You might also like
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- How's Steel Manufactured?: Raw Materials For IronmakingDocument6 pagesHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93No ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- How's Steel Manufactured?: Raw Materials For IronmakingDocument6 pagesHow's Steel Manufactured?: Raw Materials For Ironmakingamitkhanna71No ratings yet
- Steel MakingDocument8 pagesSteel MakingCheeragNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- 3.3. MetalsDocument7 pages3.3. MetalsVinothKumarVinothNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Cokeless Iron Making Procedures Are Currently Being Studied And, in Some Places, ImplementedDocument9 pagesCokeless Iron Making Procedures Are Currently Being Studied And, in Some Places, ImplementedVinothKumarVinothNo ratings yet
- Iron Metallurgy by Nwaogbe JohnDocument26 pagesIron Metallurgy by Nwaogbe JohnDavid UdohNo ratings yet
- Steelmaking Is The Process For ProducingDocument6 pagesSteelmaking Is The Process For ProducingKaustav NayakNo ratings yet
- Lecture 4 J TanyanyiwaDocument17 pagesLecture 4 J TanyanyiwaRumbidzai MunguniNo ratings yet
- STL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFDocument9 pagesSTL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFephNo ratings yet
- Proceso Bof en InglesDocument25 pagesProceso Bof en InglesMossstazzzaNo ratings yet
- Steel MakingDocument38 pagesSteel Makings.samNo ratings yet
- Blast Furnace to Steel Mill: The 6 Steps of Modern SteelmakingDocument18 pagesBlast Furnace to Steel Mill: The 6 Steps of Modern SteelmakingjessicaNo ratings yet
- Steel Making FundamentalsDocument42 pagesSteel Making FundamentalsHimadhar Sadu100% (1)
- CH 5 - Ferrous Metals and AlloysDocument45 pagesCH 5 - Ferrous Metals and AlloysYhan SombilonNo ratings yet
- Toaz - Info Steel Making PRDocument38 pagesToaz - Info Steel Making PRtitiNo ratings yet
- A. Metallic:: 3.1. Physical and Chemical PropertiesDocument7 pagesA. Metallic:: 3.1. Physical and Chemical PropertiesVinothKumarVinothNo ratings yet
- Giao Trinh Han-BASIC - WeldingDocument66 pagesGiao Trinh Han-BASIC - WeldingThảo PhanNo ratings yet
- Steel PDFDocument82 pagesSteel PDFGloremay Ann AlemanNo ratings yet
- E Mat: Engineering MaterialsDocument135 pagesE Mat: Engineering MaterialsStevenson CacNo ratings yet
- 2 Electric Arc Furnace Steelmaking and Slag Formation, Composition, and DistributionDocument14 pages2 Electric Arc Furnace Steelmaking and Slag Formation, Composition, and DistributionAnca ElenaNo ratings yet
- Danish ImportantDocument14 pagesDanish ImportantDanish_Memon_68No ratings yet
- Ibrahim TrainingDocument7 pagesIbrahim Trainingahmedameer20189No ratings yet
- How Is Steel Made Steel Production Process With PDFDocument4 pagesHow Is Steel Made Steel Production Process With PDFastronaut0303No ratings yet
- Steelmaking: An Introduction to the Key ProcessesDocument10 pagesSteelmaking: An Introduction to the Key ProcessesJanine ToledoNo ratings yet
- MetallurgyDocument190 pagesMetallurgyJose J. Nuñez100% (2)
- Basic Oxygen SteelmakingDocument11 pagesBasic Oxygen SteelmakingRahul Pandey100% (1)
- Building Materials - Ferrous and Non-FerrousDocument24 pagesBuilding Materials - Ferrous and Non-FerrousDevansh MehtaNo ratings yet
- Fig 1 Some of The Ladle Metallurgy ProcessesDocument4 pagesFig 1 Some of The Ladle Metallurgy ProcessesNikesh KoliNo ratings yet
- Iron and Steel MakingDocument219 pagesIron and Steel Makingpahnin86% (7)
- Metallurgy Assignment - Rev - 3Document21 pagesMetallurgy Assignment - Rev - 3Maria CutajarNo ratings yet
- Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaDocument219 pagesSmarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaJEANNo ratings yet
- Metallurgical Industry 12.5-1 10/86: (Reformatted 1/95)Document3 pagesMetallurgical Industry 12.5-1 10/86: (Reformatted 1/95)rmuhumuzaNo ratings yet
- Ion and Steel MakingDocument219 pagesIon and Steel MakingKarthick S JakNo ratings yet
- Steel Making - Nptel PDFDocument214 pagesSteel Making - Nptel PDFanurag3069100% (3)
- Gray Iron Foundries Produce Durable CastingsDocument20 pagesGray Iron Foundries Produce Durable CastingsPatricia BrandNo ratings yet
- MetallurgyDocument90 pagesMetallurgyErmias GuragawNo ratings yet
- Making Steel in Induction FurnacesDocument21 pagesMaking Steel in Induction FurnacesShamsur Rahman RussellNo ratings yet
- Primary Metals Industry OverviewDocument23 pagesPrimary Metals Industry OverviewBurçin ÖzbayNo ratings yet
- Cap 22 - Procesos para La Obtención Del Acero - 1Document53 pagesCap 22 - Procesos para La Obtención Del Acero - 1Darwin Enrique Ocsa YucraNo ratings yet
- Steel Industry Glossary of TermsDocument14 pagesSteel Industry Glossary of TermsSoumyo Broto DasNo ratings yet
- Gray Iron Foundries Produce High-Strength CastingsDocument20 pagesGray Iron Foundries Produce High-Strength Castingsbebe3838No ratings yet
- Iron and Steel Manufacturing ProcessDocument28 pagesIron and Steel Manufacturing ProcessMarnel Roy Mayor78% (32)
- Iron Making: SyllabusDocument56 pagesIron Making: SyllabusSanjeev SahuNo ratings yet
- Steel and Iron Production ProcessesDocument59 pagesSteel and Iron Production ProcessesGianardo Satria PrimandanuNo ratings yet
- Structural steelDocument6 pagesStructural steelZaid HabibuNo ratings yet
- Iron and Steel Manufacturing ProcessDocument28 pagesIron and Steel Manufacturing ProcessRelyboy de FiestaNo ratings yet
- Secondary Steel MakingDocument13 pagesSecondary Steel Makingsatish_trivedi100% (1)
- Steel MakingDocument5 pagesSteel MakingjonnelNo ratings yet
- Carbon Steel: StressDocument3 pagesCarbon Steel: StressAtul GaurNo ratings yet
- Key Words: Primary Steelmaking, Ladle Metallurgy, Ingot Casting, Continuous Casting ConceptDocument4 pagesKey Words: Primary Steelmaking, Ladle Metallurgy, Ingot Casting, Continuous Casting ConceptAbhijeet BhagavatulaNo ratings yet
- Automatic Ingot Feeder For BoundaryDocument5 pagesAutomatic Ingot Feeder For Boundaryieee4mybusinessonlyNo ratings yet
- Foundry: ProcessDocument6 pagesFoundry: ProcesszadacaNo ratings yet
- Metals NewDocument36 pagesMetals NewAbenet GetachewNo ratings yet
- Unit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureDocument63 pagesUnit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureKelvin TyhNo ratings yet
- Clean-Steel Practices in the Melt ShopDocument3 pagesClean-Steel Practices in the Melt Shopmp87_ingNo ratings yet
- Knfcustom PDFDocument11 pagesKnfcustom PDFNasim KhanNo ratings yet
- PDS - BearingCheck 894 and BearingCheck 824Document1 pagePDS - BearingCheck 894 and BearingCheck 824ratninp9368No ratings yet
- Measurement Techniques Concerning Droplet Size Distribution of Electrosprayed WaterDocument3 pagesMeasurement Techniques Concerning Droplet Size Distribution of Electrosprayed Waterratninp9368No ratings yet
- Good, Bad and Ugly Process Burner FlamesDocument3 pagesGood, Bad and Ugly Process Burner Flamesratninp9368No ratings yet
- PTQ 2020 - Revamps - ScribdDocument56 pagesPTQ 2020 - Revamps - Scribdratninp9368No ratings yet
- AERO QTR - 01-10 - ScribdDocument32 pagesAERO QTR - 01-10 - Scribdratninp9368No ratings yet
- The Weathering Magazine - Vietnam - ScribdDocument72 pagesThe Weathering Magazine - Vietnam - Scribdratninp9368100% (2)
- PTQ 2013 - Revamps - ScribdDocument68 pagesPTQ 2013 - Revamps - Scribdratninp9368No ratings yet
- Aero Q406Document32 pagesAero Q406Antony BalabanNo ratings yet
- The Surface Combustor-Heater With Cyclic Flow Reversal Combustion - ScribdDocument11 pagesThe Surface Combustor-Heater With Cyclic Flow Reversal Combustion - Scribdratninp9368No ratings yet
- Mist Eliminator Design - Scribd PDFDocument2 pagesMist Eliminator Design - Scribd PDFratninp9368No ratings yet
- Mist Eliminator Sizing and Design FactorsDocument2 pagesMist Eliminator Sizing and Design Factorsratninp9368No ratings yet
- MNL Iscan Software REV 6 - Scribd PDFDocument51 pagesMNL Iscan Software REV 6 - Scribd PDFratninp9368No ratings yet
- MNL Iscan Software REV 6 - Scribd PDFDocument51 pagesMNL Iscan Software REV 6 - Scribd PDFratninp9368No ratings yet
- US20130199622A1 Buckling Pin Valve - ScribdDocument17 pagesUS20130199622A1 Buckling Pin Valve - Scribdratninp9368No ratings yet
- MNL-iSCAN3REVD ScribdDocument26 pagesMNL-iSCAN3REVD Scribdratninp9368No ratings yet
- The Surface Combustor-Heater With Cyclic Flow Reversal Combustion - ScribdDocument11 pagesThe Surface Combustor-Heater With Cyclic Flow Reversal Combustion - Scribdratninp9368No ratings yet
- Guide To Contamination StandardsDocument8 pagesGuide To Contamination StandardsCarlos MejíaNo ratings yet
- Presentationlu 180126221936 PDFDocument20 pagesPresentationlu 180126221936 PDFhaptoorNo ratings yet
- Effect of Fouling on Heat Exchanger PerformanceDocument40 pagesEffect of Fouling on Heat Exchanger Performanceratninp9368No ratings yet
- Effect of Fouling on Heat Exchanger PerformanceDocument40 pagesEffect of Fouling on Heat Exchanger Performanceratninp9368No ratings yet
- A Study of The Turbulent Flow of A High Speed Coanda Jet - Scribd PDFDocument272 pagesA Study of The Turbulent Flow of A High Speed Coanda Jet - Scribd PDFratninp9368No ratings yet
- Chapter 7: Design and Operation of Steam-Assisted FlaresDocument44 pagesChapter 7: Design and Operation of Steam-Assisted FlaresBre WirabumiNo ratings yet
- Equation of StateDocument6 pagesEquation of StateJanardhan CnNo ratings yet
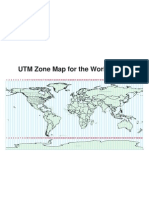
- UTM Zone Map for the WorldDocument1 pageUTM Zone Map for the WorldAgustinus Nugroho KarangNo ratings yet
- Seiko 9R PDFDocument23 pagesSeiko 9R PDFratninp9368No ratings yet
- An Experimental Study of Flame Lengths & Emission of Fully-Modulate Diffusion FLames PDFDocument124 pagesAn Experimental Study of Flame Lengths & Emission of Fully-Modulate Diffusion FLames PDFratninp9368No ratings yet
- Around 90 Lowres - ScribdDocument60 pagesAround 90 Lowres - Scribdratninp9368No ratings yet
- Introduction To Plastic ProcessingDocument55 pagesIntroduction To Plastic ProcessingShubham ChaudharyNo ratings yet
- Design of Timber Structures According ToDocument64 pagesDesign of Timber Structures According ToCurry LaludricsNo ratings yet
- AR Porta CabinDocument2 pagesAR Porta CabinVp SreejithNo ratings yet
- 703 - ABCM EXAM - 20-21-Question BankDocument4 pages703 - ABCM EXAM - 20-21-Question BankrenukaNo ratings yet
- Self Tapping Vs Self Drilling Vs Sheet Metal Screws GuideDocument1 pageSelf Tapping Vs Self Drilling Vs Sheet Metal Screws GuideMac-Ross CordovaNo ratings yet
- IS 456 Code Summary for Reinforced Concrete DesignDocument66 pagesIS 456 Code Summary for Reinforced Concrete DesignDebesh KuanrNo ratings yet
- Pilot Operated Pressure Regulator 6" 25P: Typical ApplicationsDocument2 pagesPilot Operated Pressure Regulator 6" 25P: Typical ApplicationsMatias MancillaNo ratings yet
- Cross Linked PolyethyleneDocument12 pagesCross Linked PolyethyleneMichael TaylorNo ratings yet
- TIRUPATHI ANNA CANTEEN - CorrectedDocument255 pagesTIRUPATHI ANNA CANTEEN - CorrectedChimakurthy NagarapanchayatNo ratings yet
- Rankawat - Nonlinear Seismic Evaluation of Confined Masonry Structures Using Equivalent Truss ModelDocument18 pagesRankawat - Nonlinear Seismic Evaluation of Confined Masonry Structures Using Equivalent Truss ModelSergio Alonso SunleyNo ratings yet
- Steel Making DefinitionDocument5 pagesSteel Making DefinitionAdrian WongNo ratings yet
- IKDC-BINKEI-FP-SAT-RFA-069 FA, Gas Suppression, Pre-ActionDocument33 pagesIKDC-BINKEI-FP-SAT-RFA-069 FA, Gas Suppression, Pre-ActionjendrikoNo ratings yet
- Proposed To Revision To QW-423.1: QW-423 Alternate Base Materials For Welder Qualification QW-423.1Document4 pagesProposed To Revision To QW-423.1: QW-423 Alternate Base Materials For Welder Qualification QW-423.1Marcio Jr.No ratings yet
- 1997 Uniform Building Code To UBC - IBC - Crossref - 06Document44 pages1997 Uniform Building Code To UBC - IBC - Crossref - 06Janardhan CharyuluNo ratings yet
- RDSO Drawing ListDocument42 pagesRDSO Drawing Listkaushik96040% (5)
- Photonic Crystal Based LEDsDocument5 pagesPhotonic Crystal Based LEDsChandan PathakNo ratings yet
- BUGUIAS CS Gabaldon, BENGUET PDFDocument6 pagesBUGUIAS CS Gabaldon, BENGUET PDFDenver Esyaben Sin-otNo ratings yet
- Cau 2014Document25 pagesCau 2014vinay1999No ratings yet
- New U LI Cable Support System Catalogue 2019Document185 pagesNew U LI Cable Support System Catalogue 2019muhamad faizNo ratings yet
- 6th Sem ExlDocument22 pages6th Sem Exlrakesh kumarNo ratings yet
- Composite Beams & Columns To Eurocode 4Document155 pagesComposite Beams & Columns To Eurocode 4dfdfdfasd324sad100% (2)
- Emerging Trends in Advancement of Formwork: March 2021Document14 pagesEmerging Trends in Advancement of Formwork: March 2021leovinNo ratings yet
- National Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingDocument39 pagesNational Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingAvijit DebnathNo ratings yet
- RCDocument31 pagesRCShita AlemieNo ratings yet
- BG2 2010 Commissioning Water SystemsDocument87 pagesBG2 2010 Commissioning Water SystemsFinlayNo ratings yet
- ABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)Document1 pageABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)DiegoTierradentroNo ratings yet
- Cement Kiln RefractoryDocument3 pagesCement Kiln Refractoryengr kazamNo ratings yet
- Detailing Reinforcement in Concrete StructuresDocument82 pagesDetailing Reinforcement in Concrete StructuresLarissa100% (1)
- EPSON010Document1 pageEPSON010Alice Margaret HargestNo ratings yet
- Commercial Hot Water and Space Heating v7Document4 pagesCommercial Hot Water and Space Heating v7stomakosNo ratings yet