You might also like
- Sequencing Batch Reactor SystemsDocument5 pagesSequencing Batch Reactor SystemsAl Patrick Dela CalzadaNo ratings yet
- Omni FloDocument5 pagesOmni FloViorel HarceagNo ratings yet
- Design Criteria SBRDocument8 pagesDesign Criteria SBRranbeer41100% (1)
- Complexity of EA - 1Document7 pagesComplexity of EA - 1Don BakerNo ratings yet
- ADI Systems IncDocument6 pagesADI Systems IncViorel HarceagNo ratings yet
- Domestic Sewage Treatment PlantDocument6 pagesDomestic Sewage Treatment PlantMahmudul HasanNo ratings yet
- STP Secondary Treatment Sept 27 2018Document26 pagesSTP Secondary Treatment Sept 27 2018Mulberry PlaceNo ratings yet
- CAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignDocument4 pagesCAP 15 - 3 Design of Water Resource Recovery Facilities, Sixth Edition Nitrogen-Removal-Sidestream-Process-DesignNICOLAS SANCHEZ GOMEZNo ratings yet
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDocument6 pagesTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNo ratings yet
- Rotating Biological ContactorsDocument11 pagesRotating Biological ContactorsDevendra SharmaNo ratings yet
- Operating Philosophy and Control Description For Saudi Aramco Bulk Plants Y00002 and Y00003Document25 pagesOperating Philosophy and Control Description For Saudi Aramco Bulk Plants Y00002 and Y00003Nawaf ALaskariNo ratings yet
- Applying The: Taking Care of The World's WaterDocument8 pagesApplying The: Taking Care of The World's WaterBon BonNo ratings yet
- MBR-Tertiary UF ComparisonDocument9 pagesMBR-Tertiary UF ComparisonAkhmad RidhaniNo ratings yet
- Wastewater Technology Fact Sheet - SBRDocument9 pagesWastewater Technology Fact Sheet - SBRJovo BozovicNo ratings yet
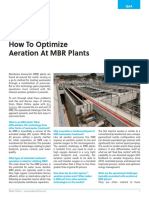
- Kla Qa Optimize Aeration MBR PlantsDocument2 pagesKla Qa Optimize Aeration MBR PlantsDeepak JoyNo ratings yet
- RMC Online Washing System Industrial Gas TurbineDocument3 pagesRMC Online Washing System Industrial Gas TurbinepayamzarNo ratings yet
- MBR - Industrial WW AE 02Document12 pagesMBR - Industrial WW AE 02transilvanpopNo ratings yet
- Report OF Sewage Treatment PlantDocument17 pagesReport OF Sewage Treatment PlantSanand Karwa100% (3)
- MBBR OM Manual-250Document42 pagesMBBR OM Manual-250senthil2002100% (3)
- CIP CalculationDocument6 pagesCIP CalculationAnonymous fzP6QHQ100% (2)
- Midterm Exam Answers 2-3-4Document7 pagesMidterm Exam Answers 2-3-4Aslıhan KayaNo ratings yet
- RBC and UASBDocument7 pagesRBC and UASBKarunya DeviNo ratings yet
- Car WashingDocument51 pagesCar WashingShiv Anand0% (1)
- OTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightDocument14 pagesOTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightSARTHAK BAPATNo ratings yet
- Extended AerationDocument17 pagesExtended AerationMorris Angelo NievaNo ratings yet
- Sequence Batch ReactorDocument4 pagesSequence Batch ReactorKwang Je LeeNo ratings yet
- Brochure Busse GTDocument8 pagesBrochure Busse GTLTE002No ratings yet
- 120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferDocument39 pages120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferVķ MãħëšħNo ratings yet
- SBRDocument8 pagesSBRThông NguyễnNo ratings yet
- COMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFDocument9 pagesCOMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFViorel HarceagNo ratings yet
- Ecolo Chief BrochureDocument4 pagesEcolo Chief Brochureamoingenieria100% (1)
- Company Profile ECDocument7 pagesCompany Profile ECPawan KhandelwalNo ratings yet
- Anaerobic Baffled Reactor (ABR) - SSWM PDFDocument9 pagesAnaerobic Baffled Reactor (ABR) - SSWM PDFAnonymous gqtnY7iRk1No ratings yet
- Sequencing Batch ReactorDocument9 pagesSequencing Batch ReactorfarajelmabroukNo ratings yet
- O & M ManualDocument39 pagesO & M ManualAjith KumarNo ratings yet
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocument10 pagesUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03No ratings yet
- Biological Wastewater Treatment: Aerobic & AnaerobicDocument8 pagesBiological Wastewater Treatment: Aerobic & Anaerobic007_pppqqqNo ratings yet
- The Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Document9 pagesThe Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Eaton FiltrationNo ratings yet
- Consideration For Approval of ATU For Use in Trinidad and TobagoDocument5 pagesConsideration For Approval of ATU For Use in Trinidad and TobagoJeffrey James100% (1)
- Doc-20240327-Wa0029 240329 163445Document14 pagesDoc-20240327-Wa0029 240329 163445rakshithnayak678No ratings yet
- Aerated Lagoons - EPA Fact SheetDocument5 pagesAerated Lagoons - EPA Fact SheetlazopaNo ratings yet
- 2008 01 23 MTB Etfs Membrane-BioreactorsDocument9 pages2008 01 23 MTB Etfs Membrane-BioreactorsPuneet SharmaNo ratings yet
- Serfilco EscobarDocument4 pagesSerfilco EscobarEdnaldo GonzagaNo ratings yet
- Veolia's Case Studies For Small Wastewater Treatment PlantsDocument15 pagesVeolia's Case Studies For Small Wastewater Treatment PlantsOswar MungkasaNo ratings yet
- Hoja Completa UASBDocument12 pagesHoja Completa UASBAlex Ignacio AndradeNo ratings yet
- Aerobic TreatmentDocument8 pagesAerobic TreatmentAltus SchoemanNo ratings yet
- UASB ReactorDocument6 pagesUASB ReactorPuneet SharmaNo ratings yet
- Process Intensification in Industrial Wastewater Treatment FinalDocument10 pagesProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasNo ratings yet
- Anaer ObiDocument4 pagesAnaer ObiLTE002No ratings yet
- Coupled Biological Daf PaperDocument8 pagesCoupled Biological Daf PaperMohamed TallyNo ratings yet
- PALL L-G Coalescers PDFDocument16 pagesPALL L-G Coalescers PDFpaulpopNo ratings yet
- Comparing Technologies - Conventional ASP, SBR, MBBR, MBRDocument3 pagesComparing Technologies - Conventional ASP, SBR, MBBR, MBRJanakiram GoudNo ratings yet
- Treatment GuideDocument13 pagesTreatment GuideLTE002No ratings yet
- Project Execution PlanDocument20 pagesProject Execution Planprabhu rajendranNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Harvesting Rainwater for Your Home: Design, Install, and Maintain a Self-Sufficient Water Collection and Storage System in 5 Simple Steps for DIY beginner preppers, homesteaders, and environmentalistsFrom EverandHarvesting Rainwater for Your Home: Design, Install, and Maintain a Self-Sufficient Water Collection and Storage System in 5 Simple Steps for DIY beginner preppers, homesteaders, and environmentalistsNo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Encyclopedia of Music in The 20th Century (PDFDrive)Document801 pagesEncyclopedia of Music in The 20th Century (PDFDrive)Petros Karatsolis100% (6)
- MYP Band 7-8Document6 pagesMYP Band 7-8musicatraianNo ratings yet
- Mantra and Mind PDFDocument3 pagesMantra and Mind PDFgulanikar7694No ratings yet
- Editorial Director: Scientific BoardDocument106 pagesEditorial Director: Scientific BoardTobyNo ratings yet
- Are You Fully Charged - Tom RathDocument1 pageAre You Fully Charged - Tom RathHoratiu BahneanNo ratings yet
- Module 2 Activity 1Document1 pageModule 2 Activity 1です元気No ratings yet
- 31725H - Unit 6 - Pef - 20180815Document21 pages31725H - Unit 6 - Pef - 20180815hello1737828No ratings yet
- Rudra 18Document21 pagesRudra 18Ruthra DeviNo ratings yet
- Customer Measurement MetricsDocument59 pagesCustomer Measurement Metricsmothicy100% (1)
- BCSE303L-P OS SyllabusDocument3 pagesBCSE303L-P OS SyllabusNeha VenugopalNo ratings yet
- X Series x13 g2 20jul09Document4 pagesX Series x13 g2 20jul09Laiq ZamanNo ratings yet
- Plan Approval Application .Document2 pagesPlan Approval Application .Tariro DziruniNo ratings yet
- International Journal of MultilingualismDocument19 pagesInternational Journal of MultilingualismAlejandra RotoNo ratings yet
- UB Mae 311Document4 pagesUB Mae 311Deepak KumarNo ratings yet
- Test Procedure Offer 019-14V 3015Document5 pagesTest Procedure Offer 019-14V 3015sohaibNo ratings yet
- Virginia Braun - Victoria Clarke Successful Qualitative Research - A Practical Guide For Beginners SagDocument515 pagesVirginia Braun - Victoria Clarke Successful Qualitative Research - A Practical Guide For Beginners Saggm85% (27)
- Foundation (Engineering)Document4 pagesFoundation (Engineering)hulalaNo ratings yet
- Poetry Figures of SpeechDocument23 pagesPoetry Figures of SpeechGabriel OrtegaNo ratings yet
- Presents: Attacking The Ipv6 Protocol Suite: Van Hauser, THCDocument41 pagesPresents: Attacking The Ipv6 Protocol Suite: Van Hauser, THConeil.paulj7400No ratings yet
- Swimming Pool Lighting DesignDocument2 pagesSwimming Pool Lighting DesignquletjavierNo ratings yet
- Enciclopedia Universale Del Bimby Volume 26 PDFDocument122 pagesEnciclopedia Universale Del Bimby Volume 26 PDFfabritteNo ratings yet
- Annual Report 2010 PDFDocument400 pagesAnnual Report 2010 PDFVijay MishraNo ratings yet
- Mass Deployment of SAP Solution Manager Diagnostics Agent With NW2007 SR3 SAP Installer.Document8 pagesMass Deployment of SAP Solution Manager Diagnostics Agent With NW2007 SR3 SAP Installer.walsemgeNo ratings yet
- Nonogram Assignment Instructions 2022Document14 pagesNonogram Assignment Instructions 2022PrestigiousNo ratings yet
- Arbeitsblatt 3 Lösungen: While Watching 00:22-05:50Document3 pagesArbeitsblatt 3 Lösungen: While Watching 00:22-05:50FamilyGangNo ratings yet
- Preptest2010 PDFDocument2 pagesPreptest2010 PDFJohnkent FloresNo ratings yet
- 15 Practise Examinations For The EcpeDocument6 pages15 Practise Examinations For The EcpeAngie LaNo ratings yet
- Flow Over WeirsDocument3 pagesFlow Over WeirsNurshazwani syuhada bt al- badri0% (1)
- Stepping Stones 7Document2 pagesStepping Stones 7api-350748433No ratings yet
- ASTM D1119 - 00 - Percent Ash Content of Engine Coolants and AntirustsDocument2 pagesASTM D1119 - 00 - Percent Ash Content of Engine Coolants and Antirustsphamthuyha100% (2)