You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Satellite AIS For Dummies®, Special EditionDocument67 pagesSatellite AIS For Dummies®, Special EditionALEXANDER DE JESUS PARRA UZCATEGUINo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Not Licensed to Print to novaPDF PrinterDocument36 pagesNot Licensed to Print to novaPDF PrintermauriciojjNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- TV Software Update Guide v3 PDFDocument44 pagesTV Software Update Guide v3 PDFAnderson CapristanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Iso Tc251 Wg4 Macam May 2017 enDocument4 pagesIso Tc251 Wg4 Macam May 2017 enpcesar777No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- User Help Guide For SAP Asset Information Workbench by Utopia For S/4HANADocument13 pagesUser Help Guide For SAP Asset Information Workbench by Utopia For S/4HANAmauriciojjNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- TrolexDocument56 pagesTrolexfazzlieNo ratings yet
- Manual Deepsea Battery Charger Dse9461Document46 pagesManual Deepsea Battery Charger Dse9461mauriciojjNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Foundation SystemsDocument5 pagesFoundation SystemsmauriciojjNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Purpose: Asset Management DesignationsDocument9 pagesPurpose: Asset Management DesignationsChristian SantillanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Touch 5 User & Installation ManualDocument28 pagesTouch 5 User & Installation ManualmauriciojjNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Use and Maintenance Instructions - Ql0208-Rev.2-2017 - enDocument70 pagesUse and Maintenance Instructions - Ql0208-Rev.2-2017 - enmauriciojjNo ratings yet
- Touch 5 User & Installation ManualDocument28 pagesTouch 5 User & Installation ManualmauriciojjNo ratings yet
- Manual - Milton Roy Serie-GDocument48 pagesManual - Milton Roy Serie-GmauriciojjNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Optimum Brochure UGOct2018Document4 pagesOptimum Brochure UGOct2018mauriciojjNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- EBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuideDocument94 pagesEBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuidemauriciojjNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Grundfos Dosing LDocument58 pagesGrundfos Dosing LmauriciojjNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CoolBLUE Inductive Absorbers PresentationDocument49 pagesCoolBLUE Inductive Absorbers PresentationmauriciojjNo ratings yet
- EBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuideDocument94 pagesEBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuidemauriciojjNo ratings yet
- Grundfos Dosing PumpDocument7 pagesGrundfos Dosing PumpRyan GohNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Electrical Machine Bearing DamageDocument81 pagesElectrical Machine Bearing DamageAmit BiswasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Grundfos Dosing LDocument58 pagesGrundfos Dosing LmauriciojjNo ratings yet
- Sap PM PDFDocument82 pagesSap PM PDFmauriciojjNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Guiacompra hdm2Document1 pageGuiacompra hdm2mauriciojjNo ratings yet
- Manual de Tuerca Hidraulica-Desbloqueado-editadoDocument37 pagesManual de Tuerca Hidraulica-Desbloqueado-editadomauriciojjNo ratings yet
- EBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuideDocument94 pagesEBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuidemauriciojjNo ratings yet
- Manual de Servicio Serie CSD PDFDocument168 pagesManual de Servicio Serie CSD PDFmauriciojjNo ratings yet
- CoolTUBE PresentationDocument21 pagesCoolTUBE PresentationmauriciojjNo ratings yet
- Pulsatron Parts Id PDFDocument151 pagesPulsatron Parts Id PDFmauriciojjNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- EBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuideDocument94 pagesEBARA Centrifugal Pumps 3 Series Specification and Performance Curves GuidemauriciojjNo ratings yet
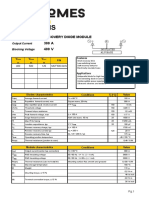
- MCF300.04IS: Insulated Fast Recovery Diode Module 300 A 400 VDocument4 pagesMCF300.04IS: Insulated Fast Recovery Diode Module 300 A 400 VAnonymous nC9gpUWPNo ratings yet
- Operational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsDocument6 pagesOperational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsAnonymous XtvvG80zuNo ratings yet
- As SystemDocument18 pagesAs Systemkr_abhijeet72356587No ratings yet
- BA15-18 QuotationDocument4 pagesBA15-18 QuotationRonish ChandraNo ratings yet
- GIS 8DQ1 DS eDocument18 pagesGIS 8DQ1 DS esachinkudachiNo ratings yet
- Particle Size EnlargementDocument8 pagesParticle Size EnlargementZaid Bin GhaziNo ratings yet
- Study of 132/33kV GIS Pedawaltair SubstationDocument38 pagesStudy of 132/33kV GIS Pedawaltair SubstationNavya PendurthiNo ratings yet
- No. of Working Days: Periodic Test-2Document62 pagesNo. of Working Days: Periodic Test-2crapjorust123No ratings yet
- Finned Tube Heat Exchanger - DetailsDocument7 pagesFinned Tube Heat Exchanger - DetailsSakthi VelNo ratings yet
- SESB Certified ContractorsDocument10 pagesSESB Certified Contractorsarvind raj100% (1)
- Sunstrip Manual PDFDocument17 pagesSunstrip Manual PDFBen ArcherNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mechanical & Electrical Reasoning Study GuideDocument24 pagesMechanical & Electrical Reasoning Study GuideAbdu AbdoulayeNo ratings yet
- Door Frame Cutout and Wire Transfer Installation GuideDocument1 pageDoor Frame Cutout and Wire Transfer Installation Guiderodney_massieNo ratings yet
- PMV - en - 12966 - 1 NORMA EUROPEA PDFDocument74 pagesPMV - en - 12966 - 1 NORMA EUROPEA PDFcumicaNo ratings yet
- Flange Insulating Gasket Kits: Advance Products & SystemsDocument8 pagesFlange Insulating Gasket Kits: Advance Products & SystemsJF ZLNo ratings yet
- Apodosi Fotovoltaikon GagliaDocument40 pagesApodosi Fotovoltaikon GagliathaneroNo ratings yet
- SO Short Batch FocusDocument169 pagesSO Short Batch FocusAl Rashedin KawserNo ratings yet
- Main Hazop Follow Up Utilities PlantDocument185 pagesMain Hazop Follow Up Utilities Plantfahad jamilNo ratings yet
- Wind Turbines by UJJWAL NAUTIYALDocument14 pagesWind Turbines by UJJWAL NAUTIYALUjjwal NautiyalNo ratings yet
- Manual Sillon Olsen PDFDocument14 pagesManual Sillon Olsen PDFbrisaNo ratings yet
- NAPS04 Paper OBTorDocument5 pagesNAPS04 Paper OBTorMiguel Paca CentellasNo ratings yet
- Ecs 1ZR PDFDocument17 pagesEcs 1ZR PDFReinaldo Arrivillaga100% (3)
- Accident Avoidance Drivers - Power Point PresentationDocument54 pagesAccident Avoidance Drivers - Power Point PresentationLydia VinalesNo ratings yet
- NCERT Physics Class 6-10 CompilationDocument119 pagesNCERT Physics Class 6-10 Compilationvishal tiwari100% (1)
- 1LE1002-1DA33-4AA4-Z Q02 Datasheet en PDFDocument2 pages1LE1002-1DA33-4AA4-Z Q02 Datasheet en PDFhmfNo ratings yet
- DESIGN QUALIFICATION FOR PURIFIED WATER STORAGE & DISTRIBUTION SYSTEM - Pharmaceutical GuidanceDocument30 pagesDESIGN QUALIFICATION FOR PURIFIED WATER STORAGE & DISTRIBUTION SYSTEM - Pharmaceutical GuidanceMohamad IsmailNo ratings yet
- CISP Harar M & E Framework For RRLH Through IFSA Fedis & GGDocument79 pagesCISP Harar M & E Framework For RRLH Through IFSA Fedis & GGaberra100% (1)
- Electrical Machines Lab March 16 UpdateDocument53 pagesElectrical Machines Lab March 16 Updatepeter vanderNo ratings yet
- Drilling horizontal wells with electric downhole motorsDocument10 pagesDrilling horizontal wells with electric downhole motorsGregory DemerjiNo ratings yet
- HJ Arnikar Nuclear ChemistryDocument112 pagesHJ Arnikar Nuclear Chemistrysatyam saxena67% (9)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)