You might also like
- Molecular Sieve Dehydration Optimization PDFDocument24 pagesMolecular Sieve Dehydration Optimization PDFمصطفى العباديNo ratings yet
- Principles of Hydrocarbon Dew PointDocument4 pagesPrinciples of Hydrocarbon Dew PointRowan BalajiNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Gpsa PDFDocument4 pagesGpsa PDFmehdiNo ratings yet
- Gas Line VelocityDocument3 pagesGas Line Velocityputrude100% (1)
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- Section 20Document67 pagesSection 20Asad KhanNo ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Refrigerated Gas Plant Hysys SimulationDocument6 pagesRefrigerated Gas Plant Hysys SimulationOsas UwoghirenNo ratings yet
- Gas Processing I - Chapter 3 Rev 1Document26 pagesGas Processing I - Chapter 3 Rev 1ABULARA2K6No ratings yet
- Acentric Factor EoSDocument10 pagesAcentric Factor EoSdesertflowNo ratings yet
- Water Dewpoint Calculation of Natural GasDocument5 pagesWater Dewpoint Calculation of Natural GasSrinivas BobbyNo ratings yet
- Final - Report TEG PDFDocument59 pagesFinal - Report TEG PDFKev LhuillierNo ratings yet
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 pagesA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceNo ratings yet
- Liquefaction Process EvaluationDocument15 pagesLiquefaction Process Evaluationapi-3715370100% (1)
- 15-501-EP-RP-003 - Rev.3 (Blowdown and Vent Study)Document238 pages15-501-EP-RP-003 - Rev.3 (Blowdown and Vent Study)Umair A. KhanNo ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Tube Rupture. Dynamic SimulationDocument5 pagesTube Rupture. Dynamic SimulationAbbasNo ratings yet
- 2003 Cochran RP Hydrate Control Remediation PDFDocument8 pages2003 Cochran RP Hydrate Control Remediation PDFArsénioNo ratings yet
- Flare For DesignDocument4 pagesFlare For DesignChem.EnggNo ratings yet
- Joule-Thomson (JT) Assembly: Oil and Gas Process and Production EquipmentDocument2 pagesJoule-Thomson (JT) Assembly: Oil and Gas Process and Production Equipmentpedro100% (1)
- Important Aspects of Gas Temperature Modeling in Long Subsea PipelinesDocument17 pagesImportant Aspects of Gas Temperature Modeling in Long Subsea PipelinesWayne MonneryNo ratings yet
- Cansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015Document28 pagesCansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015arissaNo ratings yet
- Multiphase Flow 1995From EverandMultiphase Flow 1995A. SerizawaNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Simulation of A Reciprocating Compressor in HysysDocument3 pagesSimulation of A Reciprocating Compressor in HysysDefenceDog100% (1)
- Gas - Liquids Separators-Quantifying Separation Performance-Part 2Document14 pagesGas - Liquids Separators-Quantifying Separation Performance-Part 2Mubarik AliNo ratings yet
- JS Pressure Safety Valve FinalDocument28 pagesJS Pressure Safety Valve FinaltpchoNo ratings yet
- Fire Heat Flux To Un-Wetted VesselDocument0 pagesFire Heat Flux To Un-Wetted VesselImtinan MohsinNo ratings yet
- Chemsep Tutorial: Distillation With Hypothetical ComponentsDocument25 pagesChemsep Tutorial: Distillation With Hypothetical ComponentsErving MJNo ratings yet
- Desalter Salt Balance - 1Document1 pageDesalter Salt Balance - 1Saeid Rahimi MofradNo ratings yet
- K34 Flow Assurance ReportDocument137 pagesK34 Flow Assurance ReportkiranNo ratings yet
- Flare Header Purge Rate DataDocument3 pagesFlare Header Purge Rate DatappsutorNo ratings yet
- Two Phase Separator SizingDocument5 pagesTwo Phase Separator SizingNoman Abu-FarhaNo ratings yet
- Cryogenic and Its ApplicationDocument11 pagesCryogenic and Its ApplicationBhoomika MansharamaniNo ratings yet
- High Efficiency Coalescers For Gas Processing OperationsDocument9 pagesHigh Efficiency Coalescers For Gas Processing OperationsAndri SaputraNo ratings yet
- SPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFDocument21 pagesSPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFRicardo VargasNo ratings yet
- TEG Water EquilibriumDocument9 pagesTEG Water Equilibriumlakonas_740100% (1)
- Section 03 - Basic Data PDFDocument27 pagesSection 03 - Basic Data PDFChakerZagroubaNo ratings yet
- Process Engg Practices To Be Used in The Refinery IndustryDocument86 pagesProcess Engg Practices To Be Used in The Refinery IndustryuddinNo ratings yet
- The Design and Operation of Offshore Relief - Venting SystemsDocument24 pagesThe Design and Operation of Offshore Relief - Venting SystemsMichael HaiseNo ratings yet
- Flare Gas Recovery PDFDocument13 pagesFlare Gas Recovery PDFSadad MohamadNo ratings yet
- Slug Catcher Sizing SpreadsheetDocument14 pagesSlug Catcher Sizing Spreadsheettoño16No ratings yet
- Dynamic DepressuringDocument16 pagesDynamic DepressuringSyedAliAsimRizvi100% (1)
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- SPECIAL REPORT Molecular SieveDocument8 pagesSPECIAL REPORT Molecular Sievenitoxxx666No ratings yet
- GPSA 14 RefrigeracionDocument28 pagesGPSA 14 RefrigeracionDavid Cortez PeraltaNo ratings yet
- Guidelines For The Safe and Optimum Design ofDocument9 pagesGuidelines For The Safe and Optimum Design ofMoca PhoenixNo ratings yet
- Packed Tower Rating Data Registered To: ROG, TR KG-TOWER® Software V 5.2Document1 pagePacked Tower Rating Data Registered To: ROG, TR KG-TOWER® Software V 5.2vasudhaNo ratings yet
- Optimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing PlantDocument6 pagesOptimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing Plant1412091090No ratings yet
- Joule Thomson ExpansionDocument2 pagesJoule Thomson ExpansiondndudcNo ratings yet
- Dynamic Depressuring PDFDocument16 pagesDynamic Depressuring PDFAsimNo ratings yet
- AGA 2011 PPT Comparison of Dewpoint Methods Natural GasDocument36 pagesAGA 2011 PPT Comparison of Dewpoint Methods Natural Gasalbert_ben13No ratings yet
- Peerless Separation & Filtration Bulletin PDFDocument2 pagesPeerless Separation & Filtration Bulletin PDFJose Rodrigo Salguero DuranNo ratings yet
- Dynamic Modeling of Heat Exchanger Tube RaptureDocument20 pagesDynamic Modeling of Heat Exchanger Tube RaptureRajesh NimmakayalaNo ratings yet
- Purge Gas OptimizationDocument7 pagesPurge Gas OptimizationVangapanduSrinivasarao100% (2)
- Wall Metal Temperature During Emergency DepressurizationDocument7 pagesWall Metal Temperature During Emergency Depressurizationmihaileditoiu2010No ratings yet
- City Director of Public Works Organizational Chart: Description/DateDocument2 pagesCity Director of Public Works Organizational Chart: Description/Dateeng20072007No ratings yet
- Adding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017Document1 pageAdding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017eng20072007No ratings yet
- Factory PidDocument1 pageFactory Pideng20072007No ratings yet
- El Sayed Amer Last UpdatedDocument3 pagesEl Sayed Amer Last Updatedeng20072007No ratings yet
- 1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3Document1 page1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3eng20072007No ratings yet
- Oklahoma Corporation Commission: Packer Setting ReportDocument2 pagesOklahoma Corporation Commission: Packer Setting Reporteng20072007No ratings yet
- Envelope Envelope-11Document1 pageEnvelope Envelope-11eng20072007No ratings yet
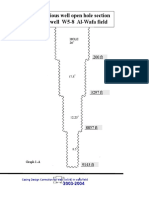
- Previous Well Open Hole Section For Well W5-8 Al-Wafa FieldDocument4 pagesPrevious Well Open Hole Section For Well W5-8 Al-Wafa Fieldeng20072007No ratings yet
- BlocksDrilling Line Rev-Peview PDFDocument11 pagesBlocksDrilling Line Rev-Peview PDFLa Ode Hadi AugustmanNo ratings yet
- Warna Three: What Is Marketing?Document11 pagesWarna Three: What Is Marketing?eng20072007No ratings yet
- Reliability and Risk Assessment: Ace 4 ApDocument1 pageReliability and Risk Assessment: Ace 4 Apeng20072007No ratings yet
- Gad SeparatorDocument3 pagesGad Separatoreng20072007No ratings yet
- SuperbizDocument11 pagesSuperbizeng20072007No ratings yet
- Block ProposalDocument11 pagesBlock Proposaleng20072007No ratings yet
- 1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers SpecificationDocument18 pages1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers Specificationeng20072007No ratings yet
- احدث CVDocument4 pagesاحدث CVeng20072007No ratings yet
- 1007 DISQ 0 J SS 33030 Control Valve SpecificationDocument18 pages1007 DISQ 0 J SS 33030 Control Valve Specificationeng20072007No ratings yet
- 5-1 13 3/8" Surface Casing DesignDocument10 pages5-1 13 3/8" Surface Casing Designeng20072007No ratings yet
- 1007 Disq 0 G Ae 30033 Rev 5 Equipment ListDocument22 pages1007 Disq 0 G Ae 30033 Rev 5 Equipment Listeng20072007100% (1)
- 5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)Document6 pages5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)eng20072007No ratings yet
- Cairo-HSEQ-P-22 Suco Safety Observation Reporting March, 2011 Authorized By: SUCO Operations Gen. Mgr. Page 1 of 5Document5 pagesCairo-HSEQ-P-22 Suco Safety Observation Reporting March, 2011 Authorized By: SUCO Operations Gen. Mgr. Page 1 of 5eng20072007No ratings yet
- 1007 Disq 0 M Ss 42008 Rev 2 Gas Diesel Engine SpecificationDocument26 pages1007 Disq 0 M Ss 42008 Rev 2 Gas Diesel Engine Specificationeng20072007No ratings yet
- Out Standing ItemsDocument1 pageOut Standing Itemseng20072007No ratings yet
- 1007 DISQ 0 J SS 33033 Shutdown Valve SpecificationDocument15 pages1007 DISQ 0 J SS 33033 Shutdown Valve Specificationeng20072007100% (1)
- Cairo HSEQ P 13 PDFDocument7 pagesCairo HSEQ P 13 PDFeng20072007No ratings yet
- Viability of Paragis (Eleusine Indica) As A Sustainable Feedstock For The Production of BioethanolDocument42 pagesViability of Paragis (Eleusine Indica) As A Sustainable Feedstock For The Production of BioethanolMark FernandezNo ratings yet
- ES - LineSize User ManualDocument7 pagesES - LineSize User ManualvuongNo ratings yet
- Vaccine Production Technique, Growing The Microorganisms in Maximum TitreDocument67 pagesVaccine Production Technique, Growing The Microorganisms in Maximum TitreMukesh ChoudharyNo ratings yet
- Research On Materials For Easel Painting Retouches, PDFDocument8 pagesResearch On Materials For Easel Painting Retouches, PDFNatasa IlicNo ratings yet
- Chemistry ProjectDocument22 pagesChemistry Projectrahul rathoreNo ratings yet
- Aker Kvaerner Powergas Pvt. Ltd. Process Department: Checklist CL-PC-0012Document4 pagesAker Kvaerner Powergas Pvt. Ltd. Process Department: Checklist CL-PC-001212mchc07No ratings yet
- D 2511Document2 pagesD 2511Asep TheaNo ratings yet
- How To Measure False Air PDFDocument3 pagesHow To Measure False Air PDFharyantoaditNo ratings yet
- Chapter 6 (Teacher)Document32 pagesChapter 6 (Teacher)ajakazNo ratings yet
- Slef Cleaning Concrete PDFDocument9 pagesSlef Cleaning Concrete PDFP Guru RajuNo ratings yet
- Group 1, 2,3 AnalysisDocument19 pagesGroup 1, 2,3 AnalysisLaila ChoudaryNo ratings yet
- Is 1786 Product Manual Revision 3Document9 pagesIs 1786 Product Manual Revision 3HARINDRA PRASAD RNo ratings yet
- Infrared ThermometerDocument4 pagesInfrared ThermometerbhaleshNo ratings yet
- Worksheet - Types of Chemical ReactionsDocument2 pagesWorksheet - Types of Chemical ReactionsFathia HonoreNo ratings yet
- A New Method For Estimating The Freshness of FishMethodDocument2 pagesA New Method For Estimating The Freshness of FishMethodElavarasan KrishnamoorthyNo ratings yet
- Iodine Clock Reaction: DemonstrationDocument3 pagesIodine Clock Reaction: DemonstrationranaNo ratings yet
- Molec Geometry WorksheetsDocument18 pagesMolec Geometry WorksheetschaNo ratings yet
- Water Chemistry Mark Benjamin 2nd Ed PDFDocument935 pagesWater Chemistry Mark Benjamin 2nd Ed PDFManuel Martinez100% (5)
- Solid-Liquid Extraction of Protopine From Fumaria Officinalis L.-Kinetic Modelling of in Uential ParametersDocument8 pagesSolid-Liquid Extraction of Protopine From Fumaria Officinalis L.-Kinetic Modelling of in Uential ParametersAlfonso PalaciosNo ratings yet
- TopCable FR N20XA8E AR ENG 900009012204Document1 pageTopCable FR N20XA8E AR ENG 900009012204ISGENo ratings yet
- 0653 w16 QP 33Document24 pages0653 w16 QP 33yuke kristinaNo ratings yet
- Fem Project ReportDocument21 pagesFem Project ReportNisha SinghNo ratings yet
- Week 5 I. ObjectivesDocument6 pagesWeek 5 I. ObjectivesRhissan Bongalosa AcebucheNo ratings yet
- Study of Irritant Poisons: Aresenic Album Poisoning (Sankhya, Somalkhar)Document17 pagesStudy of Irritant Poisons: Aresenic Album Poisoning (Sankhya, Somalkhar)Tej PrajapatiNo ratings yet
- Plate Heat Exchanger CalculationDocument2 pagesPlate Heat Exchanger CalculationTint Tiger100% (2)
- S.S.C Public Examinations Model Question Paper: Physical Science Blue Print & Weightage TablesDocument2 pagesS.S.C Public Examinations Model Question Paper: Physical Science Blue Print & Weightage TablesNikhilesh VarmaNo ratings yet
- The Bleaching of Palm Oil Using Activated Charcoal2Document9 pagesThe Bleaching of Palm Oil Using Activated Charcoal2Revivalist Ekele StephenNo ratings yet
- Sds Sh30042 Us enDocument8 pagesSds Sh30042 Us enJaviera FerradaNo ratings yet
- Ficha Tecnica SWX - 150 Fundente HobartDocument5 pagesFicha Tecnica SWX - 150 Fundente HobartJuan David AlbarracínNo ratings yet
- Sanitation, Cleaning, and Disinfecting Poultry FacilitiesDocument4 pagesSanitation, Cleaning, and Disinfecting Poultry Facilitiesronalit malintadNo ratings yet