You might also like
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- NBIC Bulletin-Talking On ASME SC VIII-1 EfficiencyDocument3 pagesNBIC Bulletin-Talking On ASME SC VIII-1 EfficiencyIara NascimentoNo ratings yet
- Asmeviii Uw EDocument196 pagesAsmeviii Uw ETâm NgôNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- ASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyDocument34 pagesASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyMohammed AnshafNo ratings yet
- Category of RadiographyDocument9 pagesCategory of RadiographySAGARNo ratings yet
- Engineering Vibroacoustic Analysis: Methods and ApplicationsFrom EverandEngineering Vibroacoustic Analysis: Methods and ApplicationsStephen A. HambricNo ratings yet
- Asmeviii Uw PPT 140819093515 Phpapp02 PDFDocument196 pagesAsmeviii Uw PPT 140819093515 Phpapp02 PDFMohamed Abd El DayemNo ratings yet
- Pages From Interpretation1-2Document1 pagePages From Interpretation1-2kinjalpatel12345No ratings yet
- Comment: Only ASME Can Make Interpretations On The ASME VIII-1 Code Weld Efficiencies For ASME VIII-1 Vessels - Section UW-11 (A) (5) (B)Document11 pagesComment: Only ASME Can Make Interpretations On The ASME VIII-1 Code Weld Efficiencies For ASME VIII-1 Vessels - Section UW-11 (A) (5) (B)MechanicalNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- BOLT STRENGTH - RemovedDocument12 pagesBOLT STRENGTH - RemovedAbdul khaliquNo ratings yet
- Simple Shear Connections SteelwiseDocument4 pagesSimple Shear Connections SteelwiseAnil K Vishwa100% (1)
- Devchand Engineers Pvt. LTD: Equipment Description: Equipment Tag No: Drawing ReferenceDocument1 pageDevchand Engineers Pvt. LTD: Equipment Description: Equipment Tag No: Drawing Referencemiteshpatel191No ratings yet
- NB Article On VIII-1 RTDocument3 pagesNB Article On VIII-1 RThubert_veltenNo ratings yet
- ERW Pipe EfficiencyDocument1 pageERW Pipe EfficiencyManoj MulikNo ratings yet
- ASME Pressure Vessel JointDocument8 pagesASME Pressure Vessel Jointf4CHNo ratings yet
- 4.14 Welding in Cold-Formed Zones: BS EN 1993-1-8:2005 EN 1993-1-8:2005 (E)Document5 pages4.14 Welding in Cold-Formed Zones: BS EN 1993-1-8:2005 EN 1993-1-8:2005 (E)mn4webNo ratings yet
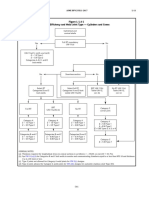
- Figure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConesDocument4 pagesFigure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConessanketNo ratings yet
- C289Document22 pagesC289Gato SesaNo ratings yet
- 4.designfor AASHTO 1997Document18 pages4.designfor AASHTO 1997Aku PalsuNo ratings yet
- Ucs-66 MDMTDocument14 pagesUcs-66 MDMTravi2007No ratings yet
- Connection Design Standard Document PDFDocument47 pagesConnection Design Standard Document PDFclam2014No ratings yet
- ASME Code News (Questions and Answers)Document4 pagesASME Code News (Questions and Answers)dj22500No ratings yet
- Technical Bulletin 21 PDFDocument7 pagesTechnical Bulletin 21 PDFAgustin ParadisoNo ratings yet
- RTDocument7 pagesRTSUDARSAN SNo ratings yet
- Sfa 5.21Document24 pagesSfa 5.21Luis Evangelista Moura Pacheco0% (1)
- Joint Efficiency DeterminationDocument3 pagesJoint Efficiency DeterminationKlusnerKlusnerKlusnerNo ratings yet
- Considering PZ Seismic Behavior in Wuf-B and Cover Plate ConnectionsDocument10 pagesConsidering PZ Seismic Behavior in Wuf-B and Cover Plate ConnectionsangelomarinilliNo ratings yet
- Aisc Tablas 8Document34 pagesAisc Tablas 8Juan Carlos Espinosa CoronaNo ratings yet
- Vessel Weld EfficiencyDocument1 pageVessel Weld EfficiencyAlvin SmithNo ratings yet
- Asme Design Check List Viii-1 Rev0Document3 pagesAsme Design Check List Viii-1 Rev0jamil voraNo ratings yet
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018Document32 pagesTable 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018GabrielNo ratings yet
- Pos R2 - Calc Note - DetailedDocument2 pagesPos R2 - Calc Note - DetailedMilosNo ratings yet
- AE Series Disconnect Switches: Explosionproof, Dust-IgnitionproofDocument2 pagesAE Series Disconnect Switches: Explosionproof, Dust-IgnitionproofMuhamad PriyatnaNo ratings yet
- 5 Wind Energy CH 5Document60 pages5 Wind Energy CH 5mohit pawarNo ratings yet
- Astm e 190-1992 (R 2008)Document4 pagesAstm e 190-1992 (R 2008)Tausif LodhiNo ratings yet
- Guided Bend Test For Ductility of Weld (ASTM E 190-92Document4 pagesGuided Bend Test For Ductility of Weld (ASTM E 190-92adel0% (1)
- Itp 0003Document1 pageItp 0003Giancarlo PumaNo ratings yet
- F 1145 - 92 R96 RjexndutotjsotyDocument10 pagesF 1145 - 92 R96 Rjexndutotjsotymiguel perezNo ratings yet
- Blue Book Cross Sections+checks Rev.10Document833 pagesBlue Book Cross Sections+checks Rev.10stavros_stergNo ratings yet
- Part-2-July21 A P P E N D I X 1 Tests Required For Materials, and Responsibility For VerifyingDocument8 pagesPart-2-July21 A P P E N D I X 1 Tests Required For Materials, and Responsibility For VerifyingSergio AlejandroNo ratings yet
- Joint Efficiency RuleDocument4 pagesJoint Efficiency RulesubhaNo ratings yet
- Lethal Service GuideDocument5 pagesLethal Service GuidekingstonNo ratings yet
- Impact Test Requirements Enigma - ABSADocument13 pagesImpact Test Requirements Enigma - ABSASH1961No ratings yet
- The Impact Testing Enigma: A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing RequirementsDocument13 pagesThe Impact Testing Enigma: A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing Requirementssanjaypatel25No ratings yet
- Asme Seccion Viii Div 1 - Apartado Uw-2 Restricciones de ServicioDocument3 pagesAsme Seccion Viii Div 1 - Apartado Uw-2 Restricciones de ServicioAlexander CorvinNo ratings yet
- Autodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Document3 pagesAutodesk Robot Structural Analysis Professional 2019 Author: File: SWISS MEZZANINE v1.1.rtd Address: Project: SWISS MEZZANINE v1.1Dimo SiderovNo ratings yet
- Vee-Ball Designs V150, V200 and V300 Noise AttenuatorDocument6 pagesVee-Ball Designs V150, V200 and V300 Noise AttenuatorDatt NguyenNo ratings yet
- Aluminum 1350-H19 Wire For Electrical PurposesDocument4 pagesAluminum 1350-H19 Wire For Electrical Purposes장호원No ratings yet
- Fisher V Ball ManualDocument16 pagesFisher V Ball Manualddoyle1351No ratings yet
- Jis B-1186Document21 pagesJis B-1186nate anantathatNo ratings yet
- JIS B 8265-2010 Errata 2013Document11 pagesJIS B 8265-2010 Errata 2013nanotech123No ratings yet
- Joint Efficiencies (Asme Code)Document3 pagesJoint Efficiencies (Asme Code)prabu_kumar1365No ratings yet
- Lethal ServiceDocument4 pagesLethal Serviceisrar khanNo ratings yet
- Written Assignment Unit 4 Health ScienceDocument6 pagesWritten Assignment Unit 4 Health SciencesafsdaNo ratings yet
- Insulating Oil TestingDocument6 pagesInsulating Oil TestingnasrunNo ratings yet
- Full Carrino Plaza Brochure and Application (General)Document8 pagesFull Carrino Plaza Brochure and Application (General)tanis581No ratings yet
- Fortune Falls - Lou VaneDocument402 pagesFortune Falls - Lou VanetesteNo ratings yet
- Upper Limb OrthosesDocument29 pagesUpper Limb OrthosesMaryam KhalidNo ratings yet
- Method Statement For Lifting WorksDocument12 pagesMethod Statement For Lifting WorksRachel Flores85% (26)
- Jurnal Gerd PDFDocument6 pagesJurnal Gerd PDFdilaNo ratings yet
- Withania DSC PDFDocument6 pagesWithania DSC PDFEfsha KhanNo ratings yet
- Course Weekly Schedule Health Science TheoryDocument6 pagesCourse Weekly Schedule Health Science Theoryapi-466810096No ratings yet
- Celltac MEK 6500Document3 pagesCelltac MEK 6500RiduanNo ratings yet
- House of Candy PresentationDocument42 pagesHouse of Candy PresentationRohit JaroudiyaNo ratings yet
- Martins Taylorb Os 10742 Final Opinion 2 11 2022 02898337xd2c78Document9 pagesMartins Taylorb Os 10742 Final Opinion 2 11 2022 02898337xd2c78Live 5 NewsNo ratings yet
- Content Map PE & Health 12Document12 pagesContent Map PE & Health 12RIZZA MEA DOLOSONo ratings yet
- Photosynthesis PastPaper QuestionsDocument24 pagesPhotosynthesis PastPaper QuestionsEva SugarNo ratings yet
- 5: Chemical Trends - Topic Questions: Year Series Paper NumberDocument10 pages5: Chemical Trends - Topic Questions: Year Series Paper NumberSumaira AliNo ratings yet
- Eko Serbia A.D. Beograd Rules For The Purchase of Fuel Through AccountsDocument2 pagesEko Serbia A.D. Beograd Rules For The Purchase of Fuel Through AccountsMarko Perovic PerkeNo ratings yet
- A656 GR 80 Brochure 06-26-08Document2 pagesA656 GR 80 Brochure 06-26-08OsmanNo ratings yet
- 03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaDocument10 pages03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaKienstel GigantoNo ratings yet
- Presentasi Evaluasi Manajemen Risiko - YLYDocument16 pagesPresentasi Evaluasi Manajemen Risiko - YLYOPERASIONALNo ratings yet
- Guimbungan, Core Competency Module 1 - Part 3 PDFDocument11 pagesGuimbungan, Core Competency Module 1 - Part 3 PDFSharlyne K. GuimbunganNo ratings yet
- Laboratory Medicine Internship BookletDocument95 pagesLaboratory Medicine Internship BookletMuhammad Attique100% (1)
- Tryout Consent Form - 2014 - Sign and ReturnDocument2 pagesTryout Consent Form - 2014 - Sign and ReturnSanjeevan BaraNo ratings yet
- Injection Analyzer Electronic Unit enDocument67 pagesInjection Analyzer Electronic Unit enmayralizbethbustosNo ratings yet
- Pearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013Document389 pagesPearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013mmbire@gmail.comNo ratings yet
- Hema Lec HematopoiesisDocument8 pagesHema Lec HematopoiesisWayne ErumaNo ratings yet
- RIASEC Personality TestDocument2 pagesRIASEC Personality TestSarah Jane NomoNo ratings yet
- S108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRDocument13 pagesS108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRnetiksNo ratings yet
- Sithpat006ccc019 A - 2021.1Document34 pagesSithpat006ccc019 A - 2021.1Mark Andrew Clarete100% (2)
- DTC P1602 Deterioration of Battery: DescriptionDocument5 pagesDTC P1602 Deterioration of Battery: DescriptionEdy SudarsonoNo ratings yet
- MGMTDocument19 pagesMGMTMakrant MohanNo ratings yet