You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- (Ebook - Free Energy) - Free - Energy - Projects - 1Document152 pages(Ebook - Free Energy) - Free - Energy - Projects - 1Lsor76100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Chapter - 7 Respiration in PlantsDocument6 pagesChapter - 7 Respiration in Plantsben martinNo ratings yet
- Danika Tynes ResumeDocument6 pagesDanika Tynes ResumeDanika Tynes100% (1)
- Bedini - John Bedini MotorDocument7 pagesBedini - John Bedini MotorAlonso LopezNo ratings yet
- 4 SuperchargingDocument36 pages4 SuperchargingKaushal Chaudhari100% (4)
- Are We Free Psychology and Free Will PDFDocument367 pagesAre We Free Psychology and Free Will PDFAlonso Lopez100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hieronimus Machine ManualDocument39 pagesHieronimus Machine ManualAlonso Lopez100% (3)
- IBISworldtop2000Jan2018Document738 pagesIBISworldtop2000Jan2018Tasty BitesNo ratings yet
- Finishing Works Method Statement For Building ConstructionDocument14 pagesFinishing Works Method Statement For Building ConstructionElxao XanNo ratings yet
- Polymer DegradationDocument12 pagesPolymer DegradationDilaFirizqinaNo ratings yet
- Diagnostik Meningitis Tuberkulosis Berdasar Skor Marais Dan Stadium Penyakit Di Rs Saiful Anwar MalangDocument4 pagesDiagnostik Meningitis Tuberkulosis Berdasar Skor Marais Dan Stadium Penyakit Di Rs Saiful Anwar MalangMuhammad Riza DarmawanNo ratings yet
- Lakhovsky Oscillating Circuits PDFDocument8 pagesLakhovsky Oscillating Circuits PDFAlonso LopezNo ratings yet
- Georges Lakhovsky - Waves That HealDocument36 pagesGeorges Lakhovsky - Waves That HealAlonso LopezNo ratings yet
- Beginners Course On Radionics by Pete RadattiDocument22 pagesBeginners Course On Radionics by Pete RadattiAlonso LopezNo ratings yet
- (Ebook - Free Energy) - Nikola Tesla Invented RadioDocument3 pages(Ebook - Free Energy) - Nikola Tesla Invented RadioAlonso LopezNo ratings yet
- Project Proposal Group 2. FelixDocument10 pagesProject Proposal Group 2. FelixtheronNo ratings yet
- BPOPS Plan 2023Document1 pageBPOPS Plan 2023Omar Dizon II100% (1)
- The Essential Building Product Review 2016 2Document35 pagesThe Essential Building Product Review 2016 2herisNo ratings yet
- CDC, FDA Faked Covid' Testing Protocol by Using Human Cells Mixed With Common Cold Virus FragmentsDocument13 pagesCDC, FDA Faked Covid' Testing Protocol by Using Human Cells Mixed With Common Cold Virus FragmentsZamfirMarian100% (1)
- Medicinal Use of Sunflower Oil and Present Status of Sunflower inDocument8 pagesMedicinal Use of Sunflower Oil and Present Status of Sunflower inkadma13No ratings yet
- Sika 521Document3 pagesSika 521Natasha KamalNo ratings yet
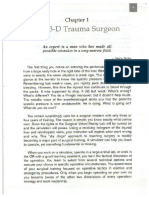
- Top Knife Section 1Document47 pagesTop Knife Section 1orelglibNo ratings yet
- Buildings Department Practice Note For Authorized Persons, Registered Structural Engineers and Registered Geotechnical Engineers APP-37Document22 pagesBuildings Department Practice Note For Authorized Persons, Registered Structural Engineers and Registered Geotechnical Engineers APP-37Mahesh SuranaNo ratings yet
- Gender Awareness Development A ReviewDocument49 pagesGender Awareness Development A ReviewKardo Chuy ChuyNo ratings yet
- Judy Baker ResumeDocument3 pagesJudy Baker Resumeapi-276479146No ratings yet
- List of Coded Health Facilities in Niger StateDocument36 pagesList of Coded Health Facilities in Niger StatedanjuwamNo ratings yet
- Security Agency Draft Affidavit Oct 18Document3 pagesSecurity Agency Draft Affidavit Oct 18Narayan SinghNo ratings yet
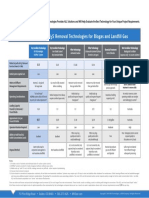
- Comparison of Common H2S Removal Technologies For Biogas and Landfill GasDocument1 pageComparison of Common H2S Removal Technologies For Biogas and Landfill GasJess GohNo ratings yet
- Investigation of May 29, 2019, Fatality: BSEE Panel Report 2021-001Document40 pagesInvestigation of May 29, 2019, Fatality: BSEE Panel Report 2021-001Harsh PatelNo ratings yet
- Marketing Communication I Assignment (Advertisement)Document13 pagesMarketing Communication I Assignment (Advertisement)Serene_98No ratings yet
- Anatomi & Fisiologi Sistem RespirasiDocument57 pagesAnatomi & Fisiologi Sistem RespirasijuliandiNo ratings yet
- Resolution Perspective ConferenceDocument8 pagesResolution Perspective ConferenceMaria AnghelacheNo ratings yet
- Fertilizers, Importance and TypesDocument22 pagesFertilizers, Importance and TypesqadriranaNo ratings yet
- Lof 2000Document12 pagesLof 2000seaguyinNo ratings yet
- Conveyor Belt Related Equations2010Document7 pagesConveyor Belt Related Equations2010Amit BhaduriNo ratings yet
- 01-10-22 - JR - Super60 - Jee-Main - WTM-14 - Key & Sol'sDocument16 pages01-10-22 - JR - Super60 - Jee-Main - WTM-14 - Key & Sol'sPrabhakar BandaruNo ratings yet
- Anh 11. Midterm 1 Test. 2021 2022. Đề Chính Thức. Đáp ÁnDocument5 pagesAnh 11. Midterm 1 Test. 2021 2022. Đề Chính Thức. Đáp ÁnĐỗ PhongNo ratings yet
- Scilogex MS-HS10 and MS-M-S10 Hotplate and Magnetic Stirrer User ManualDocument11 pagesScilogex MS-HS10 and MS-M-S10 Hotplate and Magnetic Stirrer User ManualJack DanielNo ratings yet