You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- AD 2000 Flange Design Calculation DIN 2505Document2 pagesAD 2000 Flange Design Calculation DIN 2505mechengg01100% (1)
- AD 2000 Head Under Intenal PressureDocument3 pagesAD 2000 Head Under Intenal Pressuremechengg01No ratings yet
- AD 2000 Shell Under External PressureDocument3 pagesAD 2000 Shell Under External Pressuremechengg01100% (1)
- Allowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low AlloyDocument3 pagesAllowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low Alloymechengg01100% (1)
- AD 2000 Tubes Under Intenal PressureDocument1 pageAD 2000 Tubes Under Intenal Pressuremechengg01No ratings yet
- AD 2000 Head Under Extenal PressureDocument2 pagesAD 2000 Head Under Extenal Pressuremechengg01100% (1)
- AD 2000 Shell Under Intenal PressureDocument2 pagesAD 2000 Shell Under Intenal Pressuremechengg01No ratings yet
- Weight CalculationDocument8 pagesWeight Calculationmechengg01No ratings yet
- SCP Feed Per Chamber CalculationDocument2 pagesSCP Feed Per Chamber Calculationmechengg01No ratings yet
- Batch Pan CalendriaDocument10 pagesBatch Pan Calendriamechengg01No ratings yet
- XLR Shaft Weld Size CalculationDocument1 pageXLR Shaft Weld Size Calculationmechengg01No ratings yet
- Velocity & Pressure Drop CalculationDocument2 pagesVelocity & Pressure Drop Calculationmechengg01No ratings yet
- Torispherical Head, Pressure On Convex SideDocument3 pagesTorispherical Head, Pressure On Convex Sidemechengg01No ratings yet
- Asme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5Document22 pagesAsme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5mechengg01No ratings yet
- Calculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small DiameterDocument1 pageCalculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small Diametermechengg01No ratings yet
- Health TipsDocument36 pagesHealth TipsAmit PandeyNo ratings yet
- 101 Keyboard ShortcutsDocument6 pages101 Keyboard Shortcutslittle cute gurlz100% (4)
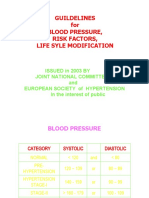
- Guildelines For Blood Pressure, Risk Factors, Life Syle ModificationDocument12 pagesGuildelines For Blood Pressure, Risk Factors, Life Syle Modificationmechengg01No ratings yet
- 101 Keyboard ShortcutsDocument6 pages101 Keyboard Shortcutslittle cute gurlz100% (4)
- Engineering Surface FinishDocument15 pagesEngineering Surface Finishmechengg01No ratings yet
- Gas Cylinder RulesDocument50 pagesGas Cylinder RulesSwaminathan GS100% (9)
- What You Need To Know: High Blood CholesterolDocument6 pagesWhat You Need To Know: High Blood CholesterolKhalilNo ratings yet
- 9833 8648 01 - Pocket Guide To Tightening TechniqueDocument28 pages9833 8648 01 - Pocket Guide To Tightening TechniqueAnonymous FZs3yBHh7No ratings yet
- 100 Ways To Live 100 YearsDocument4 pages100 Ways To Live 100 Yearsmechengg01No ratings yet
- ASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5Document3 pagesASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5mechengg01No ratings yet
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 pagesLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01No ratings yet
- Body Language: Understanding Non-Verbal CommunicationDocument4 pagesBody Language: Understanding Non-Verbal Communicationmechengg01No ratings yet
- Welding Fabrication Drawing & Welding SymbolsDocument11 pagesWelding Fabrication Drawing & Welding SymbolsTarkeshwar Sharma100% (1)
- 1300 Math Formulas - Alex SvirinDocument338 pages1300 Math Formulas - Alex SvirinMirnesNo ratings yet
- FreeseDocument15 pagesFreeseBrandon HaleNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Department of Education: Republic of The PhilippinesDocument2 pagesDepartment of Education: Republic of The PhilippinesISMAEL KRIS DELA CRUZNo ratings yet
- M2252D PS PDFDocument36 pagesM2252D PS PDFCarmen da SilvaNo ratings yet
- Mossbauer SpectrosDocument7 pagesMossbauer SpectroscyrimathewNo ratings yet
- Krishna TejaDocument71 pagesKrishna TejaHimanshu GaurNo ratings yet
- 한국항만 (영문)Document38 pages한국항만 (영문)hiyeonNo ratings yet
- Intercultural Personhood and Identity NegotiationDocument13 pagesIntercultural Personhood and Identity NegotiationJoão HorrNo ratings yet
- Introduction: Meaning of HypothesisDocument8 pagesIntroduction: Meaning of HypothesisMANISH KUMARNo ratings yet
- SRS For Travel AgencyDocument5 pagesSRS For Travel AgencyHardik SawalsaNo ratings yet
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentDocument4 pages00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahNo ratings yet
- Performance Task 2Document3 pagesPerformance Task 2Edrose WycocoNo ratings yet
- 3-A Y 3-B Brenda Franco DíazDocument4 pages3-A Y 3-B Brenda Franco DíazBRENDA FRANCO DIAZNo ratings yet
- ProjectDocument32 pagesProjectroshan jaiswalNo ratings yet
- Catalogue - Central Battery SystemDocument12 pagesCatalogue - Central Battery SystemarifzakirNo ratings yet
- Some Studies On Structure and Properties of Wrapped Jute (Parafil) YarnsDocument5 pagesSome Studies On Structure and Properties of Wrapped Jute (Parafil) YarnsVedant MahajanNo ratings yet
- GST RATE LIST - pdf-3Document6 pagesGST RATE LIST - pdf-3Niteesh KumarNo ratings yet
- Fellows (Antiques)Document90 pagesFellows (Antiques)messapos100% (1)
- When SIBO & IBS-Constipation Are Just Unrecognized Thiamine DeficiencyDocument3 pagesWhen SIBO & IBS-Constipation Are Just Unrecognized Thiamine Deficiencyps piasNo ratings yet
- 8 Adam AmuraroDocument28 pages8 Adam Amurarokmeena73No ratings yet
- Task of ProjectDocument14 pagesTask of ProjectAbdul Wafiy NaqiuddinNo ratings yet
- Oracle SOA Suite Oracle Containers For J2EE Feature Overview OC4JDocument10 pagesOracle SOA Suite Oracle Containers For J2EE Feature Overview OC4JLuis YañezNo ratings yet
- The Philippine GovernmentDocument21 pagesThe Philippine GovernmentChristel ChuchipNo ratings yet
- Wiska Varitain - 0912Document18 pagesWiska Varitain - 0912Anonymous hHWOMl4FvNo ratings yet
- What Is The Difference Between Newtonian and Non-Newtonian Fluid and Give Example For Each Case?Document11 pagesWhat Is The Difference Between Newtonian and Non-Newtonian Fluid and Give Example For Each Case?MOHAMED ABD ELGHANYNo ratings yet
- CrimDocument29 pagesCrimkeziahmae.bagacinaNo ratings yet
- BLG311 Cell Biology: Course Outline (Fall 2020)Document11 pagesBLG311 Cell Biology: Course Outline (Fall 2020)Emilija BjelajacNo ratings yet
- Adolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaDocument20 pagesAdolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaEfosaNo ratings yet
- Richardson ResumeDocument3 pagesRichardson Resumeapi-549248694No ratings yet
- IPC PL 11 006 MS Auditors Issue 7.05Document32 pagesIPC PL 11 006 MS Auditors Issue 7.05saladinNo ratings yet
- AN44061A Panasonic Electronic Components Product DetailsDocument3 pagesAN44061A Panasonic Electronic Components Product DetailsAdam StariusNo ratings yet
- Using Your Digital Assets On Q-GlobalDocument3 pagesUsing Your Digital Assets On Q-GlobalRemik BuczekNo ratings yet