You might also like
- Journal of The Folk Song Society No.8Document82 pagesJournal of The Folk Song Society No.8jackmcfrenzieNo ratings yet
- Golden Dawn 2 9 The Moon BreathDocument4 pagesGolden Dawn 2 9 The Moon BreathF_RCNo ratings yet
- Mechanical FailuresDocument33 pagesMechanical Failuresmohamed abd eldayemNo ratings yet
- Lightning and Lightning ProtectionDocument5 pagesLightning and Lightning ProtectionrojofreNo ratings yet
- Mill GrindingDocument28 pagesMill GrindingMehmet C100% (2)
- Global Tip Dress Setup Users Manual For 7.50122013 REV 1.4Document48 pagesGlobal Tip Dress Setup Users Manual For 7.50122013 REV 1.4arturo100% (1)
- Santoprene Extrusion Guide enDocument24 pagesSantoprene Extrusion Guide enMarcos Antonio RossiNo ratings yet
- Idioms and Phrases MCQs - English Grammar For Competitive ExamsDocument6 pagesIdioms and Phrases MCQs - English Grammar For Competitive ExamsgeologistlakhanNo ratings yet
- How To Attract Love and Powerful Soul ConnectionsDocument5 pagesHow To Attract Love and Powerful Soul Connectionskinzaali71916No ratings yet
- Nerator 3dDocument8 pagesNerator 3djayandbob100% (1)
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Recommendations For The Selection of Tunneling Machines-ITADocument46 pagesRecommendations For The Selection of Tunneling Machines-ITAsandip0002100% (1)
- Advanced MSC - Patran ExercisesDocument444 pagesAdvanced MSC - Patran ExercisesAlex da Silva100% (3)
- Determining The Thickness of Glass in Airport Traffic Control Tower CabsDocument17 pagesDetermining The Thickness of Glass in Airport Traffic Control Tower CabsAdán Cogley CantoNo ratings yet
- Fracturing Modeling PDFDocument35 pagesFracturing Modeling PDFWilliam Joel Moran MogollonNo ratings yet
- Extrusion Blown FilmDocument51 pagesExtrusion Blown Filmmani zendedel100% (2)
- Geomechanics UserGuide PDFDocument24 pagesGeomechanics UserGuide PDFAnnas Yusuf HidayatullahNo ratings yet
- Fi & EiDocument3 pagesFi & EiPrasanna S Kulkarni100% (1)
- Trial Blast ReportDocument13 pagesTrial Blast ReportAhmed AdelNo ratings yet
- Water Spray Nozzle: Fire Fighting Equipment Data SheetDocument7 pagesWater Spray Nozzle: Fire Fighting Equipment Data SheetJosef MadronaNo ratings yet
- Codl and Hot Forging ArticleDocument12 pagesCodl and Hot Forging Articleİlter KilerciNo ratings yet
- VRM (Vertical Roller Uninstallation) PDFDocument23 pagesVRM (Vertical Roller Uninstallation) PDFShariq KhanNo ratings yet
- Guide of Methods For Determining The Condition of Stator Winding Insulation and Their Effectiveness in Large MotorsDocument36 pagesGuide of Methods For Determining The Condition of Stator Winding Insulation and Their Effectiveness in Large MotorsNilav KumarNo ratings yet
- ISO 14000 - WikipediaDocument5 pagesISO 14000 - WikipediaalexokorieNo ratings yet
- Micromouse Project ReportDocument28 pagesMicromouse Project ReportDavid Freiberger100% (1)
- Troubleshooting polyethylene film issuesDocument24 pagesTroubleshooting polyethylene film issuesEdith Urbano100% (1)
- Buckling TestDocument11 pagesBuckling Testsharusli100% (1)
- Simulation Crushing Assignment1Document15 pagesSimulation Crushing Assignment1Asif KhanNo ratings yet
- Pradhan and DeyDocument7 pagesPradhan and DeySriharsha AinampudiNo ratings yet
- Operating Instructions: Type: MEK-18-S / MAK-18-S Serial No.: - Article No.Document20 pagesOperating Instructions: Type: MEK-18-S / MAK-18-S Serial No.: - Article No.masdipuro simbolonNo ratings yet
- DownloadDocument122 pagesDownloadzxc091823No ratings yet
- Application of User Defined Subroutine U PDFDocument58 pagesApplication of User Defined Subroutine U PDFmatmean100% (2)
- Influence of Ultrasonic Vibration On Micro-ExtrusionDocument2 pagesInfluence of Ultrasonic Vibration On Micro-ExtrusionDeepak AgrawalNo ratings yet
- Mil STD 188 125 1Document106 pagesMil STD 188 125 1vedavyasNo ratings yet
- High-Altitude Electromagnetic Pulse (Hemp) Protection For Ground-Based C I Facilities Performing Critical, Time-Urgent Missions Fixed FacilitiesDocument106 pagesHigh-Altitude Electromagnetic Pulse (Hemp) Protection For Ground-Based C I Facilities Performing Critical, Time-Urgent Missions Fixed FacilitiesdavinmaximusNo ratings yet
- Man v28 33d STC Imo Tier II MarineDocument248 pagesMan v28 33d STC Imo Tier II MarineSea Man MktNo ratings yet
- Wedm OutputDocument36 pagesWedm OutputlarryNo ratings yet
- Fracture Toughness of ABS AdditivelDocument10 pagesFracture Toughness of ABS AdditivelsvfNo ratings yet
- Strength of MaterialsDocument27 pagesStrength of MaterialsStephanieNo ratings yet
- Machining of Micro Dimles For Friction Reduction in Cylinder LinersDocument5 pagesMachining of Micro Dimles For Friction Reduction in Cylinder LinersSHARANYA ADIGANo ratings yet
- Man v28 33d STC Imo Tier II MarineDocument266 pagesMan v28 33d STC Imo Tier II MarineMenna NoorNo ratings yet
- Engineering Bulletin SpecimenDocument34 pagesEngineering Bulletin SpecimenNidDouNo ratings yet
- Mil STD 1310G PDFDocument43 pagesMil STD 1310G PDFSeitan Nicoleta100% (1)
- MFG565 - Machine Tool Engineering Term Project – Final ReportDocument46 pagesMFG565 - Machine Tool Engineering Term Project – Final Reportsalmanzafar_37304938No ratings yet
- Design of Pin On Desk MachineDocument10 pagesDesign of Pin On Desk MachineSherif El-soudyNo ratings yet
- Maintenance: Base Station Controller MMN:BSCDocument233 pagesMaintenance: Base Station Controller MMN:BSCRachidNo ratings yet
- Non-Conventional Machining - IIT NotesDocument100 pagesNon-Conventional Machining - IIT Notespdmnbrao75% (4)
- Uk642310 - Pro-Series 8000i Artemis - InstallationDocument34 pagesUk642310 - Pro-Series 8000i Artemis - InstallationAlex PisaNo ratings yet
- Planning GuideDocument42 pagesPlanning GuideSergio Alejandro CastroNo ratings yet
- 3DECDocument178 pages3DECDaniele Baraldi100% (1)
- ITTC - Recommended Procedures and Guidelines: Model Manufacture Ship ModelsDocument6 pagesITTC - Recommended Procedures and Guidelines: Model Manufacture Ship ModelsVinayak29No ratings yet
- Models - Acdc.pm Motor 3dDocument52 pagesModels - Acdc.pm Motor 3dAmadou KonfeNo ratings yet
- Mass Production of Tailored Blanks by Means of Multilinear Joining TechniqueDocument5 pagesMass Production of Tailored Blanks by Means of Multilinear Joining TechniqueJulio RamosNo ratings yet
- High Precision Linear Slide. Part I: Design and ConstructionDocument13 pagesHigh Precision Linear Slide. Part I: Design and ConstructionhamidrezamohamadzadeNo ratings yet
- Machine Fault Diagnostic DA-01Document10 pagesMachine Fault Diagnostic DA-01JohnNo ratings yet
- Closure Meter PDFDocument48 pagesClosure Meter PDFSoumendu TripathyNo ratings yet
- Case Study 2 F3005Document12 pagesCase Study 2 F3005Iqmal DaniealNo ratings yet
- Campanella Tese LaserDocument52 pagesCampanella Tese LaserEdNo ratings yet
- Introduction To MEMS.Document69 pagesIntroduction To MEMS.sukuya100% (4)
- MagComp Manual PDFDocument37 pagesMagComp Manual PDFhidayatNo ratings yet
- Robot WeldingDocument6 pagesRobot WeldingAmilin HatiaraNo ratings yet
- Dry Type Transformer SpecificationDocument19 pagesDry Type Transformer SpecificationericNo ratings yet
- Overmolding GuideDocument25 pagesOvermolding GuideMarcoNo ratings yet
- SEO Plate Bending Machine Design AnalysisDocument11 pagesSEO Plate Bending Machine Design AnalysisBagusNo ratings yet
- gp860110 ComDocument30 pagesgp860110 Comfahimidrus1No ratings yet
- State of Cold Forging Technology in Global CompetitionDocument20 pagesState of Cold Forging Technology in Global CompetitionEldori1988No ratings yet
- User Guide For CONTACT, Rolling and Sliding Contact With Friction PDFDocument141 pagesUser Guide For CONTACT, Rolling and Sliding Contact With Friction PDFJosé Luiz BorbaNo ratings yet
- Application of The Single Hardening Model in The Finite Element Program ABAQUSDocument51 pagesApplication of The Single Hardening Model in The Finite Element Program ABAQUSvananhlt18No ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- OM Auger Drive MDBA 4500-2 D6 G0011462Document40 pagesOM Auger Drive MDBA 4500-2 D6 G0011462KaoussanNo ratings yet
- Micro and Nanomachining Technology - Size, Model and Complex MechanismFrom EverandMicro and Nanomachining Technology - Size, Model and Complex MechanismNo ratings yet
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorFrom EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNo ratings yet
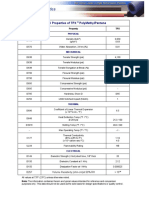
- Typical Properties of TPX Polymethylpentene: Astm or Ul Test Property TPXDocument2 pagesTypical Properties of TPX Polymethylpentene: Astm or Ul Test Property TPXEdith UrbanoNo ratings yet
- EXP4 1 WordDocument11 pagesEXP4 1 WordMuhammad Farhan Ab RahmanNo ratings yet
- 1Document23 pages1Edith UrbanoNo ratings yet
- Overmolding Expands PEEK's Range in CompositesDocument3 pagesOvermolding Expands PEEK's Range in CompositesEdith UrbanoNo ratings yet
- 1346-Article Text PDF-5048-1-10-20130303Document7 pages1346-Article Text PDF-5048-1-10-20130303Edith UrbanoNo ratings yet
- Eth 31150 02Document288 pagesEth 31150 02Edith UrbanoNo ratings yet
- 1346-Article Text PDF-5048-1-10-20130303Document7 pages1346-Article Text PDF-5048-1-10-20130303Edith UrbanoNo ratings yet
- 1346-Article Text PDF-5048-1-10-20130303Document7 pages1346-Article Text PDF-5048-1-10-20130303Edith UrbanoNo ratings yet
- 202 931 1 PBDocument5 pages202 931 1 PBswabrijNo ratings yet
- A Study of Process Variability - Final Draft PDFDocument9 pagesA Study of Process Variability - Final Draft PDFUsman HameedNo ratings yet
- 1346-Article Text PDF-5048-1-10-20130303 PDFDocument8 pages1346-Article Text PDF-5048-1-10-20130303 PDFEdith UrbanoNo ratings yet
- Hytrel Design GuideDocument37 pagesHytrel Design GuidecountzeroaslNo ratings yet
- CH 2.2: Separable Equations: X F DX DyDocument9 pagesCH 2.2: Separable Equations: X F DX DyPFENo ratings yet
- 07 - Structural Organisation in AnimalsDocument31 pages07 - Structural Organisation in AnimalsKamala Kannan XANo ratings yet
- Capacitores Electroliticos SMDDocument8 pagesCapacitores Electroliticos SMDalvaro marrugoNo ratings yet
- Problem Set 3_Cross-Text ConnectionDocument31 pagesProblem Set 3_Cross-Text Connectiontrinhdat11012010No ratings yet
- Service Manual: Freestanding Cooling Double Door ARC 2140Document5 pagesService Manual: Freestanding Cooling Double Door ARC 2140Sergio ZapataNo ratings yet
- Principles of Marketing - Product, Service and Experience DifferencesDocument26 pagesPrinciples of Marketing - Product, Service and Experience DifferencesVivien Leigh LopezNo ratings yet
- #10 VHB SGT-APT Design SummaryDocument2 pages#10 VHB SGT-APT Design SummarySenthil KumarNo ratings yet
- Entrepreneurship Macro Environment ForcesDocument26 pagesEntrepreneurship Macro Environment ForcesSivaNo ratings yet
- RedactedDocument24 pagesRedactedJohn HarrisNo ratings yet
- PDM TempDocument2 pagesPDM Tempamit rajputNo ratings yet
- Singaporean Notices To Mariners: Section ContentDocument35 pagesSingaporean Notices To Mariners: Section ContentGaurav SoodNo ratings yet
- Pharmacy Preceptors Guild of The Philippines: ObjectiveDocument4 pagesPharmacy Preceptors Guild of The Philippines: ObjectiveCarline ScarletNo ratings yet
- LUKAS Product Information-2Document2 pagesLUKAS Product Information-2Flavian ZfmNo ratings yet
- EVS Complete Notes PDFDocument148 pagesEVS Complete Notes PDFrevantrajkpdh2002No ratings yet
- Airway Management in The Critically Ill: ReviewDocument9 pagesAirway Management in The Critically Ill: ReviewQuarmina HesseNo ratings yet
- MSDS 442 BulkDocument2 pagesMSDS 442 BulkEliasNo ratings yet
- DST Sketch S.E Alhamd 2Document3 pagesDST Sketch S.E Alhamd 2GPCNo ratings yet
- Make A Selection: Choose An Alloy and Correlating Casting ProcessDocument5 pagesMake A Selection: Choose An Alloy and Correlating Casting ProcessSarath ChandraNo ratings yet
- Subjects Verbs PrepositionsDocument11 pagesSubjects Verbs Prepositionsგუგა ნოსელიძეNo ratings yet
- EKO75 KW VST Air Cooled Electrical DiagramDocument13 pagesEKO75 KW VST Air Cooled Electrical DiagramBerat DeğirmenciNo ratings yet