You might also like
- Catalytic Reduction of Carboxylic Acids to Aldehydes using Formic Acid under PressureDocument3 pagesCatalytic Reduction of Carboxylic Acids to Aldehydes using Formic Acid under Pressurebanjo010% (1)
- Ketene Production and Utilization Experimental StudyDocument4 pagesKetene Production and Utilization Experimental Studyspedhome1No ratings yet
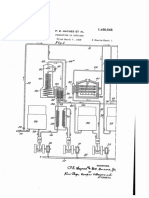
- ,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanDocument3 pages,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanrzgarNo ratings yet
- Processes and Apparatus For Producing Acetic Acid From. Ace Aldehyde.Document4 pagesProcesses and Apparatus For Producing Acetic Acid From. Ace Aldehyde.juanNo ratings yet
- Jan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952Document3 pagesJan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952MuhlisaApriliaNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- Fig - F: March 30, 1954 M. J. Stu'RzmanDocument6 pagesFig - F: March 30, 1954 M. J. Stu'RzmanBernice JohnsonNo ratings yet
- Separating C8 Aromatic Hydrocarbons by Series Column DistillationDocument4 pagesSeparating C8 Aromatic Hydrocarbons by Series Column DistillationAnonymous 8dSjJVHsEkNo ratings yet
- Manufacture of Ethyl Benzene Using Zeolite CatalystDocument8 pagesManufacture of Ethyl Benzene Using Zeolite CatalystMario VensfiseCrewNo ratings yet
- Us 2498806Document7 pagesUs 2498806regina pramuditaNo ratings yet
- Paten Asm Astat Dari Asetaldehid TH1975Document4 pagesPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaNo ratings yet
- Haynes - Curme - 1923 - Production of EthyleneDocument6 pagesHaynes - Curme - 1923 - Production of EthyleneEdwinAndresRodriguezNo ratings yet
- Vinyl AcetateDocument2 pagesVinyl AcetateMohit YaduwanshiNo ratings yet
- Acetaldehyde Methods 2520of 2520 ProductionDocument6 pagesAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- Control sulphuric acid temperatures with flexible bypassDocument3 pagesControl sulphuric acid temperatures with flexible bypasssafiraginaNo ratings yet
- United States Patent Office: Patented Feb. 6, 1951Document3 pagesUnited States Patent Office: Patented Feb. 6, 1951karmilaNo ratings yet
- Jan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Document5 pagesJan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Rzn LaviNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- United States Patent: Patented June 15, 1971Document3 pagesUnited States Patent: Patented June 15, 1971cantikNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- Us 4396789Document7 pagesUs 4396789Elias JúniorNo ratings yet
- Cooper. Process For The Production of Acetic Anhydride and Acetic Acid - European Patent Office - EP 0087870 B1Document9 pagesCooper. Process For The Production of Acetic Anhydride and Acetic Acid - European Patent Office - EP 0087870 B1John Patrick DagleNo ratings yet
- July 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Document5 pagesJuly 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Yanpiero BalladoresNo ratings yet
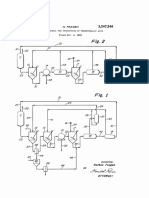
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- US3126422 EnglishDocument3 pagesUS3126422 EnglishMarike Bunga HarfintanaNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- Process for Manufacturing Acetic Acid Using Activated Copper Oxide CatalystDocument5 pagesProcess for Manufacturing Acetic Acid Using Activated Copper Oxide CatalystDAMIAN RAMOS CRISTHIAN JESUSNo ratings yet
- 2017CHE008 DetailedProcessDescription1Document17 pages2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNo ratings yet
- US3039853 (Channel Patent)Document2 pagesUS3039853 (Channel Patent)Dewi Aiiu NabillaNo ratings yet
- Bs 2évy A? Cluuoraes: Hydration of EthersDocument4 pagesBs 2évy A? Cluuoraes: Hydration of EthersArpit PatelNo ratings yet
- Teal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210Document4 pagesTeal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210juzmailmaNo ratings yet
- Oil Absorption Calculations for Propane RecoveryDocument3 pagesOil Absorption Calculations for Propane Recoveryfaisalmurad67% (3)
- Preparation of Ketene From Glacial Acetic Acid.Document16 pagesPreparation of Ketene From Glacial Acetic Acid.TIm SnyderNo ratings yet
- United States Patent 1191: RedfordDocument6 pagesUnited States Patent 1191: Redfordhaddig8No ratings yet
- US1938609Document3 pagesUS1938609分析室信箱No ratings yet
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- Integrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl AcetateDocument44 pagesIntegrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl Acetatearif ihwandaNo ratings yet
- Laboratory: (Contribution FromDocument4 pagesLaboratory: (Contribution FromHarmanNo ratings yet
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Reactions of Ketene - Ind. Eng. Chem., 1949, 41 (4), PP 765-770Document6 pagesReactions of Ketene - Ind. Eng. Chem., 1949, 41 (4), PP 765-770muopioidreceptorNo ratings yet
- FF PDFDocument19 pagesFF PDFSyed Shamsul ArefinNo ratings yet
- European Patent Application: Process and Plant For Ammonia-Urea ProductionDocument16 pagesEuropean Patent Application: Process and Plant For Ammonia-Urea ProductionRashminda AttanayakeNo ratings yet
- Us 20120035390Document18 pagesUs 20120035390sariNo ratings yet
- OPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430Document4 pagesOPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430muopioidreceptor100% (1)
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- Patent for Catalytic Dehydrogenation of Ethanol ProcessDocument4 pagesPatent for Catalytic Dehydrogenation of Ethanol ProcessDwiPurwatiNo ratings yet
- Removing H2S from CO2-rich gas with CO2-containing solventDocument4 pagesRemoving H2S from CO2-rich gas with CO2-containing solventIveth RomeroNo ratings yet
- Us 20080005966Document5 pagesUs 20080005966trinasariNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- Vapor-liquid phase separation of hydroconversion process effluentDocument6 pagesVapor-liquid phase separation of hydroconversion process effluentGalang Hanif AbdulahNo ratings yet
- Decrease in Carbonyl Sulfide in The Feed To Claus Converters Shift CatalystsDocument3 pagesDecrease in Carbonyl Sulfide in The Feed To Claus Converters Shift CatalystsJoel OngNo ratings yet
- Us1951789 PDFDocument5 pagesUs1951789 PDFJames EdwardsNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Document6 pagesUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiNo ratings yet
- Light Monoolefins From Methanol And/or Dimethyl Ether: BonifazDocument12 pagesLight Monoolefins From Methanol And/or Dimethyl Ether: BonifazSp4rkZ87No ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- EXAMPLE ChBE Resumes PDFDocument6 pagesEXAMPLE ChBE Resumes PDFMary Grace VelitarioNo ratings yet
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioNo ratings yet
- Novel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniDocument26 pagesNovel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniMary Grace VelitarioNo ratings yet
- BioethanolProduction SimulationreportDocument13 pagesBioethanolProduction SimulationreportMary Grace VelitarioNo ratings yet
- Third Law of Thermodynamics: What Is A Solvent?Document5 pagesThird Law of Thermodynamics: What Is A Solvent?Mary Grace VelitarioNo ratings yet
- Production of Formaldehyde From MethanolDocument200 pagesProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- Undergraduate Sample Resumes - Cit PDFDocument13 pagesUndergraduate Sample Resumes - Cit PDFMary Grace VelitarioNo ratings yet
- Student Protfolio in Work ImmersionDocument5 pagesStudent Protfolio in Work ImmersionMaureen Lapat100% (1)
- Contoh Proposal Bisnis PlanDocument31 pagesContoh Proposal Bisnis PlanHadianto Nugroho100% (4)
- Mac Report 2013-IV IndustrialDocument194 pagesMac Report 2013-IV IndustrialMary Grace VelitarioNo ratings yet
- ArticleDocument6 pagesArticleMariam AsgharNo ratings yet
- Phenolformaldehyde Resin Manufacture 1956 PDFDocument2 pagesPhenolformaldehyde Resin Manufacture 1956 PDFMary Grace VelitarioNo ratings yet
- Design and Study of Manufacturing of Polyester Plant Using Pta and MegDocument8 pagesDesign and Study of Manufacturing of Polyester Plant Using Pta and MegUgurNo ratings yet
- Puron® Refrigerant R-410ADocument12 pagesPuron® Refrigerant R-410AMary Grace VelitarioNo ratings yet
- Cooling India with Less Warming: Examining Patents for HFC AlternativesDocument12 pagesCooling India with Less Warming: Examining Patents for HFC AlternativesMary Grace VelitarioNo ratings yet
- Mac Report 2013-IV IndustrialDocument194 pagesMac Report 2013-IV IndustrialMary Grace VelitarioNo ratings yet
- The Future of AC Report - Full Report - 0 PDFDocument94 pagesThe Future of AC Report - Full Report - 0 PDFMary Grace VelitarioNo ratings yet
- Phenol-formaldehyde runaway reaction case study analyzedDocument6 pagesPhenol-formaldehyde runaway reaction case study analyzedMary Grace VelitarioNo ratings yet
- Hvac Excellence Hfo Presentation PDFDocument83 pagesHvac Excellence Hfo Presentation PDFMary Grace VelitarioNo ratings yet
- Production of Ethyl Acetate and Propionic Acid From Methanol and Synthesis GasDocument22 pagesProduction of Ethyl Acetate and Propionic Acid From Methanol and Synthesis GasMary Grace VelitarioNo ratings yet
- Novel HPPO Process Produces Propylene Oxide Without CoproductsDocument6 pagesNovel HPPO Process Produces Propylene Oxide Without CoproductsMary Grace VelitarioNo ratings yet
- Envhper00468 0125Document6 pagesEnvhper00468 0125PuLung SambadhaNo ratings yet
- Design and Study of Manufacturing of Polyester Plant Using Pta and MegDocument8 pagesDesign and Study of Manufacturing of Polyester Plant Using Pta and MegUgurNo ratings yet
- Process for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioDocument7 pagesProcess for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioMary Grace VelitarioNo ratings yet
- Phenolformaldehyde Resin Manufacture 1956 PDFDocument2 pagesPhenolformaldehyde Resin Manufacture 1956 PDFMary Grace VelitarioNo ratings yet
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFMary Grace VelitarioNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- Processes 03 00684 v2 PDFDocument15 pagesProcesses 03 00684 v2 PDFMary Grace VelitarioNo ratings yet
- Different Methods of Pet Production and Its EconomyDocument2 pagesDifferent Methods of Pet Production and Its EconomyMary Grace VelitarioNo ratings yet
- Fuel Production From Pyrolysis of Natural and Synthetic Rubbers PDFDocument8 pagesFuel Production From Pyrolysis of Natural and Synthetic Rubbers PDFMary Grace VelitarioNo ratings yet
- 07 Antioxidant Activity of Extracts From in Vitro Cultures PDFDocument6 pages07 Antioxidant Activity of Extracts From in Vitro Cultures PDFAmy MaldonadoNo ratings yet
- ICPE-9800 Series: Supplies and Maintenance PartsDocument23 pagesICPE-9800 Series: Supplies and Maintenance PartsCarlos Eduardo FreuNo ratings yet
- Official: Á1051Ñ Cleaning Glass ApparatusDocument3 pagesOfficial: Á1051Ñ Cleaning Glass ApparatusDilawar BakhtNo ratings yet
- Crystal-Clear Synthetic Resin Adhesive For A Universal ApplicationDocument2 pagesCrystal-Clear Synthetic Resin Adhesive For A Universal ApplicationMohamedNo ratings yet
- FTIR Crystal Referance GuideDocument11 pagesFTIR Crystal Referance GuideberkahNo ratings yet
- D2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselDocument22 pagesD2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselEhsan ZiaeiNo ratings yet
- Acetone (Merck) PDFDocument6 pagesAcetone (Merck) PDFTiara RiaNo ratings yet
- Tutorial 12 ASPEN PLUS Sensitivity Analysis and Transport PropertiesDocument14 pagesTutorial 12 ASPEN PLUS Sensitivity Analysis and Transport PropertiesramsrivatsanNo ratings yet
- Organic Conversions Grade 12Document20 pagesOrganic Conversions Grade 12florenceNo ratings yet
- Acetone SDS PDFDocument10 pagesAcetone SDS PDFLeslieBigbearNo ratings yet
- UPS Chemical Table - ICAO/IATA Version (U.S. Air PackagesDocument146 pagesUPS Chemical Table - ICAO/IATA Version (U.S. Air PackagesgeorgevoommenNo ratings yet
- Organic Compounds PropertiesDocument3 pagesOrganic Compounds Propertiesgloria tolentinoNo ratings yet
- The Production of Cumene Using Zeolite Catalyst Aspen Model DocumentationDocument16 pagesThe Production of Cumene Using Zeolite Catalyst Aspen Model Documentationديانا محمدNo ratings yet
- Mass Bal Exp 2Document2 pagesMass Bal Exp 2Witold KwapinskiNo ratings yet
- Unit-I: Propylene & Its DerivativesDocument86 pagesUnit-I: Propylene & Its DerivativesMeghana SNo ratings yet
- KetonesDocument2 pagesKetonesKARLA SOFIA ROMANTICONo ratings yet
- Importance of AcetoningDocument7 pagesImportance of AcetoningErChochaVirenNo ratings yet
- RIL production department functionsDocument54 pagesRIL production department functionsAshik SureshNo ratings yet
- F 947Document75 pagesF 947enriqueramoscNo ratings yet
- Polyglass VEHA - Surface Prep and Application ProcedureDocument6 pagesPolyglass VEHA - Surface Prep and Application Proceduresyed jeelani ahmedNo ratings yet
- Esthetician Vocab Card PDFDocument194 pagesEsthetician Vocab Card PDFCarmen GuidettiNo ratings yet
- Methoxycarbonylation of Ketones With Dimethyl Carbonate Over Solid BaseDocument5 pagesMethoxycarbonylation of Ketones With Dimethyl Carbonate Over Solid BaseBobyEsterandoNo ratings yet
- Tpu AdhesiveDocument20 pagesTpu AdhesivePrashanth CVNo ratings yet
- Block Diagram Steam Jet Ejector SystemDocument7 pagesBlock Diagram Steam Jet Ejector SystemCSNo ratings yet
- Paper Chromatography by GTKDocument29 pagesPaper Chromatography by GTKAshik BabuNo ratings yet
- Lecture 18 - Isopropanol and Acetone From PropyleneDocument6 pagesLecture 18 - Isopropanol and Acetone From PropyleneRichardN55No ratings yet
- Pre Feasibility Study For MIBK Plant - IndiaDocument35 pagesPre Feasibility Study For MIBK Plant - IndiaShiv KothariNo ratings yet
- Chapter 2 Chem ReviewerDocument11 pagesChapter 2 Chem ReviewerCHRISTIAN JAY CORPUZNo ratings yet
- Astm E595.2025241-1Document9 pagesAstm E595.2025241-1jun floresNo ratings yet