You might also like
- Yamazumi Chart Analyzes Optical Department ProcessesDocument1 pageYamazumi Chart Analyzes Optical Department ProcessesJesus Antonio Esquivel HernandezNo ratings yet
- KPI 40th To 48 Week Packing PlantDocument18 pagesKPI 40th To 48 Week Packing Plantsivareddy143No ratings yet
- Nabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Document10 pagesNabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Kiran AmboreNo ratings yet
- W43 W48 W04 W06 W07: Time Scale (Week)Document1 pageW43 W48 W04 W06 W07: Time Scale (Week)Steve WanNo ratings yet
- Promblem Solving Combined March 2017 AnelleDocument25 pagesPromblem Solving Combined March 2017 AnelleSravan DasariNo ratings yet
- Micro Turn Product (Blue Colour Tag) : RejectDocument2 pagesMicro Turn Product (Blue Colour Tag) : RejectSahil WadhwaNo ratings yet
- Avg Development Goals Avg Performance Goals: Business UnitDocument1 pageAvg Development Goals Avg Performance Goals: Business Unitmastanvali.shaik84359No ratings yet
- Competency MappingDocument38 pagesCompetency MappingprashanthNo ratings yet
- PFMEA Ranking Table Rating Criteria Action GuidelineDocument10 pagesPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoNo ratings yet
- Control Plan For Lighting ProductDocument6 pagesControl Plan For Lighting ProductpapplionNo ratings yet
- Internal Rejection LevelDocument1 pageInternal Rejection LevelISO CERTIFICATION-ROHSNo ratings yet
- Clause Wise Tutorials-7.1.4 Change Control ExplanationDocument2 pagesClause Wise Tutorials-7.1.4 Change Control ExplanationBharathNo ratings yet
- Tool Development PlanDocument3 pagesTool Development PlanTrivesh SharmaNo ratings yet
- PerformanceDocument2 pagesPerformanceShyam Sunder Rao ChepurNo ratings yet
- 1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFDocument85 pages1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFJose Cepeda100% (1)
- Balance Sheet: Current AssetsDocument32 pagesBalance Sheet: Current AssetsGiri ReddyNo ratings yet
- Setup & Inprocess Inspection Report CaseDocument19 pagesSetup & Inprocess Inspection Report CaseMURALIDHRANo ratings yet
- Product Audit PlanDocument2 pagesProduct Audit PlanMUNENDRA SHAKYANo ratings yet
- Aiag Gage R&R Part Number Average & Range Met: Required OutputsDocument34 pagesAiag Gage R&R Part Number Average & Range Met: Required OutputsAyu LusiyanaNo ratings yet
- MTPDocument10 pagesMTPmurilocabriniNo ratings yet
- Work Instructions Work Instructions: Display Standard-Assembly & FirewallDocument7 pagesWork Instructions Work Instructions: Display Standard-Assembly & Firewallshobha shelarNo ratings yet
- pure cotton pvt ltd final inspection reportDocument4 pagespure cotton pvt ltd final inspection reportTarun PariharNo ratings yet
- O J T Check SheetDocument1 pageO J T Check SheetabhishekNo ratings yet
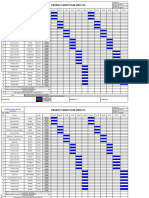
- APQP Time Plan for 150 X 75 Steel Hollow SectionDocument4 pagesAPQP Time Plan for 150 X 75 Steel Hollow SectionRakesh PandeyNo ratings yet
- Shift Report: Availability Performance Rate Quality Products RateDocument6 pagesShift Report: Availability Performance Rate Quality Products RatehwhhadiNo ratings yet
- SPC FormatDocument1 pageSPC FormatJaydeep PoteNo ratings yet
- Ilu Skill ChartDocument5 pagesIlu Skill ChartNavindran SubramaniamNo ratings yet
- Aj D-Prod-01 Preventive Maintenace PlanDocument5 pagesAj D-Prod-01 Preventive Maintenace PlanMANAGEMENT REPRESENTATIVENo ratings yet
- MTC Air PurgingDocument1 pageMTC Air Purginghari kaiprathNo ratings yet
- Please Check Safety Features Before Start Work: BR/PR/BM/F/006Document1 pagePlease Check Safety Features Before Start Work: BR/PR/BM/F/006kushwa kushwaNo ratings yet
- 6W2H For Side Wrinkles MY17 - RearDocument4 pages6W2H For Side Wrinkles MY17 - RearVishvendra Pratap SinghNo ratings yet
- Breakdown Hrs FormatDocument3 pagesBreakdown Hrs FormatnishantNo ratings yet
- New Prod-DB and KPI 22Document5 pagesNew Prod-DB and KPI 22Senthilmani MuthuswamyNo ratings yet
- 8 D For ShrinkageDocument6 pages8 D For ShrinkageSachin KumbharNo ratings yet
- Process Capability Analysis: Rohtas Fasteners PVT - LimitedDocument2 pagesProcess Capability Analysis: Rohtas Fasteners PVT - LimitedVikas KashyapNo ratings yet
- 66 FM-TRD-05 Tool History CardDocument2 pages66 FM-TRD-05 Tool History CardUttrakhand Vibes- OriginalNo ratings yet
- Dis 6 W 2 HDocument14 pagesDis 6 W 2 HBalachandar SathananthanNo ratings yet
- Die Inward Inspection ReportDocument2 pagesDie Inward Inspection ReportRahul DevkateNo ratings yet
- PFD and Pqcs of Can Rear BreakDocument16 pagesPFD and Pqcs of Can Rear BreakVikas KashyapNo ratings yet
- Fire Extinguisher Checklist AuditDocument5 pagesFire Extinguisher Checklist AuditSafety DeptNo ratings yet
- Daily work management checklist for April 2015Document4 pagesDaily work management checklist for April 2015anujNo ratings yet
- Customer Survey Form T2m 2009Document1 pageCustomer Survey Form T2m 2009Peracha EngineeringNo ratings yet
- MTTR & MTBF TrendDocument2 pagesMTTR & MTBF TrendMASU BRAKE PADS QANo ratings yet
- Butterworth Feedmill SDN BHD: Toolbox Meeting RecordsDocument1 pageButterworth Feedmill SDN BHD: Toolbox Meeting RecordsNurul NatashaNo ratings yet
- DG Daily Check ListDocument1 pageDG Daily Check ListRami Aljaadi [Oman Aquaculture]No ratings yet
- PFMEA - 4th Edition PFMEA RankingDocument2 pagesPFMEA - 4th Edition PFMEA RankingDjurdjina PetkovicNo ratings yet
- Floor Plan ProductionDocument3 pagesFloor Plan Productionshani0300No ratings yet
- Hyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YDocument2 pagesHyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YubraghuNo ratings yet
- Past defect history details root cause analysis formatDocument10 pagesPast defect history details root cause analysis formatRahulNo ratings yet
- File StickerDocument2 pagesFile StickerBrandon EdwardsNo ratings yet
- 5S Audit SheetDocument2 pages5S Audit SheetHitarth ShuklaNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- 5S Audit Plan vs Actual 2022Document7 pages5S Audit Plan vs Actual 2022RajaVeluNo ratings yet
- HR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringDocument1 pageHR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringPriyankka PRNo ratings yet
- PFMEA EncodeDocument4 pagesPFMEA EncodeBooniz-bonice EliasNo ratings yet
- FR21-Esclation Flow With Time LimitDocument1 pageFR21-Esclation Flow With Time Limitkumar QANo ratings yet
- 5M Change SheetDocument7 pages5M Change SheetPk NimiwalNo ratings yet
- Turner End Yoke Development Plan IssuesDocument85 pagesTurner End Yoke Development Plan IssuesrohitbaggaNo ratings yet
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- ICAS Initial Capacity Assessment Sheet 2010-12-09Document15 pagesICAS Initial Capacity Assessment Sheet 2010-12-09kannan_pillai_4No ratings yet
- ISO IATF 16949 Gap Tool b70944Document216 pagesISO IATF 16949 Gap Tool b70944SudhagarNo ratings yet
- Excel ExamplesDocument26 pagesExcel ExamplesSachin BishtNo ratings yet
- INDEX and MATCH functions lookup dataDocument2 pagesINDEX and MATCH functions lookup dataFitzi ShadyNo ratings yet
- Measure Evaluation Criteria Guidance 2016Document63 pagesMeasure Evaluation Criteria Guidance 2016Fitzi ShadyNo ratings yet
- OemfDocument101 pagesOemfFitzi ShadyNo ratings yet
- 5 Why PDFDocument14 pages5 Why PDFjoni zulkarnainNo ratings yet
- Practical Problem Solving Workshop GuideDocument3 pagesPractical Problem Solving Workshop GuideFitzi ShadyNo ratings yet
- Effective Supervision Through Communication and Problem SolvingDocument31 pagesEffective Supervision Through Communication and Problem SolvingLamar LakersInsider Bryant100% (1)
- Build A Borz Practical Scrap Metal Small Arms Vol9Document23 pagesBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- IR Spectroscopy Identification GuideDocument28 pagesIR Spectroscopy Identification GuideAby JatNo ratings yet
- Fe412farm Module N Cost BenefitDocument34 pagesFe412farm Module N Cost BenefitYaswanth NaikNo ratings yet
- Aisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFDocument22 pagesAisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFvgcasasNo ratings yet
- 3204-9-Resource Use and SustainabilityDocument25 pages3204-9-Resource Use and SustainabilityKezia NatashaNo ratings yet
- Analyzing the Effects of Changing the Values of a, b, and c in the Equation of a Quadratic Function on Its GraphDocument13 pagesAnalyzing the Effects of Changing the Values of a, b, and c in the Equation of a Quadratic Function on Its GraphRamil NacarioNo ratings yet
- Nominal Pipe Size, Nominal Diameter & Outside Diameter For PipesDocument1 pageNominal Pipe Size, Nominal Diameter & Outside Diameter For PipesmdnorNo ratings yet
- Modul 1 - Pengantar Remote SensingDocument60 pagesModul 1 - Pengantar Remote SensingNgurah Ade KalyanaNo ratings yet
- TN 015 Overrides 15Document8 pagesTN 015 Overrides 15Luis SantosNo ratings yet
- 2 Phantom Forces Gui Scripts in OneDocument11 pages2 Phantom Forces Gui Scripts in OneAthallah Rafif JNo ratings yet
- Dialysis PrescriptionDocument23 pagesDialysis PrescriptionMercy Juliana Jacqualine100% (1)
- Small Cells 2013 BrochuresDocument22 pagesSmall Cells 2013 BrochuresChungwa ChanjiNo ratings yet
- Modeling Endocrine Control of The Pituitary-Ovarian Axis: Androgenic Influence and Chaotic DynamicsDocument22 pagesModeling Endocrine Control of The Pituitary-Ovarian Axis: Androgenic Influence and Chaotic DynamicsKerin ArdyNo ratings yet
- Carte Blanche: The New James Bond Novel by Jeffery DeaverDocument12 pagesCarte Blanche: The New James Bond Novel by Jeffery DeaverSimon and Schuster0% (1)
- Hazardous Waste Identification GuidanceDocument105 pagesHazardous Waste Identification GuidanceMiguel TorresNo ratings yet
- Calendário Yoruba Primordial PDFDocument18 pagesCalendário Yoruba Primordial PDFNicolas Alejandro Dias MaurellNo ratings yet
- Wiring Diagrams Model Yk (Style G) Liquid Chillers Optiview Control Center With SSS, LV VSD W/ Modbus, & MV VSDDocument30 pagesWiring Diagrams Model Yk (Style G) Liquid Chillers Optiview Control Center With SSS, LV VSD W/ Modbus, & MV VSDAbdulSattarNo ratings yet
- Cancer EssayDocument4 pagesCancer EssayCamille Joy BaliliNo ratings yet
- Usg Iom PDFDocument56 pagesUsg Iom PDFAnonymous 7xHNgoKE6eNo ratings yet
- Declaration Letter - Vetagro To GSDocument3 pagesDeclaration Letter - Vetagro To GSVíctor RodríguezNo ratings yet
- AmadiDocument18 pagesAmadijawad bello aNo ratings yet
- Analysis of Cantilever Retaining Wall MathcadDocument4 pagesAnalysis of Cantilever Retaining Wall MathcadNéstor Walter Barrera RomeroNo ratings yet
- Intel Processors PDFDocument33 pagesIntel Processors PDFbiplab royNo ratings yet
- On K-Distance Degree Index of TreesDocument5 pagesOn K-Distance Degree Index of TreesVelumani sNo ratings yet
- SG PB Imds1350Document103 pagesSG PB Imds1350zky0108No ratings yet
- Replacing The Volvo Oil Trap and Oil Pan SumpDocument6 pagesReplacing The Volvo Oil Trap and Oil Pan SumpsaifrulNo ratings yet
- Chapter11 Part1 PDFDocument40 pagesChapter11 Part1 PDFvampanezezNo ratings yet
- Different Project Topics of BSNLDocument3 pagesDifferent Project Topics of BSNLAbhijit Tripathy0% (1)
- Development Length ACI 318-14 v2.0Document5 pagesDevelopment Length ACI 318-14 v2.0Raymund Dale P. BallenasNo ratings yet
- Manual: KFD2-UT-E 1Document20 pagesManual: KFD2-UT-E 1Kyrie AbayaNo ratings yet