You might also like
- Aiwa NSX-VC58Document41 pagesAiwa NSX-VC580000AbdielNo ratings yet
- SPAL - Brushless Axial FansDocument72 pagesSPAL - Brushless Axial FansRafa Lopez Puigdollers100% (1)
- Q5 2010 3.2L CalbDocument337 pagesQ5 2010 3.2L CalbErnesto CoronadoNo ratings yet
- Lucatron Tuning Manual STR 101 en V1L PDFDocument20 pagesLucatron Tuning Manual STR 101 en V1L PDFKrzysztof WojakowskiNo ratings yet
- Acer Aspire 9500 CSD Service Guide Factory Repair ManualDocument129 pagesAcer Aspire 9500 CSD Service Guide Factory Repair ManualSAPStuff100% (72)
- Automated Testing of Faults of An Automotive SystemDocument5 pagesAutomated Testing of Faults of An Automotive Systemwang100% (1)
- Rear Axle, Specifications General InformationDocument5 pagesRear Axle, Specifications General InformationVijju VjuNo ratings yet
- Sommer Twist-200e - 46685V001Document40 pagesSommer Twist-200e - 46685V001Vladimir Petrov100% (1)
- Wiring Diagram New Gen 500Document202 pagesWiring Diagram New Gen 500Ifan saputroNo ratings yet
- DPA5 BTConfigDocument18 pagesDPA5 BTConfigManuel KusminskyNo ratings yet
- CDS61236 Ethernet Superseal Connector Cable 1.8M (Rev A and Rev B)Document2 pagesCDS61236 Ethernet Superseal Connector Cable 1.8M (Rev A and Rev B)JAVIER ROMERONo ratings yet
- Clarion Pp2514l 2546lDocument28 pagesClarion Pp2514l 2546lpedro martinezNo ratings yet
- MAN CLA Brochure PDFDocument12 pagesMAN CLA Brochure PDFNtombiyana PaulinaNo ratings yet
- Component Description For Exhaust Aftertreatment Control UnitDocument2 pagesComponent Description For Exhaust Aftertreatment Control UnitAndrei BaluseNo ratings yet
- Product Scout Automotive: Oducts FR Om Onics Only!Document6 pagesProduct Scout Automotive: Oducts FR Om Onics Only!Vel MuruganNo ratings yet
- Breake System D3 Atw 5KDocument15 pagesBreake System D3 Atw 5KSteven Y.MNo ratings yet
- AE-05a en GesamtDocument134 pagesAE-05a en GesamtPetar NikolaevNo ratings yet
- ARB Retail: Price ListDocument609 pagesARB Retail: Price ListDalvionNo ratings yet
- Electric Wiring Diagram of ABS - ABD or ABS - ETSDocument2 pagesElectric Wiring Diagram of ABS - ABD or ABS - ETSMVPNo ratings yet
- SNORKEL s1930Document72 pagesSNORKEL s1930Luis De AndradeNo ratings yet
- STC700C5单行本 中英文版20220727Document16 pagesSTC700C5单行本 中英文版20220727Kevin AzrialNo ratings yet
- Inverter AssemblyDocument25 pagesInverter AssemblyNguyễn Khắc TâmNo ratings yet
- 2021 1208 Marine Commercial Pleasure NEF EDC7C1 CAN Spec Mar 2021Document50 pages2021 1208 Marine Commercial Pleasure NEF EDC7C1 CAN Spec Mar 2021KornNo ratings yet
- Tacklife DM01M MultimeterDocument83 pagesTacklife DM01M MultimeterJoseEliasNo ratings yet
- Man Tga 2.Document5 pagesMan Tga 2.Aigars MulisNo ratings yet
- Bosch Edc17cp51 cm3230b Irom tc1797 NissanDocument5 pagesBosch Edc17cp51 cm3230b Irom tc1797 NissanJesús CamposNo ratings yet
- Ubicacion Conectores Hilux 2016 SM - 3Document316 pagesUbicacion Conectores Hilux 2016 SM - 3amdresamadorNo ratings yet
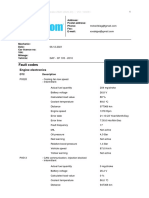
- Fault Codes: Engine ElectronicsDocument6 pagesFault Codes: Engine ElectronicsAtochkavNo ratings yet
- Rear Differential InformationDocument5 pagesRear Differential InformationVijju VjuNo ratings yet
- Smartlyte PlusDocument58 pagesSmartlyte Plusbiosite_116362783No ratings yet
- Eng 163284747Document30 pagesEng 163284747Ramon100% (1)
- Wiring Diagram of Front SAM Control Unit With Fuse and Relay Module (N10 - 1) 2Document5 pagesWiring Diagram of Front SAM Control Unit With Fuse and Relay Module (N10 - 1) 2Сергей АзаренкоNo ratings yet
- Bosch ENDocument14 pagesBosch ENMaayke lode JeurissenNo ratings yet
- IVECO EURO TRAKKER 4 - 5 - MANUAL Repair Manual PDFDocument1,702 pagesIVECO EURO TRAKKER 4 - 5 - MANUAL Repair Manual PDFMOHAC KILICASLANNo ratings yet
- Manual VW Golf 1 6 Tdi DSG SpecsDocument3 pagesManual VW Golf 1 6 Tdi DSG SpecsDarko KaracNo ratings yet
- Usaford Mpbsxxmxkset66057 2022-12-27092740amDocument1 pageUsaford Mpbsxxmxkset66057 2022-12-27092740amadiNo ratings yet
- Specs PDFDocument32 pagesSpecs PDFNiels LandaNo ratings yet
- NT Bosch Edc7uc31 Xrom Mpc562 Egpt Allbrand 1033Document3 pagesNT Bosch Edc7uc31 Xrom Mpc562 Egpt Allbrand 1033richie thenNo ratings yet
- ImpactDocument4 pagesImpactMyat KhantNo ratings yet
- XD - STPO - 20210401 - 1138 - Busses410545 - WEB41054523001519 - Final Quick Test Evo 19yfyDocument7 pagesXD - STPO - 20210401 - 1138 - Busses410545 - WEB41054523001519 - Final Quick Test Evo 19yfySteve HenryNo ratings yet
- Traxee Installation Guide enDocument170 pagesTraxee Installation Guide enazeNo ratings yet
- Exterior Lighting E70.: Aftersales Training - Product InformationDocument48 pagesExterior Lighting E70.: Aftersales Training - Product InformationYau Shien LiangNo ratings yet
- Jayair 14pressureDocument20 pagesJayair 14pressureleorio88No ratings yet
- Lexus 5 Speed A650E Gearbox Drawing Diodes 4Document1 pageLexus 5 Speed A650E Gearbox Drawing Diodes 4Franz PatiñoNo ratings yet
- 35 PDFDocument9 pages35 PDFbob loblawNo ratings yet
- MussoDocument491 pagesMussoyeferson mora guerrero100% (1)
- RPM Tech LM220 Parts Catalog s0300 Pmef 2676 and More Rev2Document100 pagesRPM Tech LM220 Parts Catalog s0300 Pmef 2676 and More Rev2Phil B.No ratings yet
- F1 To F20 Fuses N10/2 Rear Sam Control Unit With Fuse and Relay Module Atoc Relays Etoh Relays X Direction of TravelDocument2 pagesF1 To F20 Fuses N10/2 Rear Sam Control Unit With Fuse and Relay Module Atoc Relays Etoh Relays X Direction of Travelrodeoa0% (1)
- Volvo Penta Diesel StartersDocument5 pagesVolvo Penta Diesel StartersMarine Parts ChinaNo ratings yet
- Ecolife ZF 6AP1400B - Especificaciones de LubricantesDocument8 pagesEcolife ZF 6AP1400B - Especificaciones de LubricantesJorge Arrieta Torres100% (1)
- Infineon BTS432E2 PDFDocument14 pagesInfineon BTS432E2 PDFMarcio SantosNo ratings yet
- DTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputDocument7 pagesDTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputImesh SachinthaNo ratings yet
- Wiring Diagram: Engine Control Module, Brake Booster Relay, Leak Detection PumpDocument1 pageWiring Diagram: Engine Control Module, Brake Booster Relay, Leak Detection PumpManikanta JNo ratings yet
- Porsche Cayenne 3.6L, Charging Circuit - Electrical Wiring DiagramDocument1 pagePorsche Cayenne 3.6L, Charging Circuit - Electrical Wiring DiagramAngel Velasquez100% (1)
- XL 7 2001 2004 2.7LDocument264 pagesXL 7 2001 2004 2.7LJoseNo ratings yet
- User Manual: For AI Alarm Wireless NVR KitDocument33 pagesUser Manual: For AI Alarm Wireless NVR KitCarl SwickNo ratings yet
- Diagnostic List Bosch V6.90Document31 pagesDiagnostic List Bosch V6.90manhlinh08cdNo ratings yet
- Instruction Manual: Carplay/Android Auto Adapter With Argb OutputDocument24 pagesInstruction Manual: Carplay/Android Auto Adapter With Argb OutputNachoNo ratings yet
- 204-04-Wheels and Tires 204-04Document18 pages204-04-Wheels and Tires 204-04Tienphat co.,ltdNo ratings yet
- Training Report Loco WorkshopDocument57 pagesTraining Report Loco WorkshopKartica ChouhanNo ratings yet
- M315C SpecalogDocument32 pagesM315C SpecalogKolo Bendu100% (1)
- Scorpio AbsDocument41 pagesScorpio AbsJOSE FRANCISCONo ratings yet
- Volksbus 8-150 EOD MWM - Euro Iii: BusesDocument4 pagesVolksbus 8-150 EOD MWM - Euro Iii: Buseschikoo499No ratings yet
- Compressed Air Production Using Vehicle SuspensionDocument13 pagesCompressed Air Production Using Vehicle SuspensionManideep padala0% (1)
- Cirrus Sr20 Checklist Bill DoyleDocument6 pagesCirrus Sr20 Checklist Bill DoyleTonyNo ratings yet
- DOOSAN BWE20S-7 Electric PalletDocument38 pagesDOOSAN BWE20S-7 Electric Palletdaniel carranzaNo ratings yet
- MAN Axles and Transfer CasesDocument20 pagesMAN Axles and Transfer CasesChristopher Jackson100% (3)
- Drawworks Product Manual ARS-3014-2S-OS: Customer: AXON Serial# 10110 ARSI# 10101 Atexexii2Gt3Document73 pagesDrawworks Product Manual ARS-3014-2S-OS: Customer: AXON Serial# 10110 ARSI# 10101 Atexexii2Gt3Daniel TostaNo ratings yet
- Driving A Heavy Class VehicleDocument500 pagesDriving A Heavy Class VehicleElizabeth Ann Dulgar100% (1)
- PROTON Exora MPV SparePartsDocument32 pagesPROTON Exora MPV SparePartsMohd Ali100% (1)
- DW90A (Yuchai-Fast Transmission-Hande Axle) OM 202208001-ENDocument214 pagesDW90A (Yuchai-Fast Transmission-Hande Axle) OM 202208001-ENjaki162096No ratings yet
- After Sales Package Toyota RanggaDocument1 pageAfter Sales Package Toyota RanggaFahmi FahreziNo ratings yet
- (ABB) Braking A Drive SystemDocument2 pages(ABB) Braking A Drive Systemvnnvpsh1No ratings yet
- Energy Chain and Efficiency in Urban Traffic For ICE - EVDocument7 pagesEnergy Chain and Efficiency in Urban Traffic For ICE - EVAkshay ManiyarNo ratings yet
- Wabco 1 PDFDocument192 pagesWabco 1 PDFdottorgt584590% (10)
- Chevy VanDocument255 pagesChevy VanOswaldoNo ratings yet
- Manual de Peças Manipulador Telescopico 1200SJP 1350SJPDocument460 pagesManual de Peças Manipulador Telescopico 1200SJP 1350SJPAlessandro de OliveiraNo ratings yet
- V Ew180b 2144331152 0509 PDFDocument20 pagesV Ew180b 2144331152 0509 PDFAnonymous 5Y8EsPNo ratings yet
- Manual Testing Adjusting Komatsu Wb146 5 Backhoe Loader Engine Chassis Tools SystemsDocument39 pagesManual Testing Adjusting Komatsu Wb146 5 Backhoe Loader Engine Chassis Tools SystemsLuis Gustavo Escobar MachadoNo ratings yet
- Shop Manual Truck Komatsu 830EDocument783 pagesShop Manual Truck Komatsu 830Ezender07100% (15)
- Prince Industrial ReportDocument22 pagesPrince Industrial Reportshivam902675No ratings yet
- Ba WW Deluxe Excellent Prestige Premium Landhaus 2012 en PDFDocument157 pagesBa WW Deluxe Excellent Prestige Premium Landhaus 2012 en PDFCatalin BejanNo ratings yet
- Tram System - ULF Vienna, Austria: 150 Ultra Low Floor TramsDocument4 pagesTram System - ULF Vienna, Austria: 150 Ultra Low Floor TramsLuca Marius CristianNo ratings yet
- Industrial Brake Technology EnglishDocument76 pagesIndustrial Brake Technology EnglishEmerson BatistaNo ratings yet
- PackMule SC-775-6SA Handset Manual (Sevcon)Document11 pagesPackMule SC-775-6SA Handset Manual (Sevcon)martinNo ratings yet
- Project Profile Proposal LGSF FaDocument8 pagesProject Profile Proposal LGSF Fapdrrmc Davao de OroNo ratings yet
- LG959 LG958L Wheel Loader BrochureDocument4 pagesLG959 LG958L Wheel Loader BrochureAntonyNo ratings yet
- ESC&AWK Operation&Maintenance ManualDocument21 pagesESC&AWK Operation&Maintenance ManualWander GomesNo ratings yet
- CVIP ManualDocument262 pagesCVIP ManualprescottNo ratings yet
- Problem Description: Problem 34: Thermo-Mechanical Coupling Analysis of A Disc Braking SystemDocument10 pagesProblem Description: Problem 34: Thermo-Mechanical Coupling Analysis of A Disc Braking SystemAbdelmajid HmNo ratings yet
- The Goal: A Process of Ongoing Improvement - 30th Aniversary EditionFrom EverandThe Goal: A Process of Ongoing Improvement - 30th Aniversary EditionRating: 4 out of 5 stars4/5 (685)
- Reliable Maintenance Planning, Estimating, and SchedulingFrom EverandReliable Maintenance Planning, Estimating, and SchedulingRating: 5 out of 5 stars5/5 (5)
- Toyota Production System comprehensive from theories to techniqueFrom EverandToyota Production System comprehensive from theories to techniqueRating: 5 out of 5 stars5/5 (2)
- Production Planning and Control: A Comprehensive ApproachFrom EverandProduction Planning and Control: A Comprehensive ApproachRating: 5 out of 5 stars5/5 (2)
- Value Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationFrom EverandValue Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationRating: 5 out of 5 stars5/5 (34)
- Self-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeFrom EverandSelf-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeRating: 4.5 out of 5 stars4.5/5 (662)
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (14)
- PMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamFrom EverandPMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamRating: 4.5 out of 5 stars4.5/5 (3)
- Kanban: A Step-by-Step Guide to Agile Project Management with KanbanFrom EverandKanban: A Step-by-Step Guide to Agile Project Management with KanbanRating: 5 out of 5 stars5/5 (6)
- The Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureFrom EverandThe Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureNo ratings yet
- Results, Not Reports: Building Exceptional Organizations by Integrating Process, Performance, and PeopleFrom EverandResults, Not Reports: Building Exceptional Organizations by Integrating Process, Performance, and PeopleNo ratings yet
- 5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityFrom Everand5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityRating: 5 out of 5 stars5/5 (3)
- The Oliver Wight Class A Standard for Business ExcellenceFrom EverandThe Oliver Wight Class A Standard for Business ExcellenceNo ratings yet
- Leading Product Development: The Senior Manager's Guide to Creating and ShapingFrom EverandLeading Product Development: The Senior Manager's Guide to Creating and ShapingRating: 5 out of 5 stars5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (44)
- Summary of The Goal: by Eliyahu M. Goldratt and Jeff Cox | Includes AnalysisFrom EverandSummary of The Goal: by Eliyahu M. Goldratt and Jeff Cox | Includes AnalysisRating: 4.5 out of 5 stars4.5/5 (2)
- The Toyota Way, Second Edition: 14 Management Principles from the World's Greatest ManufacturerFrom EverandThe Toyota Way, Second Edition: 14 Management Principles from the World's Greatest ManufacturerRating: 4 out of 5 stars4/5 (103)
- Kaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.From EverandKaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.No ratings yet
- Project Management, Planning and Control: Managing Engineering, Construction and Manufacturing Projects to PMI, APM and BSI StandardsFrom EverandProject Management, Planning and Control: Managing Engineering, Construction and Manufacturing Projects to PMI, APM and BSI StandardsRating: 3.5 out of 5 stars3.5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)