You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5808)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- BAARS-IV Coversheet To IncludeDocument19 pagesBAARS-IV Coversheet To IncludeFarida Larry100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- UntitledDocument412 pagesUntitledUMAMI ROSANA MUKHSON IX.A.31100% (1)
- Cissp e BookDocument1,099 pagesCissp e BookrishshrisNo ratings yet
- Ronin Arts - Future - Datastream 2005 CollectionDocument175 pagesRonin Arts - Future - Datastream 2005 CollectionGon_131386% (7)
- Lab Report DistillationDocument13 pagesLab Report DistillationWong XimeiNo ratings yet
- Woodward EG-3P, Proportional ActuatorDocument4 pagesWoodward EG-3P, Proportional ActuatorMohd Ridzuan AhmadNo ratings yet
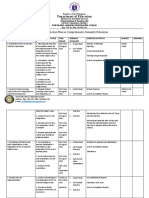
- Department of Education: School Action Plan in Comprehensive Sexuality EducationDocument3 pagesDepartment of Education: School Action Plan in Comprehensive Sexuality EducationDhanessa Condes92% (26)
- Panorama Final 11-07-2012 PDFDocument292 pagesPanorama Final 11-07-2012 PDFSomdeep DuttaNo ratings yet
- Stress Concentration Final PDFDocument14 pagesStress Concentration Final PDFSomdeep DuttaNo ratings yet
- FishDocument1 pageFishSomdeep DuttaNo ratings yet
- About Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewDocument9 pagesAbout Wipro:: Thus Let Us See The Technical and HR Questions Asked in The Wipro's InterviewSomdeep DuttaNo ratings yet
- Team Veerss Racing: Veer Surendra Sai University of Technology, BurlaDocument1 pageTeam Veerss Racing: Veer Surendra Sai University of Technology, BurlaSomdeep DuttaNo ratings yet
- 2nd Assignment ChemDocument4 pages2nd Assignment ChemSomdeep DuttaNo ratings yet
- Melamchi Water Supply ProjectDocument14 pagesMelamchi Water Supply ProjectRijan MrtNo ratings yet
- Crank Shaft DeflectionDocument2 pagesCrank Shaft DeflectionmavericksailorNo ratings yet
- Seventh International Conference Geosynthetics: ProgrammeDocument19 pagesSeventh International Conference Geosynthetics: ProgrammeJimmy ThomasNo ratings yet
- 508 - Asco 7000 Series - Operator's Manual-381333 - 283bDocument10 pages508 - Asco 7000 Series - Operator's Manual-381333 - 283bGeorge AsuncionNo ratings yet
- Information Commissioner ReviewDocument12 pagesInformation Commissioner ReviewpaulfarrellNo ratings yet
- Assignment OUMH2203 English For Workplace Communication January 2023 Semester InstructionDocument13 pagesAssignment OUMH2203 English For Workplace Communication January 2023 Semester InstructionThiviyaa DarshiniNo ratings yet
- Reference Letter After LayoffDocument7 pagesReference Letter After Layoffuenhrpckg100% (1)
- Name Netid Group Number: Website Link: Tutorial Details: Tanira Fisher-MaramaDocument9 pagesName Netid Group Number: Website Link: Tutorial Details: Tanira Fisher-MaramaTaniraFisher-MaramaNo ratings yet
- MS321, MS421, MS521, M124x, B2338, B2442, and B2546: Machine Type 4600-23x, 43x, 490, 630, 690Document26 pagesMS321, MS421, MS521, M124x, B2338, B2442, and B2546: Machine Type 4600-23x, 43x, 490, 630, 690Ruben Dario Losada G33% (3)
- Chapter 1Document37 pagesChapter 1Ivy IssaNo ratings yet
- Resin Identification CodeDocument21 pagesResin Identification CodepraveenNo ratings yet
- Important Limits - CL-Executive-Revision PDFDocument9 pagesImportant Limits - CL-Executive-Revision PDFsony sonyNo ratings yet
- Lgu Cotabato CityDocument6 pagesLgu Cotabato CityJamilah AbdulmaguidNo ratings yet
- Exchange RateDocument5 pagesExchange Ratekim juhwiNo ratings yet
- 8 - Updated Ch15-Time Series Analysis and ForecastingDocument39 pages8 - Updated Ch15-Time Series Analysis and ForecastingMarwa HassanNo ratings yet
- Chapter 22-The Pre Cam Brian EarthDocument38 pagesChapter 22-The Pre Cam Brian Earthncl12142No ratings yet
- Dude Manual - Mikrotik WikiDocument13 pagesDude Manual - Mikrotik WikiImi Michał SmulskiNo ratings yet
- Pointillist Journey Analytics Financial Services Use Cases EbookDocument25 pagesPointillist Journey Analytics Financial Services Use Cases EbookSachin MehraNo ratings yet
- Select Your Type of Tickets 1. Dated For 1-4 Days: Can't Wait For Your Trip? Important Information To KnowDocument1 pageSelect Your Type of Tickets 1. Dated For 1-4 Days: Can't Wait For Your Trip? Important Information To KnowRico JLNo ratings yet
- QuestionnaireDocument8 pagesQuestionnairesknagar150% (2)
- Differential DiagnosisDocument10 pagesDifferential DiagnosisironNo ratings yet
- Ehs Fo 2070 - enDocument3 pagesEhs Fo 2070 - enMark Gregory RimandoNo ratings yet
- Hipaa TrainingDocument7 pagesHipaa TrainingJosue MoralesNo ratings yet