You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
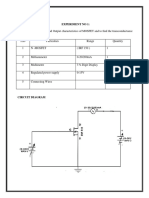
- Mosfet CharacteristicsDocument10 pagesMosfet CharacteristicsAnonymous eWMnRr70qNo ratings yet
- Table A-4E: Saturated Water-Temperature TableDocument9 pagesTable A-4E: Saturated Water-Temperature TableGilbertMendozaNo ratings yet
- The Maisotsenko CycleDocument10 pagesThe Maisotsenko Cyclenishith_soni100% (1)
- Course Semester Diploma EH110 UiTMDocument1 pageCourse Semester Diploma EH110 UiTMNabil ImranNo ratings yet
- An Introduction To Cybernetics (Ashby)Document156 pagesAn Introduction To Cybernetics (Ashby)telecult100% (2)
- CycloSim SingleDocument12 pagesCycloSim Singlejvchique100% (1)
- Auto CatalysisDocument3 pagesAuto CatalysisTirda MarietaNo ratings yet
- Bending and Axial Compression With RestraintsDocument8 pagesBending and Axial Compression With RestraintsszalaijaNo ratings yet
- Physics All Important QuestionDocument27 pagesPhysics All Important QuestionNavi phogatNo ratings yet
- 19.building Movement Control During Construction - Rev.01-17august 2009Document49 pages19.building Movement Control During Construction - Rev.01-17august 2009Syerifaizal Hj. Mustapha100% (1)
- Ug-Pt - 2012 Regulations PDFDocument4 pagesUg-Pt - 2012 Regulations PDFChandra SekarNo ratings yet
- TC 11 CardingDocument13 pagesTC 11 CardingA Ponmurugu PonmuruguNo ratings yet
- Test2thursday1803 2015Document1 pageTest2thursday1803 2015eidalinNo ratings yet
- Blow Up - SensorsDocument9 pagesBlow Up - SensorsbobblytasticNo ratings yet
- Procedure For Preparation of Water/Foam Monitor Data Sheet: Quality Management System DocumentDocument7 pagesProcedure For Preparation of Water/Foam Monitor Data Sheet: Quality Management System DocumentmNo ratings yet
- Thermal Stimulation of Geothermal Wells: A Review of Field DataDocument7 pagesThermal Stimulation of Geothermal Wells: A Review of Field Datahendratondang5294No ratings yet
- 5 Energy Analysis of Closed SystemDocument30 pages5 Energy Analysis of Closed SystemReparrNo ratings yet
- Section 6-4 Product: - Sum and Sum - Product IdentitiesDocument6 pagesSection 6-4 Product: - Sum and Sum - Product IdentitiesengrkskNo ratings yet
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocument15 pagesMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportABHI THAKKAR100% (1)
- PhdThesis SheffieldDocument202 pagesPhdThesis SheffieldDebasisMohapatraNo ratings yet
- Water Absorption of Rigid Cellular Plastics: Standard Test Method ForDocument10 pagesWater Absorption of Rigid Cellular Plastics: Standard Test Method ForFernando Da RosNo ratings yet
- Lab The Simple PendulumDocument3 pagesLab The Simple PendulumBryan VillalobosNo ratings yet
- YCEF Presentaion-Derivation of Wind LoadingDocument57 pagesYCEF Presentaion-Derivation of Wind LoadingVictor OmotoriogunNo ratings yet
- Pitzer Model 1987Document84 pagesPitzer Model 1987Ram KumarNo ratings yet
- Problems Cap 2Document6 pagesProblems Cap 2Sharon Osorio Calderon0% (3)
- Tifr 2011 PhysicsDocument8 pagesTifr 2011 PhysicsAbhrajit MahapatraNo ratings yet
- sds7 AcetoneDocument2 pagessds7 Acetoneapi-320485715No ratings yet
- Aluminium Structures Fatigue Design - Concepts and ToolsDocument8 pagesAluminium Structures Fatigue Design - Concepts and ToolsKarthi KaieanNo ratings yet
- Final Ii Year PDFDocument244 pagesFinal Ii Year PDFKiruba JacobNo ratings yet