You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Long Green Chili ReportDocument12 pagesLong Green Chili ReportRoma Raquepo Ringor100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Philippines: Your Island Cruise DestinationsDocument1 pagePhilippines: Your Island Cruise DestinationsRoma Raquepo RingorNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Steel Design INSTRUCTION: Read and Understand Each Problem CarefullyDocument3 pagesSteel Design INSTRUCTION: Read and Understand Each Problem CarefullyRoma Raquepo RingorNo ratings yet
- Action Research PaperDocument58 pagesAction Research PaperJanice BalabatNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Foundation-Format IrishDocument1 pageFoundation-Format IrishRoma Raquepo RingorNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- CE Review ProbStat PostDocument2 pagesCE Review ProbStat PostRoma Raquepo RingorNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- TimberDocument9 pagesTimberJohn Presly Ilarde100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Foundation FormatDocument2 pagesFoundation FormatRoma Raquepo RingorNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- CE Comprehensive Review Probability & StatisticsDocument1 pageCE Comprehensive Review Probability & StatisticsRoma Raquepo RingorNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Post Ojt Survey Form: Mark The Appropriate Column With An XDocument2 pagesPost Ojt Survey Form: Mark The Appropriate Column With An XRoma Raquepo RingorNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- CE Comprehensive Review: Probability & Statistics ProblemsDocument1 pageCE Comprehensive Review: Probability & Statistics ProblemsRoma Raquepo RingorNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Reinforced ConcreteDocument1 pageReinforced ConcreteRyle AquinoNo ratings yet
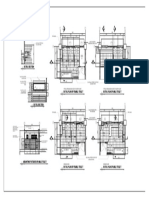
- PlansDocument1 pagePlansRoma Raquepo RingorNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Action Research PaperDocument58 pagesAction Research PaperJanice BalabatNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- CE Review ProbStat PostDocument2 pagesCE Review ProbStat PostRoma Raquepo RingorNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Foundation FormatDocument1 pageFoundation FormatRoma Raquepo RingorNo ratings yet
- Effects of Widening Lopez Maharlika HighwayDocument6 pagesEffects of Widening Lopez Maharlika HighwayRomani Noel S. Chavez Jr.50% (4)
- SheetDocument2 pagesSheetRoma Raquepo RingorNo ratings yet
- MAPÚA CE121 Fieldwork Report on Laying a Simple CurveDocument6 pagesMAPÚA CE121 Fieldwork Report on Laying a Simple CurveJeff CruzNo ratings yet
- Highway Engineering PDFDocument8 pagesHighway Engineering PDFRoma Raquepo RingorNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Neck Pillow - Stacy Schyler - 122714Document3 pagesNeck Pillow - Stacy Schyler - 122714Roma Raquepo RingorNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Hydrologic Cycle-1Document19 pagesThe Hydrologic Cycle-1Roma Raquepo RingorNo ratings yet
- Dr. Seshu Adluri: Structural Steel DesignDocument72 pagesDr. Seshu Adluri: Structural Steel DesignSopheak ThapNo ratings yet
- RC LoadDocument6 pagesRC LoadRoma Raquepo RingorNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- CE 453 Sample Problem For Spiral and Superelevation ComputationsDocument4 pagesCE 453 Sample Problem For Spiral and Superelevation ComputationsRoma Raquepo RingorNo ratings yet
- Ce424 BoltsrivetsDocument2 pagesCe424 BoltsrivetsRoma Raquepo RingorNo ratings yet
- Replacement StudiesDocument7 pagesReplacement StudiesRoma Raquepo RingorNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Bullying, Depression, and Suicidal Ideation Among Adolescents in Saint Louis CollegeDocument1 pageBullying, Depression, and Suicidal Ideation Among Adolescents in Saint Louis CollegeRoma Raquepo RingorNo ratings yet
- Crop Production PDFDocument12 pagesCrop Production PDFGeg AbrenicaNo ratings yet
- Astm D 510Document3 pagesAstm D 510Indira BanerjeeNo ratings yet
- Method Statement - Drainage & SewerageDocument8 pagesMethod Statement - Drainage & Seweragedanes hereNo ratings yet
- AYC CHECKLIST PAINTING Rev.01Document3 pagesAYC CHECKLIST PAINTING Rev.01moytabura96No ratings yet
- Guide to Basement Excavation Methods & ProceduresDocument32 pagesGuide to Basement Excavation Methods & Procedures04BHANDIWAD SANJANANo ratings yet
- Design of Square FoundationDocument5 pagesDesign of Square FoundationLAgoonNo ratings yet
- 6.2 Arch Drawing For Elv4-EDocument38 pages6.2 Arch Drawing For Elv4-ErollyNo ratings yet
- Marlow Termoelectric Design GuideDocument23 pagesMarlow Termoelectric Design GuideLutionnnNo ratings yet
- 99 Gravriljuk - HighNitrogenSteels PDFDocument387 pages99 Gravriljuk - HighNitrogenSteels PDFharoldopintoNo ratings yet
- Buderus Logalux PL750/2S Combi Solar Tank SpecificationsDocument2 pagesBuderus Logalux PL750/2S Combi Solar Tank Specificationse-ComfortUSANo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Theory of AlloysDocument42 pagesTheory of Alloyskeval patel100% (1)
- Example Problems For Compression MembersDocument8 pagesExample Problems For Compression MembersBona HirkoNo ratings yet
- Cromc 0299 UsDocument64 pagesCromc 0299 UshacenescribdNo ratings yet
- B727 Amm - Hydraulic Power Systems - Description and OperationDocument12 pagesB727 Amm - Hydraulic Power Systems - Description and OperationJoel CordovaNo ratings yet
- TDS LSZH 4001Document2 pagesTDS LSZH 4001Rasel AhmedNo ratings yet
- XLPE Cables ABB Guide LineDocument28 pagesXLPE Cables ABB Guide LineCarlos FernandezNo ratings yet
- EMG 4102 MATERIAL FORMING PROCESSES EXAM (Revised) - PrintreadyDocument4 pagesEMG 4102 MATERIAL FORMING PROCESSES EXAM (Revised) - PrintreadyDuncoh DunNo ratings yet
- Product Data 19XR enDocument48 pagesProduct Data 19XR enHUMBERTORRIVERONo ratings yet
- Assignment For Mid 1Document9 pagesAssignment For Mid 1Vũ Thị Hà TrangNo ratings yet
- Maintenance Stag List-1Document2 pagesMaintenance Stag List-1api-3749066No ratings yet
- M14Document28 pagesM14Vijay RajaindranNo ratings yet
- Hilti Hvu HasDocument12 pagesHilti Hvu HasAMCRUZ77No ratings yet
- Aluminum H-Type Compression Connector Product DetailsDocument3 pagesAluminum H-Type Compression Connector Product DetailsDANIEL SALAZARNo ratings yet
- Document ID: TE/QMS/F/02 Rev. No.: 00 - Issued Date: 02/04/2018Document1 pageDocument ID: TE/QMS/F/02 Rev. No.: 00 - Issued Date: 02/04/2018dhanishlNo ratings yet
- Apleton Receptacles-and-Plugs-ExplosionproofDocument39 pagesApleton Receptacles-and-Plugs-ExplosionproofMuhamad Priyatna100% (1)
- 吊耳计算Document4 pages吊耳计算huangjlNo ratings yet
- Materials Today: Proceedings: P. Thejasree, N. Manikandan, J.S. Binoj, K.C.Varaprasad, D. Palanisamy, Ramesh RajuDocument6 pagesMaterials Today: Proceedings: P. Thejasree, N. Manikandan, J.S. Binoj, K.C.Varaprasad, D. Palanisamy, Ramesh RajuMahnooshNo ratings yet
- VRV Technical SpecificationDocument7 pagesVRV Technical Specificationdheerajdorlikar100% (2)
- 6-55. If The Built-Up Beam Is Subjected To An Internal Moment ofDocument5 pages6-55. If The Built-Up Beam Is Subjected To An Internal Moment ofPaula SilvaNo ratings yet
- University of Peradeniya Department of Civil Engineering Postgraduate Pogramme in Structural Engineering YEAR 2018/2019Document8 pagesUniversity of Peradeniya Department of Civil Engineering Postgraduate Pogramme in Structural Engineering YEAR 2018/2019Chiranjaya HulangamuwaNo ratings yet
- Pottery Plaster Mould Casting Specialty PlasterDocument3 pagesPottery Plaster Mould Casting Specialty PlasteredanweisNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet