ratings yet
- EC3120 Mathematical EconomicsDocument2 pagesEC3120 Mathematical Economicsmrudder1999No ratings yet
- R999000216 09 2015 Automation Media PDFDocument124 pagesR999000216 09 2015 Automation Media PDFJose Manuel Barroso PantojaNo ratings yet
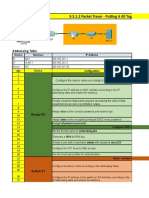
- 9.5.1.2 Packet Tracer - Putting It All Together: Addressing TableDocument6 pages9.5.1.2 Packet Tracer - Putting It All Together: Addressing TableGaz ArtimisNo ratings yet
- Axis t91g61 Wall Mount en US 273488Document2 pagesAxis t91g61 Wall Mount en US 273488Ahmed KhaledNo ratings yet
- Osi ModelDocument94 pagesOsi Modelsumit_12100% (1)
- Physics Investigatory Project: Common Base TransistorDocument13 pagesPhysics Investigatory Project: Common Base TransistorJoydeep Naskar64% (167)
- Crash 2023 10 18 - 23.04.30 ClientDocument8 pagesCrash 2023 10 18 - 23.04.30 Clientfish96716No ratings yet
- RET - 521 - 2.3 Technical - Reference - Manual PDFDocument455 pagesRET - 521 - 2.3 Technical - Reference - Manual PDFelo_elo_elo_eloNo ratings yet
- Age Of Empires III guide with keys, screenshots & downloadDocument2 pagesAge Of Empires III guide with keys, screenshots & downloadRamon_sjcNo ratings yet
- #5 - Volcanoes Lab Activity-F23 VersionDocument18 pages#5 - Volcanoes Lab Activity-F23 Versionmwaimoffat100% (1)
- Geo5 Rock StabilityDocument8 pagesGeo5 Rock StabilityAlwin Raymond SolemanNo ratings yet
- Troubleshooting Weblogic 81Document31 pagesTroubleshooting Weblogic 81Jack WangNo ratings yet
- Ret Screen Error LogDocument8 pagesRet Screen Error LogMuhammad Zulkifli HarahapNo ratings yet
- Digsilent Powerfactory: Technical Reference DocumentationDocument11 pagesDigsilent Powerfactory: Technical Reference DocumentationVladimirCoelloNo ratings yet
- Effect of Viscosity On Pump PerformanceDocument4 pagesEffect of Viscosity On Pump Performancemember1000No ratings yet
- India Edition OM Best Practice Guidelines 1Document132 pagesIndia Edition OM Best Practice Guidelines 1Abhishek P100% (3)
- Student Survey Insights Blended CourseDocument4 pagesStudent Survey Insights Blended CourseTan Chee ShengNo ratings yet
- Development and Control of Virtual Plants in A Co Simulation Environment 1Document35 pagesDevelopment and Control of Virtual Plants in A Co Simulation Environment 1Laura Maria RodriguezNo ratings yet
- Econometrics Professor Seppo Pynn Onen Department of Mathematics and Statistics University of VaasaDocument11 pagesEconometrics Professor Seppo Pynn Onen Department of Mathematics and Statistics University of VaasaajayikayodeNo ratings yet
- Before Ulte - Vilmut - BKSDocument171 pagesBefore Ulte - Vilmut - BKSWahyoe AryaNo ratings yet
- 9399PLC5UMDocument542 pages9399PLC5UMneoflashNo ratings yet
- Final Project Report: Submitted To Sir Atif BilalDocument4 pagesFinal Project Report: Submitted To Sir Atif BilalAlina ZubairNo ratings yet
- HP StoreVirtual VSA Design and Configuration GuideDocument46 pagesHP StoreVirtual VSA Design and Configuration GuideRitchie Arienza ReynaNo ratings yet
- Datasheet 1N4001Document2 pagesDatasheet 1N4001Cyntia GodoyNo ratings yet
- Dell M8428-k Converged Network Switch For M1000e Enclosures March 2011Document26 pagesDell M8428-k Converged Network Switch For M1000e Enclosures March 2011Ryan BelicovNo ratings yet
- Perancangan Sistem Informasi Pelayanan Pada Posyandu Pepaya PurwokertoDocument8 pagesPerancangan Sistem Informasi Pelayanan Pada Posyandu Pepaya PurwokertoXoxouNo ratings yet
- Data Communications Networks Network Types Protocol LayeringDocument48 pagesData Communications Networks Network Types Protocol LayeringiotNo ratings yet
- ReliaSoft 2020 Installation and LicensingDocument11 pagesReliaSoft 2020 Installation and LicensingSergio CastilloNo ratings yet
- Citrus Computers - Company BrochureDocument4 pagesCitrus Computers - Company BrochuretperriconeNo ratings yet