You might also like
- Heterogeneous Nanocomposite-Photocatalysis for Water PurificationFrom EverandHeterogeneous Nanocomposite-Photocatalysis for Water PurificationNo ratings yet
- 024 EdenDocument9 pages024 EdenGramlotBlacksmithNo ratings yet
- A Project Report On SOLAR WATER PURIFICADocument23 pagesA Project Report On SOLAR WATER PURIFICAPawan KushwahaNo ratings yet
- Treatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationDocument8 pagesTreatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationAnonymous ZAr1RKNo ratings yet
- Electrocoagulation UnitDocument2 pagesElectrocoagulation UnitTahneet Ali KhanNo ratings yet
- A Review of Electrocoagulation Process For Wastewater TreatmentDocument15 pagesA Review of Electrocoagulation Process For Wastewater TreatmentIndra Gunawan HaroenNo ratings yet
- Review On Comparison Between Waste Water TreatmentDocument4 pagesReview On Comparison Between Waste Water TreatmentrahulNo ratings yet
- Purification of Brackish Water Using Hybrid CDI-EDI TechnologyDocument30 pagesPurification of Brackish Water Using Hybrid CDI-EDI TechnologyamtNo ratings yet
- Electro MembraneDocument25 pagesElectro MembranealiyaNo ratings yet
- Non-Conventional Adsorbents Reviewed for Water Pollutant RemovalDocument16 pagesNon-Conventional Adsorbents Reviewed for Water Pollutant Removalmehra222No ratings yet
- Penerapan Elektrokoagulasi Dalam Proses Penjernihan Limbah CairDocument18 pagesPenerapan Elektrokoagulasi Dalam Proses Penjernihan Limbah CairHasnanurfajriahNo ratings yet
- Group 7 Project WorkDocument21 pagesGroup 7 Project WorkAbraham wisdomNo ratings yet
- Chapter#2Document29 pagesChapter#2Yousef SailiniNo ratings yet
- Valero 20111Document6 pagesValero 20111Violeta GarciaNo ratings yet
- Chapter 1Document27 pagesChapter 1Isha MeshramNo ratings yet
- Gar Alalm, Tawfik - 2013 - Fenton and Solar Photo-Fenton Oxidation of Industrial Wastewater Containing PesticidesDocument12 pagesGar Alalm, Tawfik - 2013 - Fenton and Solar Photo-Fenton Oxidation of Industrial Wastewater Containing PesticidesKelvin Afrian AdhiNo ratings yet
- 1.1 Background of The StudyDocument24 pages1.1 Background of The StudyLiza LabaralcNo ratings yet
- Separation and Purification Technology: Bassam Al Aji, Yusuf Yavuz, A. Savasß KoparalDocument7 pagesSeparation and Purification Technology: Bassam Al Aji, Yusuf Yavuz, A. Savasß KoparalPraveen KumarNo ratings yet
- Kuntia 2012Document10 pagesKuntia 2012maher mzoughiNo ratings yet
- Treatment of The Textile Wastewaters by Electrocoagulation Effect of Operating PDFDocument8 pagesTreatment of The Textile Wastewaters by Electrocoagulation Effect of Operating PDFBianca OlteanuNo ratings yet
- A Review On The Electrochemical Treatment of The Salty Organic WastewaterDocument5 pagesA Review On The Electrochemical Treatment of The Salty Organic WastewaterN.Ngọc LinhNo ratings yet
- Rusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Document8 pagesRusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Justin OmnesNo ratings yet
- Pure Water eDocument13 pagesPure Water eSyeda RimaNo ratings yet
- Methods For Removing Ammonical NitrogenDocument13 pagesMethods For Removing Ammonical Nitrogenshanku_bietNo ratings yet
- Industrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaDocument7 pagesIndustrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaPraveen KumarNo ratings yet
- Quality Water Drinking Irrigation Contaminants: Chapters 21 IntroductionDocument10 pagesQuality Water Drinking Irrigation Contaminants: Chapters 21 IntroductionMohd ShakoorNo ratings yet
- Khaled 2015Document41 pagesKhaled 2015Kim Ryan DinglasanNo ratings yet
- Chem Eng 2009Document10 pagesChem Eng 2009oswaldoNo ratings yet
- Desalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaDocument7 pagesDesalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaPraveen KumarNo ratings yet
- CYanide Electrocoagulation PDFDocument7 pagesCYanide Electrocoagulation PDFPraveen KumarNo ratings yet
- Electrochemistry and Green Chemical Processes: Electrochemical Ozone ProductionDocument9 pagesElectrochemistry and Green Chemical Processes: Electrochemical Ozone ProductionRuddy Murrieta FilobelloNo ratings yet
- Production and Characterization of Adsorbent Materials From Sewage Sludge by PyrolysisDocument6 pagesProduction and Characterization of Adsorbent Materials From Sewage Sludge by PyrolysisRohan ChauguleNo ratings yet
- Combined bioelectrochemical and sulfur autotrophic system removes nitratesDocument7 pagesCombined bioelectrochemical and sulfur autotrophic system removes nitratesGUILLERMO ALEJANDRO MARTINEZ LOPEZNo ratings yet
- O Physical Processes o Chemical Processes o Biological ProcessesDocument7 pagesO Physical Processes o Chemical Processes o Biological ProcessesGloria Garcia RodriguezNo ratings yet
- Jurnal Inter 13Document6 pagesJurnal Inter 13TiaraNo ratings yet
- Treatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaDocument15 pagesTreatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaTemesgen M. MandersoNo ratings yet
- Accepted ManuscriptDocument32 pagesAccepted ManuscriptFarah El ShahawyNo ratings yet
- Comparative Study of Electrochemical Wastewater Treatment Processes For Bilge Water As Oily Wastewater: A Kinetic ApproachDocument9 pagesComparative Study of Electrochemical Wastewater Treatment Processes For Bilge Water As Oily Wastewater: A Kinetic ApproachEko Ariyanto Wong PlembangNo ratings yet
- Catalytic Wet Air OxidationDocument10 pagesCatalytic Wet Air OxidationAman PrasadNo ratings yet
- Sustainable Reverse Osmosis Application On Municipal WastewaterDocument13 pagesSustainable Reverse Osmosis Application On Municipal WastewaterRicleto EspinosaNo ratings yet
- Effect of Water Quality On The Performance of Boiler in Nigerian Petroleum IndustryDocument9 pagesEffect of Water Quality On The Performance of Boiler in Nigerian Petroleum IndustryArdhi Angga SNo ratings yet
- 43 (2012) 6883-6887Document5 pages43 (2012) 6883-6887azerfazNo ratings yet
- Journal of Semipermeable Membrane andDocument8 pagesJournal of Semipermeable Membrane andMichael Bryan PrajogoNo ratings yet
- ElectrocoagulationDocument31 pagesElectrocoagulationMarineil Gomez100% (1)
- Ec Effect StudyDocument15 pagesEc Effect StudyNakclean Water SolutionsNo ratings yet
- Modern Water Treatment by Electrochemical Oxidation - A ReviewDocument4 pagesModern Water Treatment by Electrochemical Oxidation - A ReviewAsif Fareed QaisraniNo ratings yet
- Study Identifies Cooling Problems With Water-Cooled GeneratorsDocument16 pagesStudy Identifies Cooling Problems With Water-Cooled GeneratorsprakashNo ratings yet
- Gediyon Awano Envronmential AlexDocument10 pagesGediyon Awano Envronmential AlexMaheru WorkinhNo ratings yet
- Introduction To ElectrodeionizationDocument103 pagesIntroduction To ElectrodeionizationKrunal Bhosale100% (1)
- Treatment of Hospital Effluent by ElectrocoagulationDocument6 pagesTreatment of Hospital Effluent by ElectrocoagulationAtharv DubaleNo ratings yet
- TEORI Electro OxidationDocument9 pagesTEORI Electro OxidationPrinsiaNo ratings yet
- Decolourisation of Textile Waste Water by Electrocoagulation Process - A ReviewDocument5 pagesDecolourisation of Textile Waste Water by Electrocoagulation Process - A Reviewteni1968No ratings yet
- Selection of An Electrolyte To Enhance The Electrochemical Decolourisation of Indigo. Optimisation and Scale-UpDocument7 pagesSelection of An Electrolyte To Enhance The Electrochemical Decolourisation of Indigo. Optimisation and Scale-Upapi-3828788No ratings yet
- Carbon Aerogels Through Organo-Inorganic Co-Assembly and Their Application in Water Desalination by Capacitive DeionizationDocument9 pagesCarbon Aerogels Through Organo-Inorganic Co-Assembly and Their Application in Water Desalination by Capacitive DeionizationLondon BridgeNo ratings yet
- Denitrification using electrocoagulation and flotation processDocument7 pagesDenitrification using electrocoagulation and flotation processAlejandro Ceron GuerreroNo ratings yet
- Effect of Process Condition in Plasma Electrolysis of Chloralkali ProductionDocument6 pagesEffect of Process Condition in Plasma Electrolysis of Chloralkali ProductionandriNo ratings yet
- Effects of Operating Conditions On Improving Alkali and Electrical Efficiency in Chlor-Alkali Diaphragm CellDocument10 pagesEffects of Operating Conditions On Improving Alkali and Electrical Efficiency in Chlor-Alkali Diaphragm Cellnikhilsingh1087No ratings yet
- Removal of Oil and Grease From Automobile Garage WDocument11 pagesRemoval of Oil and Grease From Automobile Garage WhedechuNo ratings yet
- Waste Management: Ionela Birloaga, Vasile Coman, Bernd Kopacek, Francesco VegliòDocument6 pagesWaste Management: Ionela Birloaga, Vasile Coman, Bernd Kopacek, Francesco VegliòDiego TorresNo ratings yet
- Sophia 2015Document9 pagesSophia 2015Ganavi JNo ratings yet
- Guardall Fire Hydrant PDFDocument9 pagesGuardall Fire Hydrant PDFteguheafNo ratings yet
- 1 June 2014 Dock Levelers 101Document12 pages1 June 2014 Dock Levelers 101teguheafNo ratings yet
- Silo Over-Pressurization Prevention GuideDocument30 pagesSilo Over-Pressurization Prevention Guidemohamad izzuddin adnanNo ratings yet
- Agitadores April06Document8 pagesAgitadores April06Karem Jeanette Saenz BernalNo ratings yet
- Mechanical Agitator Power Requirements for Liquid BatchesDocument24 pagesMechanical Agitator Power Requirements for Liquid BatchesAixa BerchiNo ratings yet
- Weld Fitting DimensionsDocument5 pagesWeld Fitting DimensionsteguheafNo ratings yet
- SeriesDocument4 pagesSeriesteguheafNo ratings yet
- Softener 1Document1 pageSoftener 1teguheafNo ratings yet
- Style 77 Standard Flexible Coupling: Product DescriptionDocument0 pagesStyle 77 Standard Flexible Coupling: Product DescriptionAnibal MoralesNo ratings yet
- Pillow Block Bearing Guide for Flange Unit Cast HousingsDocument3 pagesPillow Block Bearing Guide for Flange Unit Cast HousingsteguheafNo ratings yet
- BWSS01 ChemineeragitatorDocument3 pagesBWSS01 ChemineeragitatorteguheafNo ratings yet
- Agitators enDocument17 pagesAgitators enteguheafNo ratings yet
- Pillow Block Bearing Guide for Flange Unit Cast HousingsDocument3 pagesPillow Block Bearing Guide for Flange Unit Cast HousingsteguheafNo ratings yet
- SAF Split Pillow Block HousingsDocument48 pagesSAF Split Pillow Block HousingsteguheafNo ratings yet
- Pressure Vessel Design ASME GuideDocument137 pagesPressure Vessel Design ASME Guidesmasudbd100% (15)
- Coating Tachnology HandbookDocument4 pagesCoating Tachnology HandbookteguheafNo ratings yet
- Catia Part DesignDocument244 pagesCatia Part DesignNavaneeth KGNo ratings yet
- NTN Pillow BlockDocument54 pagesNTN Pillow BlockteguheafNo ratings yet
- Pillow block housing dimensions and specifications for UCF 200 and 300 seriesDocument4 pagesPillow block housing dimensions and specifications for UCF 200 and 300 seriesteguheafNo ratings yet
- Reference Identification To ISO 1219-2 And/or EN 81346-2Document4 pagesReference Identification To ISO 1219-2 And/or EN 81346-2Carlos FernandoNo ratings yet
- Determination of HCV of Solid or Liquid Fuel Using Bomb CalorimeterDocument11 pagesDetermination of HCV of Solid or Liquid Fuel Using Bomb CalorimeterRavi PatilNo ratings yet
- Assignment 3Document3 pagesAssignment 3Sarvani SekharNo ratings yet
- 16CS3123-Java Programming Course File-AutonomousDocument122 pages16CS3123-Java Programming Course File-AutonomousSyed WilayathNo ratings yet
- Configure Probe Based IPMP in Solaris 11Document5 pagesConfigure Probe Based IPMP in Solaris 11MohaideenNo ratings yet
- Modified o and G Slides 2Document21 pagesModified o and G Slides 2Salam FaithNo ratings yet
- Complete Lesson 4 Assessment Task On The Maneuver of The ShipDocument2 pagesComplete Lesson 4 Assessment Task On The Maneuver of The ShipMixed VideosNo ratings yet
- Laser CommunicationsDocument19 pagesLaser CommunicationsRakeshNo ratings yet
- Paint Insp ICorr Level 2 Notes PDFDocument133 pagesPaint Insp ICorr Level 2 Notes PDFravi00098100% (1)
- Engg Drawing QuestionsDocument30 pagesEngg Drawing QuestionsVarun Shastry50% (2)
- 400 Bad Request 400 Bad Request Nginx/1.2.9Document8 pages400 Bad Request 400 Bad Request Nginx/1.2.9bahramhooNo ratings yet
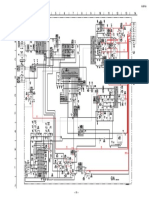
- 2SK2663Document1 page2SK2663hectorsevillaNo ratings yet
- Searchq Cache JK76 QUqg RF8 JWWWDocument36 pagesSearchq Cache JK76 QUqg RF8 JWWWSajuSadasivanNo ratings yet
- Operating Manual Contents for Airless Spraying UnitDocument30 pagesOperating Manual Contents for Airless Spraying UnitИли.Я Или.ТыNo ratings yet
- 318D L Series 2: Hydraulic ExcavatorDocument32 pages318D L Series 2: Hydraulic ExcavatorFelipe Pisklevits LaubeNo ratings yet
- Belt Conveyor BrochureDocument5 pagesBelt Conveyor BrochureMostafa Farahani100% (1)
- Vlsi PaperDocument4 pagesVlsi PaperArul RajNo ratings yet
- Print: 2Zr-Fe Engine Control Sfi System System DiagramDocument10 pagesPrint: 2Zr-Fe Engine Control Sfi System System DiagramAlfredo MedinaNo ratings yet
- KBMM PDFDocument2 pagesKBMM PDFRicardo Garcia FuentesNo ratings yet
- Cse3024 Web-Mining Eth 1.1 47 Cse3024 PDFDocument12 pagesCse3024 Web-Mining Eth 1.1 47 Cse3024 PDFAyush SoodNo ratings yet
- Heat Transfer Characteristics of Thermal Energy Storage System Using PCM Capsules - A Review - 2008Document21 pagesHeat Transfer Characteristics of Thermal Energy Storage System Using PCM Capsules - A Review - 2008navidelecNo ratings yet
- E060701020025 PDFDocument6 pagesE060701020025 PDFمنير أحمدNo ratings yet
- Aseptic Process TechnologyDocument19 pagesAseptic Process TechnologyHimanshu ShahuNo ratings yet
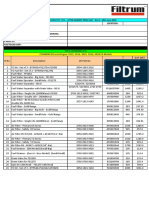
- Location:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDocument23 pagesLocation:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDadasaheb More100% (2)
- Presentation On Gas Power PlantDocument82 pagesPresentation On Gas Power Plantakshay gupta100% (2)
- Torsion of SectionsDocument3 pagesTorsion of SectionsanilmaviNo ratings yet
- SJ-20100630164932-027-ZXSS10 SS1b (V2.0.1.07) SoftSwitch Control Equipment Data Configuration Guide Subscriber Allocation - 280443Document31 pagesSJ-20100630164932-027-ZXSS10 SS1b (V2.0.1.07) SoftSwitch Control Equipment Data Configuration Guide Subscriber Allocation - 280443منصورالمغربيNo ratings yet
- Alternator & Regulator - BoschDocument6 pagesAlternator & Regulator - BoschIordan AdrianNo ratings yet
- Happyfox API ManualDocument28 pagesHappyfox API ManualcadoNo ratings yet
- Electrician job hazard analysisDocument1 pageElectrician job hazard analysisZaul tatingNo ratings yet