You might also like
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- (Two-Component Polyurethane Systems) ContentsDocument8 pages(Two-Component Polyurethane Systems) ContentsCong ChinhNo ratings yet
- Polyester and Vinyl Ester CoatingsDocument14 pagesPolyester and Vinyl Ester Coatingsrasool100% (2)
- Allnex Phenolic Resins GuideDocument12 pagesAllnex Phenolic Resins GuideMOHAMEDNo ratings yet
- Epoxy Curing Agent BrochureDocument9 pagesEpoxy Curing Agent Brochureavinash3285No ratings yet
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDocument20 pagesPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- Cement, Concrete & Mortar: Product Characteristics Brand NameDocument2 pagesCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Allnex-2K-Epoxy Amine Systems Calculation Tool 012022-Final-Version-locked 4.1Document6 pagesAllnex-2K-Epoxy Amine Systems Calculation Tool 012022-Final-Version-locked 4.1Shani PatelNo ratings yet
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDocument6 pagesEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine Coatingsmuhammadzulkifli100% (1)
- Studies On Thermosetting Resins - DR Akinsiku PDFDocument12 pagesStudies On Thermosetting Resins - DR Akinsiku PDFGlory Usoro100% (1)
- Polyurea Spray PDFDocument9 pagesPolyurea Spray PDFSesha GiriNo ratings yet
- 2K-PU Flooring, Flexible, Self-Leveling, Solvent-Free, 50-65-75 Shore A (V 44409 - 0)Document2 pages2K-PU Flooring, Flexible, Self-Leveling, Solvent-Free, 50-65-75 Shore A (V 44409 - 0)Oswaldo Manuel Ramirez MarinNo ratings yet
- Barriers of Protections BrochureDocument8 pagesBarriers of Protections BrochureJaime Rousseau TNo ratings yet
- Difference Between Polyester Resin and Epoxy ResinDocument4 pagesDifference Between Polyester Resin and Epoxy ResinjalilemadiNo ratings yet
- 5.2.2 MIO Coatings - What Types Are ThereDocument2 pages5.2.2 MIO Coatings - What Types Are ThereRama HidayatNo ratings yet
- What Are The Different Xylan Coatings and How Do I Decide Which Is BestDocument8 pagesWhat Are The Different Xylan Coatings and How Do I Decide Which Is Bestsabari ramasamy100% (1)
- KMS183 PDFDocument6 pagesKMS183 PDFSabyasachi Naik (Zico)100% (1)
- Easaqua TolonateDocument11 pagesEasaqua TolonateAlptekinNo ratings yet
- Paint 24442Document8 pagesPaint 24442DeDexterNo ratings yet
- Huntsman TPU IntruductionDocument26 pagesHuntsman TPU Intruductionjuliushasan2No ratings yet
- PU SystemsDocument18 pagesPU SystemsVicente CarmonaNo ratings yet
- 9510 Bitumen MasticDocument21 pages9510 Bitumen MasticAbhinandan Guwahati VmcNo ratings yet
- Kansai Paint's Export Strategy for Mosquito Repellent Paint in PakistanDocument30 pagesKansai Paint's Export Strategy for Mosquito Repellent Paint in PakistanAli ShafiqueNo ratings yet
- Brochure Water Based Adhesives WebDocument9 pagesBrochure Water Based Adhesives WebManu WoodNo ratings yet
- Synthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFDocument25 pagesSynthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFZohaib AliNo ratings yet
- Amine Blush in Epoxies - Burton - 2013Document17 pagesAmine Blush in Epoxies - Burton - 2013JohnNo ratings yet
- Aminecuringofepoxyresins PCI June06Document7 pagesAminecuringofepoxyresins PCI June06Uber Notty100% (1)
- Polybd Resin UrethanesDocument22 pagesPolybd Resin UrethanesborlixNo ratings yet
- Polishes, Coatings and SealersDocument30 pagesPolishes, Coatings and SealersIdkaNo ratings yet
- Performance Coatings - Greenheck FansDocument12 pagesPerformance Coatings - Greenheck Fansprsum_572100% (1)
- TDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03Document4 pagesTDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03JoeNo ratings yet
- Types of PaintsDocument5 pagesTypes of PaintsSatyamTiwariNo ratings yet
- Dokumen - Tips - Waterborne Silicates in Coatings and Construction Waterborne Silicates inDocument37 pagesDokumen - Tips - Waterborne Silicates in Coatings and Construction Waterborne Silicates inLong An Đỗ100% (2)
- Application Fields Polyurea CoatingsDocument47 pagesApplication Fields Polyurea CoatingsNabored SiakoNo ratings yet
- 521 Mio Coatings-What Are TheyDocument3 pages521 Mio Coatings-What Are TheypardissNo ratings yet
- Coating Technology HandbookDocument4 pagesCoating Technology HandbookvaducNo ratings yet
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocument24 pagesMaterial & Metalurgy: Organic Coatings Composition and Film Formationkevin100% (1)
- Fundamentals of Waterborne Resin TechnologyDocument4 pagesFundamentals of Waterborne Resin TechnologyvaducNo ratings yet
- Byk Ts-A5 Putties enDocument6 pagesByk Ts-A5 Putties enSebastian GonzalezNo ratings yet
- Waterborne Epoxy Coating SystemsDocument24 pagesWaterborne Epoxy Coating SystemsAPEX SONNo ratings yet
- Thermoset Resins Market ReportDocument134 pagesThermoset Resins Market Reportkmohsen75% (4)
- Pergut EDocument17 pagesPergut ECesar MartinezNo ratings yet
- Marketing Plan AkimDocument10 pagesMarketing Plan AkimqpwoeirituyNo ratings yet
- Water Repellent Cement Paint ProjectDocument9 pagesWater Repellent Cement Paint ProjectSwaroop MnNo ratings yet
- European Coatings JournalDocument52 pagesEuropean Coatings JournalCamilo Siete100% (2)
- AI Floor Coatings Guide WebDocument15 pagesAI Floor Coatings Guide WebSekson LapcharoensinNo ratings yet
- DownloadDocument16 pagesDownloadAmiirah MuddhooNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- XPU Flooring Balcony Case StudyDocument12 pagesXPU Flooring Balcony Case StudyyasafyNo ratings yet
- Polyurethane ProductsDocument47 pagesPolyurethane ProductsAdnan JadoonNo ratings yet
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDocument10 pagesOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENANo ratings yet
- 250 42aECDocument35 pages250 42aECniknenadNo ratings yet
- Phthalate Free Plasticizers in PVCDocument26 pagesPhthalate Free Plasticizers in PVCJuan Krloz Castañeda100% (1)
- Manufacturing Process of Epoxy Resins With Formulation Synthesis Epoxy Resin Adhesives and Epoxy Resin CoatingsDocument48 pagesManufacturing Process of Epoxy Resins With Formulation Synthesis Epoxy Resin Adhesives and Epoxy Resin CoatingsM.Ubaid Ullah KhalidNo ratings yet
- Cure Reactivity - A Route To Improved Performance in Halobutyl Applications TIDocument46 pagesCure Reactivity - A Route To Improved Performance in Halobutyl Applications TIGrzegorz WierzbaNo ratings yet
- Tego® Addbond - For Maximum AdhesionDocument8 pagesTego® Addbond - For Maximum AdhesionDanail AkuzovNo ratings yet
- Epoxy Resins: Corporate Training and PlanningDocument53 pagesEpoxy Resins: Corporate Training and PlanningAkash YadavNo ratings yet
- MarineLine784 Protective CoatingsDocument8 pagesMarineLine784 Protective CoatingsTimuçin ÇolakelNo ratings yet
- P-Toluenesulfonic Acid PDFDocument3 pagesP-Toluenesulfonic Acid PDFপ্রজা পতিNo ratings yet
- Smoking and InsufflationDocument4 pagesSmoking and Insufflationপ্রজা পতিNo ratings yet
- P Toluenesulfonic AcidDocument3 pagesP Toluenesulfonic Acidপ্রজা পতি0% (1)
- Fischer Esterification of p-Aminobenzoic Acid: Synthesis of BenzocaineDocument3 pagesFischer Esterification of p-Aminobenzoic Acid: Synthesis of BenzocaineKariEspinoza100% (1)
- Module IIDocument22 pagesModule IIKinoti Mugiira NtundaNo ratings yet
- Introduction to Weibull Analysis for Reliability ImprovementDocument2 pagesIntroduction to Weibull Analysis for Reliability ImprovementCesar ChpNo ratings yet
- GOS4 ch03 SolutionsDocument11 pagesGOS4 ch03 SolutionsPrathamesh DalviNo ratings yet
- HeatDocument31 pagesHeatnicky1213a100% (1)
- Electrical network management with MV substation control and Modbus communicationDocument45 pagesElectrical network management with MV substation control and Modbus communicationMaximiliano SanchezNo ratings yet
- Sandvik 2RE69 Stainless Steel DatasheetDocument9 pagesSandvik 2RE69 Stainless Steel DatasheetMuzammilNo ratings yet
- Some Basic Block Codes - 2804Document3 pagesSome Basic Block Codes - 2804Tân ChipNo ratings yet
- Math Assessment for Grade 1 StudentsDocument3 pagesMath Assessment for Grade 1 StudentsNemsi Prisda TampubolonNo ratings yet
- Diels-Alder Reaction CharacterizationDocument3 pagesDiels-Alder Reaction CharacterizationMohit SinghalNo ratings yet
- Water Properties & pH RegulationDocument19 pagesWater Properties & pH RegulationSumiya JssalbNo ratings yet
- Peugeot All Models Wiring Diagrams - GeneralDocument32 pagesPeugeot All Models Wiring Diagrams - GeneralFitra AhmadNo ratings yet
- Multi-Hole Orifice CalculationDocument10 pagesMulti-Hole Orifice Calculationadrianrrcc100% (1)
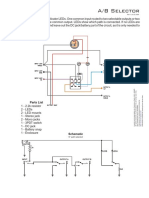
- A/B Selector: Parts ListDocument1 pageA/B Selector: Parts ListGiannis zmNo ratings yet
- High Impedance Fault Detection On Rural Electric Distribution and Power Quality Control SystemsDocument4 pagesHigh Impedance Fault Detection On Rural Electric Distribution and Power Quality Control SystemsGerman MonjeNo ratings yet
- TMS470 Assembly Language Tools User' S GuideDocument336 pagesTMS470 Assembly Language Tools User' S GuideMadhu CkNo ratings yet
- A Comparative Study of 6T, 8T and 9T SRAM CellDocument4 pagesA Comparative Study of 6T, 8T and 9T SRAM CellijaertNo ratings yet
- 80nva StatcomDocument1 page80nva StatcomIdriShh HaiNo ratings yet
- GCE O Level Practice PaperDocument12 pagesGCE O Level Practice Paperjina910% (1)
- EE5220 Project TRV CBRatings ReportDocument22 pagesEE5220 Project TRV CBRatings ReportsasikalasivakumarNo ratings yet
- Seismic Design and Retrofit of Piping SystemsDocument119 pagesSeismic Design and Retrofit of Piping Systemsv100% (1)
- Manual de Utilizare Sursa de Alimentare 27.6 V5 A Pulsar EN54-5A17 230 VAC50 HZ Montaj Aparent LEDDocument40 pagesManual de Utilizare Sursa de Alimentare 27.6 V5 A Pulsar EN54-5A17 230 VAC50 HZ Montaj Aparent LEDGabriel SerbanNo ratings yet
- DH-IPC-HDBW1431E-S: 4MP WDR IR Mini-Dome Network CameraDocument3 pagesDH-IPC-HDBW1431E-S: 4MP WDR IR Mini-Dome Network CameraBryan BautistaNo ratings yet
- Mil e 917eDocument127 pagesMil e 917ebimal_67No ratings yet
- CS8603 Distributed SystemsDocument11 pagesCS8603 Distributed SystemsMohammad Bilal - Asst. Prof, Dept. of CSENo ratings yet
- 35 Algorithm TypesDocument14 pages35 Algorithm TypesZaigham AbbasNo ratings yet
- Manual de Servicio Jac 5 InglésDocument375 pagesManual de Servicio Jac 5 InglésJT Pe100% (1)
- Design PrimerDocument35 pagesDesign PrimerShafira Nurianti salimNo ratings yet
- Zapata MATHCADDocument22 pagesZapata MATHCADGonzalo Ale Olave A.No ratings yet
- Sensing and Fixation of NO by Calixarenes: D. M. RudkevichDocument7 pagesSensing and Fixation of NO by Calixarenes: D. M. RudkevichAwaluddin Iwan PerdanaNo ratings yet
- Benefits of Using FlowchartsDocument14 pagesBenefits of Using FlowchartsDave FlautaNo ratings yet