You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- !learning Digital PhotographyDocument55 pages!learning Digital PhotographyklausoshoNo ratings yet
- Tutorial - 2 - Structural Static Simulation Using Altair SimLabDocument19 pagesTutorial - 2 - Structural Static Simulation Using Altair SimLabklausoshoNo ratings yet
- Sheet-Metal Forming ProcessesDocument56 pagesSheet-Metal Forming Processesenverkara80No ratings yet
- Ball-Burnishing Effect On Deep Residual Stress On AISI 1038 and AA2017-T4Document11 pagesBall-Burnishing Effect On Deep Residual Stress On AISI 1038 and AA2017-T4klausoshoNo ratings yet
- Speos Light Modeling v15.1Document251 pagesSpeos Light Modeling v15.1klausoshoNo ratings yet
- Sheet-Metal Forming ProcessesDocument56 pagesSheet-Metal Forming Processesenverkara80No ratings yet
- Thermo-Mechanical Finite Element Modeling of The Laser Treatment of Titanium Cold-Sprayed CoatingDocument17 pagesThermo-Mechanical Finite Element Modeling of The Laser Treatment of Titanium Cold-Sprayed CoatingklausoshoNo ratings yet
- Tutorial - 1 - Heat Transfer Simulation Using Altair SimLabDocument17 pagesTutorial - 1 - Heat Transfer Simulation Using Altair SimLabklausoshoNo ratings yet
- Pippan Et Al-2017-Fatigue Fracture of Engineering Materials StructuresDocument25 pagesPippan Et Al-2017-Fatigue Fracture of Engineering Materials StructuresFrancesco MontagnoliNo ratings yet
- Detecting Gear Tooth Fatigue CracksDocument18 pagesDetecting Gear Tooth Fatigue CracksklausoshoNo ratings yet
- Effect of Burnishing Force and Feed On The Depth of The Surface Hardened Layer in Plane Surface Ball BurnishingDocument14 pagesEffect of Burnishing Force and Feed On The Depth of The Surface Hardened Layer in Plane Surface Ball BurnishingklausoshoNo ratings yet
- FE Simulation of Ultrasonic Vibrations in TurningDocument11 pagesFE Simulation of Ultrasonic Vibrations in TurningklausoshoNo ratings yet
- 2019 DYNAmore Seminarbrochure e PDFDocument64 pages2019 DYNAmore Seminarbrochure e PDFklausoshoNo ratings yet
- Coupled Eulerian Lagrangian Finite Element Modeling of Friction Stir Welding Processesj 20f.al Badourstal - coupledEulerianLagranianDocument8 pagesCoupled Eulerian Lagrangian Finite Element Modeling of Friction Stir Welding Processesj 20f.al Badourstal - coupledEulerianLagranianklausoshoNo ratings yet
- FEA of Impact On Steering WheelDocument260 pagesFEA of Impact On Steering WheelklausoshoNo ratings yet
- Rivets Web5116 PDFDocument61 pagesRivets Web5116 PDFklausoshoNo ratings yet
- FEA of Impact On Steering WheelDocument260 pagesFEA of Impact On Steering WheelklausoshoNo ratings yet
- 2019 DYNAmore Seminarbrochure e PDFDocument64 pages2019 DYNAmore Seminarbrochure e PDFklausoshoNo ratings yet
- Vehicle Level Ufea Process Using Ansa, Abaqus and SimuliaDocument20 pagesVehicle Level Ufea Process Using Ansa, Abaqus and SimuliaklausoshoNo ratings yet
- True Stress-Strain ME 207 - Chapter 3 - P3Document13 pagesTrue Stress-Strain ME 207 - Chapter 3 - P3klausoshoNo ratings yet
- Full Range Stress Strain CurvesDocument45 pagesFull Range Stress Strain CurvesLoffegutt100% (1)
- Overview ALE in LS DYNA PDFDocument48 pagesOverview ALE in LS DYNA PDFAhmet VeliNo ratings yet
- Mil STD 810gDocument804 pagesMil STD 810gEddieT100% (1)
- Avadhuta Gita PDFDocument40 pagesAvadhuta Gita PDFSairam BurgulaNo ratings yet
- 2018 DYNAmore Seminar Brochure EDocument64 pages2018 DYNAmore Seminar Brochure EklausoshoNo ratings yet
- Celanex 3316Document5 pagesCelanex 3316klausoshoNo ratings yet
- True Stress-Strain ME 207 - Chapter 3 - P3Document13 pagesTrue Stress-Strain ME 207 - Chapter 3 - P3klausoshoNo ratings yet
- Metals: A Finite Element Model To Simulate Defect Formation During Friction Stir WeldingDocument15 pagesMetals: A Finite Element Model To Simulate Defect Formation During Friction Stir Weldingsanjay_dutta_5No ratings yet
- Avadhuta Gita PDFDocument40 pagesAvadhuta Gita PDFSairam BurgulaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Polymers For Novel Drug Delivery Systems 2003Document34 pagesPolymers For Novel Drug Delivery Systems 2003praveenammmulaNo ratings yet
- Inverted SiphonDocument39 pagesInverted Siphonalee67% (3)
- ETABS Examples ManualDocument50 pagesETABS Examples ManualnasrNo ratings yet
- Light Soaking ChamberDocument3 pagesLight Soaking ChamberUmer MahmoodNo ratings yet
- Dop 10076 Paroc Extra en UsDocument2 pagesDop 10076 Paroc Extra en UsJānis DimantsNo ratings yet
- X Tan G : CE Review For Nov 2022 - Hydraulics 7Document1 pageX Tan G : CE Review For Nov 2022 - Hydraulics 7JuDeNo ratings yet
- Byk Ts-A5 Putties enDocument6 pagesByk Ts-A5 Putties enSebastian GonzalezNo ratings yet
- CHE3044F Reactor Design Tutorial ProblemsDocument4 pagesCHE3044F Reactor Design Tutorial ProblemsnmhatityeNo ratings yet
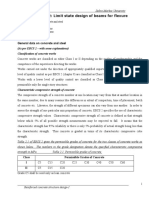
- Chapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelDocument27 pagesChapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelAntenehNo ratings yet
- Lecture 4: Adsorption: The Islamic University of Gaza-Environmental Engineering Department Water Treatment (EENV - 4331)Document45 pagesLecture 4: Adsorption: The Islamic University of Gaza-Environmental Engineering Department Water Treatment (EENV - 4331)Anuja Padole100% (1)
- Chapter 18Document38 pagesChapter 18NewtinhooNo ratings yet
- Syllabus MSPHYS 2020-2021-1Document67 pagesSyllabus MSPHYS 2020-2021-1mithunNo ratings yet
- Q4 LP7 GenPysics2Document11 pagesQ4 LP7 GenPysics2ROMELYN GRACE BORBENo ratings yet
- CalibrationDocument13 pagesCalibrationAmanjit SinghNo ratings yet
- Cold Forming and Heat Treatment Requirement of Austenitic Stainless Steel Tubes.Document5 pagesCold Forming and Heat Treatment Requirement of Austenitic Stainless Steel Tubes.R kumarNo ratings yet
- Annual Xi Sample Paper 22-23Document6 pagesAnnual Xi Sample Paper 22-23Cat ChanNo ratings yet
- p121 RWB CombinedDocument278 pagesp121 RWB CombinedeiufjojNo ratings yet
- Prof. Dr.-Ing. Uwe Franzke ILK Dresden Cooling Loads - The New Standard VDI 2078Document25 pagesProf. Dr.-Ing. Uwe Franzke ILK Dresden Cooling Loads - The New Standard VDI 2078Sashko GjorgievskiNo ratings yet
- ANSI Z97.1 SummaryDocument4 pagesANSI Z97.1 SummaryAli YalazNo ratings yet
- Hermetic CAN&CNFDocument20 pagesHermetic CAN&CNFkikechuNo ratings yet
- TDocument2 pagesTmariaNo ratings yet
- PHY303 Assignment 2 Solutions PDFDocument5 pagesPHY303 Assignment 2 Solutions PDFJohn McLovenNo ratings yet
- Section 10.2: Theoretical Acid-Base Definitions: Chapter 10: Acids and BasesDocument2 pagesSection 10.2: Theoretical Acid-Base Definitions: Chapter 10: Acids and BasesPavni ChandaniNo ratings yet
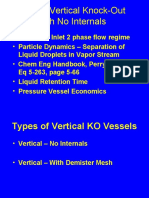
- KO VesselDocument28 pagesKO VesselMahroosh KhawajaNo ratings yet
- General Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionDocument22 pagesGeneral Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionRona Mae BetitaNo ratings yet
- BeltsDocument1 pageBeltsAngielou SialanaNo ratings yet
- Steel DesignDocument140 pagesSteel DesignGlenn PaaNo ratings yet
- Boussinesq Modeling of Longshore CurrentsDocument18 pagesBoussinesq Modeling of Longshore CurrentsnikifNo ratings yet
- Robot End EffectorDocument25 pagesRobot End EffectortarasasankaNo ratings yet
- Recent Advances On Hybrid Integration of 2D Materials On Integrated Optics PlatformsDocument24 pagesRecent Advances On Hybrid Integration of 2D Materials On Integrated Optics PlatformsArka GhoshNo ratings yet