You might also like
- AUDITING and ASSURANCE - Specialized IndustriesDocument63 pagesAUDITING and ASSURANCE - Specialized IndustriesFebie Kris Padua100% (8)
- Done BSBFIM501 - Assessment Tasks WorkbookDocument42 pagesDone BSBFIM501 - Assessment Tasks WorkbookGurpreet Kaur55% (11)
- Understand Advanced Process Control: Back To BasicsDocument4 pagesUnderstand Advanced Process Control: Back To BasicsJohn AnthoniNo ratings yet
- HIMA ELOP - II - FirstStepsDocument134 pagesHIMA ELOP - II - FirstStepsUmer BhattiNo ratings yet
- Understanding Work Conditioning and Work Hardening Programs For A Successful RTW 3 13 2014 NovaCare PDFDocument37 pagesUnderstanding Work Conditioning and Work Hardening Programs For A Successful RTW 3 13 2014 NovaCare PDFSitiSarah0% (1)
- Audit Approach PDFDocument12 pagesAudit Approach PDFfaisal gaziNo ratings yet
- CPA - Audit NotesDocument7 pagesCPA - Audit NotesshoaibNo ratings yet
- Delta V Alarm ManagementDocument22 pagesDelta V Alarm Managementwiwiz2000No ratings yet
- PRINT DOCUMENT 6 - Alarm Management - Technical BriefDocument6 pagesPRINT DOCUMENT 6 - Alarm Management - Technical BriefjprakashusNo ratings yet
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresFrom EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresNo ratings yet
- PCS 7 Unit Template "Stirred Tank Reactor" Using The Example of The Chemical IndustryDocument45 pagesPCS 7 Unit Template "Stirred Tank Reactor" Using The Example of The Chemical IndustryFernandoCrespoMonNo ratings yet
- Robust Control of An Industrial Distillation ColumnDocument227 pagesRobust Control of An Industrial Distillation ColumnNur Wakhid Habibullah100% (1)
- Auto-Tuning Control Using Ziegler-NicholsDocument5 pagesAuto-Tuning Control Using Ziegler-NicholsValerian PopescuNo ratings yet
- Design and Tuning of A Ratio ControllerDocument13 pagesDesign and Tuning of A Ratio ControllerEzgi CoşkunNo ratings yet
- Fractional Order PID Controller Tuning Based On IMCDocument15 pagesFractional Order PID Controller Tuning Based On IMCijitcajournalNo ratings yet
- Best simple PID tuning rulesDocument27 pagesBest simple PID tuning rulesstathiss11No ratings yet
- Chapter 1 PDFDocument45 pagesChapter 1 PDFDavid MartínezNo ratings yet
- Process Control Design and DOF AnalysisDocument34 pagesProcess Control Design and DOF Analysisjosejuanramos100% (1)
- 2018 Best Practices For PID MacMillanDocument5 pages2018 Best Practices For PID MacMillanAndrew BaileyNo ratings yet
- A Tutorial On Cascade Control - Control NotesDocument5 pagesA Tutorial On Cascade Control - Control Notesaprk_paulrajNo ratings yet
- Thin Clients DOCU V7.3 enDocument75 pagesThin Clients DOCU V7.3 enMiguel ReyesNo ratings yet
- Process Control FrameworksDocument44 pagesProcess Control FrameworksAweSome, ST,MTNo ratings yet
- Control of Heat Recovery Steam GeneratorDocument5 pagesControl of Heat Recovery Steam Generatordrmsrmurty9473100% (5)
- Chapter 1Document51 pagesChapter 1yaqoobNo ratings yet
- MODBUS-RTU Protocol GuideDocument27 pagesMODBUS-RTU Protocol GuidePau Andrea CNo ratings yet
- Section 10 Humans in ControlDocument64 pagesSection 10 Humans in ControlAhmed FaragNo ratings yet
- Hazards 26 Paper 16 Determination of Alarm Safety Response TimeDocument9 pagesHazards 26 Paper 16 Determination of Alarm Safety Response TimeRujisak MuangsongNo ratings yet
- Beginner's Guide To Differential Pressure LevelDocument9 pagesBeginner's Guide To Differential Pressure LevelMigLoutNo ratings yet
- Programmable Logic Controller Structure and FeaturesDocument26 pagesProgrammable Logic Controller Structure and FeaturesKrista JacksonNo ratings yet
- Ench 617 Notes I (2021)Document20 pagesEnch 617 Notes I (2021)Mohan kumar0% (1)
- What's Your Flow Control Valve Telling YouDocument9 pagesWhat's Your Flow Control Valve Telling YouAlexander Ariza NadjarNo ratings yet
- Architecture For Modeling and Simulation SIMITDocument17 pagesArchitecture For Modeling and Simulation SIMITLuis Jonathan Bahamaca FernandezNo ratings yet
- Compliant Standards?: Is Your Safety System With Today's SafetyDocument23 pagesCompliant Standards?: Is Your Safety System With Today's Safetyinglufer100% (1)
- Design and Validation of Industrial Distributed Control SystemsDocument6 pagesDesign and Validation of Industrial Distributed Control SystemsPriyatham GangapatnamNo ratings yet
- Shams Tuning MethodDocument12 pagesShams Tuning MethodShamsMohdNo ratings yet
- Control of Compressor Surge With Active Magnetic BearingsDocument6 pagesControl of Compressor Surge With Active Magnetic BearingsVu MinhNo ratings yet
- Risk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsDocument8 pagesRisk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsAhmed GuevaraNo ratings yet
- Hmi Styles enDocument19 pagesHmi Styles enKijo SupicNo ratings yet
- Safety Integrity LevelDocument4 pagesSafety Integrity LevelHardik AcharyaNo ratings yet
- HSE-Better Alarm Handling PDFDocument4 pagesHSE-Better Alarm Handling PDFAlessio DeOsimoNo ratings yet
- MPC BookDocument464 pagesMPC BookNilay SarafNo ratings yet
- 01.anatomy of A Feedback Control SystemDocument8 pages01.anatomy of A Feedback Control SystemMahesh GonuguntlaNo ratings yet
- Designing Instrumentation and Control For Process SafetyDocument7 pagesDesigning Instrumentation and Control For Process SafetyAdebamboAinaNo ratings yet
- PidTemp MultiZone DOC V10 enDocument62 pagesPidTemp MultiZone DOC V10 enDzinh TuongNo ratings yet
- ICS OverviewDocument36 pagesICS Overviewisra marabahNo ratings yet
- Statistical Procedures For Measurement Systems Verification and Validation ElsmarDocument15 pagesStatistical Procedures For Measurement Systems Verification and Validation ElsmarEmeka ChieduNo ratings yet
- IoT Hasan Derhamy Print IVDocument302 pagesIoT Hasan Derhamy Print IVA.n. Mukunda RaoNo ratings yet
- PDVSA Alarm System Guidelines DocumentDocument6 pagesPDVSA Alarm System Guidelines DocumentJorge DuranNo ratings yet
- EEMUA191 ChecklistDocument2 pagesEEMUA191 Checklistarjun232100% (1)
- Three Generations of SCADA System ArchitecturesDocument5 pagesThree Generations of SCADA System Architecturesjob_pNo ratings yet
- Grundfosliterature 4925253Document123 pagesGrundfosliterature 4925253Alejandro BenagliaNo ratings yet
- Error Squared ControlDocument4 pagesError Squared ControlBen SahraouiNo ratings yet
- Installation GuideDocument25 pagesInstallation Guidechergui.adelNo ratings yet
- MasterLogic 200catalogDocument88 pagesMasterLogic 200catalogpandhuNo ratings yet
- EBM White PaperDocument12 pagesEBM White PapermcaffeyNo ratings yet
- Profit Controller Express Designers GuideDocument56 pagesProfit Controller Express Designers GuideSanchez GuadalupeNo ratings yet
- A Framework For Effective Management of Condition BasedDocument16 pagesA Framework For Effective Management of Condition BasedCésar TejaxúnNo ratings yet
- Anual: Movidrive MDX61B Extended Positioning Via Bus ApplicationDocument78 pagesAnual: Movidrive MDX61B Extended Positioning Via Bus Applicationleomar_bNo ratings yet
- Vendor Sample ProjectsDocument10 pagesVendor Sample ProjectsRrhh EstNo ratings yet
- Process Control and Industrial Automation Complete Self-Assessment GuideFrom EverandProcess Control and Industrial Automation Complete Self-Assessment GuideNo ratings yet
- Focus On PumpsDocument4 pagesFocus On PumpsUzma Abdul RaufNo ratings yet
- ChE - 2011-02 - Evaluating and Reducing The Risks of Pneumatic Pressure TestingDocument6 pagesChE - 2011-02 - Evaluating and Reducing The Risks of Pneumatic Pressure TestingUzma Abdul RaufNo ratings yet
- ChE - 2011-02 - Environmental - Managing Compliant MSDSs and LabelsDocument3 pagesChE - 2011-02 - Environmental - Managing Compliant MSDSs and LabelsUzma Abdul RaufNo ratings yet
- ChE - 2011-02 - Design Underground Piping For SafetyDocument5 pagesChE - 2011-02 - Design Underground Piping For SafetyUzma Abdul RaufNo ratings yet
- ChE - 2011-01 - Time Crunch-The New SO2 Standard Will Create Engineering Challenges For ProcessersDocument3 pagesChE - 2011-01 - Time Crunch-The New SO2 Standard Will Create Engineering Challenges For ProcessersUzma Abdul RaufNo ratings yet
- CHE - 06.04-1 - Hydrogen Handling in Process PlantsDocument6 pagesCHE - 06.04-1 - Hydrogen Handling in Process PlantsUzma Abdul RaufNo ratings yet
- Speculation in Futures MarketsDocument6 pagesSpeculation in Futures MarketsMuhaiminul IslamNo ratings yet
- (@CyberBankSa) - SLIDES CyberTrain Branded CISM July 20 2020Document361 pages(@CyberBankSa) - SLIDES CyberTrain Branded CISM July 20 2020alfa.ggiant100% (1)
- WCM: Report On The Risks of The Proposed Kango Joint Venture With ATZDocument3 pagesWCM: Report On The Risks of The Proposed Kango Joint Venture With ATZNataliaNo ratings yet
- Guidelines For Mainstream DRR-CCA in The CDPDocument124 pagesGuidelines For Mainstream DRR-CCA in The CDPPamela Kate AlmoNo ratings yet
- Risk Management Plan (3283)Document3 pagesRisk Management Plan (3283)Edwin PunongbayanNo ratings yet
- Managing Tech's Ethical IssuesDocument13 pagesManaging Tech's Ethical IssuesKaiNo ratings yet
- BMJOpen 2013 LerouxDocument12 pagesBMJOpen 2013 LerouxadityaNo ratings yet
- Accenture High Performance in Procurement Risk Management (Lo-Res)Document24 pagesAccenture High Performance in Procurement Risk Management (Lo-Res)andianisalsaNo ratings yet
- Unit 3 Introduction To Insurance Risk and InsuranceDocument44 pagesUnit 3 Introduction To Insurance Risk and InsuranceRajimol KP0% (1)
- IEC62443 Knowldge Check (IC32,33,34,37 Questions)Document19 pagesIEC62443 Knowldge Check (IC32,33,34,37 Questions)faroukdz2010No ratings yet
- T11-Caselet-4-Risk-and-Control-Monitoring-and-Reporting For StudentsDocument22 pagesT11-Caselet-4-Risk-and-Control-Monitoring-and-Reporting For StudentsJasmine LauNo ratings yet
- Internal Capital Adequacy Assessment - Q4 2021Document10 pagesInternal Capital Adequacy Assessment - Q4 2021suedtNo ratings yet
- Public Relations Exam All SlidesDocument192 pagesPublic Relations Exam All Slidespedro coelhosoNo ratings yet
- Accounts Payable Processes at Incepta PharmaceuticalsDocument55 pagesAccounts Payable Processes at Incepta PharmaceuticalsNobo Ahmed0% (1)
- Gaia Iar 2020Document114 pagesGaia Iar 2020m_edas4262No ratings yet
- Defence and CIvil Industries and Their ConcernsDocument56 pagesDefence and CIvil Industries and Their Concernstony saraoNo ratings yet
- ESCan-Canadian Model For Providing A Safe Workplace-Principles & HistoryDocument3 pagesESCan-Canadian Model For Providing A Safe Workplace-Principles & Historyfarno2No ratings yet
- Accident Investigation & Reporting Procedure: QHSE ManualDocument10 pagesAccident Investigation & Reporting Procedure: QHSE ManualFarhanNo ratings yet
- Learn Key Security Risk Management ConceptsDocument21 pagesLearn Key Security Risk Management ConceptsArvy ArvyNo ratings yet
- Cfa2 QuestionsDocument28 pagesCfa2 QuestionsGabriel AmerNo ratings yet
- Unit 9 Implication and Framing of Climate Change For InfrastructuresDocument63 pagesUnit 9 Implication and Framing of Climate Change For InfrastructuresBikal BastakotiNo ratings yet
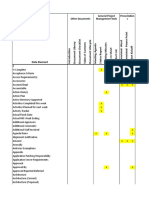
- Project Management Tools Document MatrixDocument35 pagesProject Management Tools Document MatrixtabaquiNo ratings yet
- Systematic Investment PlanDocument52 pagesSystematic Investment PlanSkillpro Khammam100% (1)
- Robotic Tank Inspection & Cleaning BrouchreDocument16 pagesRobotic Tank Inspection & Cleaning BrouchreJayson PintoNo ratings yet
- BATNA's Risk Analysis and OverconfidenceDocument2 pagesBATNA's Risk Analysis and OverconfidencejameslaflinNo ratings yet