You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Test Bank For Biological Science 3rd Canadian Edition Scott Freeman DownloadDocument13 pagesTest Bank For Biological Science 3rd Canadian Edition Scott Freeman Downloadjuliekimbmcnygjrkx100% (29)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Refrigeration in Food ProcessingDocument9 pagesRefrigeration in Food ProcessingsureshNo ratings yet
- Streamline and Turbulent FlowDocument4 pagesStreamline and Turbulent FlowsureshNo ratings yet
- Mass and Energy Balance in Fluid FlowDocument4 pagesMass and Energy Balance in Fluid FlowsureshNo ratings yet
- Meterial and Energy BalanceDocument12 pagesMeterial and Energy BalancesureshNo ratings yet
- Microbial Spoilage of Dairy Products and Their ControlDocument12 pagesMicrobial Spoilage of Dairy Products and Their ControlsureshNo ratings yet
- LetterDocument13 pagesLettersureshNo ratings yet
- Layout and Design of Storage StructuresDocument2 pagesLayout and Design of Storage StructuressureshNo ratings yet
- 7 Stages of Quality Control Checks For Meat and PoultryDocument2 pages7 Stages of Quality Control Checks For Meat and PoultrysureshNo ratings yet
- Material Handling SystemDocument2 pagesMaterial Handling SystemsureshNo ratings yet
- Indian Boiler Regulation ActDocument7 pagesIndian Boiler Regulation Actsuresh100% (1)
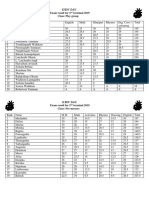
- Kids' Day Exam Result For 2 Terminal 2019 Class: Play GroupDocument2 pagesKids' Day Exam Result For 2 Terminal 2019 Class: Play GroupsureshNo ratings yet
- Hygiene and Sanitary Conditions in A Meat Processing Plant PDFDocument30 pagesHygiene and Sanitary Conditions in A Meat Processing Plant PDFsureshNo ratings yet
- Del Giudice, Emilio de Ninno, Antonella Fleischmann, Martin M - Coherent Quantum Electrodynamics in Li PDFDocument12 pagesDel Giudice, Emilio de Ninno, Antonella Fleischmann, Martin M - Coherent Quantum Electrodynamics in Li PDFЮрий ЮрийNo ratings yet
- Behavioral and Physiological Effects of Social Isolation On MiceDocument7 pagesBehavioral and Physiological Effects of Social Isolation On Miceapi-281130314No ratings yet
- International Rules For Seed Testing 2020: Chapter 2: SamplingDocument52 pagesInternational Rules For Seed Testing 2020: Chapter 2: SamplingmaritzaNo ratings yet
- ZOO100LAB-Exercise-3-Chordate-Embryology-Part-1 (ZOO HOT BABES)Document8 pagesZOO100LAB-Exercise-3-Chordate-Embryology-Part-1 (ZOO HOT BABES)bashier jailaniNo ratings yet
- (Source: Kolar District: Population 2011-2021 Data) Government Body - Robertsonpet Municipal Council Elevation - 848 M (2,782 FT)Document8 pages(Source: Kolar District: Population 2011-2021 Data) Government Body - Robertsonpet Municipal Council Elevation - 848 M (2,782 FT)ShivaNo ratings yet
- Theoretical Foundations in Nursing: Learning OutcomesDocument32 pagesTheoretical Foundations in Nursing: Learning OutcomesCarlyne LaneteNo ratings yet
- Science - Form - 2 1 27 10 27Document18 pagesScience - Form - 2 1 27 10 27Gan Wei ShengNo ratings yet
- DLL Gen Bio 2 March 6-10-23Document5 pagesDLL Gen Bio 2 March 6-10-23christian myles pascuaNo ratings yet
- Case Study Edia Ovia, NursingDocument15 pagesCase Study Edia Ovia, NursingKelly J WilsonNo ratings yet
- Organism: Figure 1-6 The Hierarchy of Biological OrganizationDocument1 pageOrganism: Figure 1-6 The Hierarchy of Biological OrganizationElrey Anatol0% (1)
- Análisis de HistonasDocument5 pagesAnálisis de Histonascesar JuniorNo ratings yet
- Sensual Meditation LoveDocument143 pagesSensual Meditation LoveMamas Matriarch100% (1)
- Second Written Test in Science 8 QUARTER 4, SY 2021-2022 Instructions: Read Each Question Carefully and Write The Correct Answer in ADocument5 pagesSecond Written Test in Science 8 QUARTER 4, SY 2021-2022 Instructions: Read Each Question Carefully and Write The Correct Answer in Ajoan marie PeliasNo ratings yet
- Patel Resume FinalDocument2 pagesPatel Resume Finalapi-373934711No ratings yet
- KW 15 AbstractsDocument1,129 pagesKW 15 AbstractsShloime-Batsheva Dalezman100% (1)
- Lesson 3.2: Human Major Body Organs (Grade 4)Document8 pagesLesson 3.2: Human Major Body Organs (Grade 4)Rica Jean IbcasNo ratings yet
- Plant Reproduction 4 1Document4 pagesPlant Reproduction 4 1Belen MartinezNo ratings yet
- Function of The Small IntestineDocument4 pagesFunction of The Small Intestine139315No ratings yet
- Flow Cytometry in Neoplastic Hematology Morphologic-Immunophenotypic Correlation Includes Digital Download (PDFDrive)Document465 pagesFlow Cytometry in Neoplastic Hematology Morphologic-Immunophenotypic Correlation Includes Digital Download (PDFDrive)Mário da Costa PintoNo ratings yet
- Study Guide NeurophysiologyDocument2 pagesStudy Guide NeurophysiologyAndrew MajorNo ratings yet
- Cerambycidae - Poznámky K Výskytu 2017Document5 pagesCerambycidae - Poznámky K Výskytu 2017maxeleryNo ratings yet
- Uv-C TechnologyDocument9 pagesUv-C TechnologyGaurav ZanzadNo ratings yet
- Sub Kelas MagnoliidaeDocument14 pagesSub Kelas MagnoliidaeSyifa Auliya ZulfahNo ratings yet
- Allopathic Drug Manufacturers 2014-09!09!115229Document24 pagesAllopathic Drug Manufacturers 2014-09!09!115229zak_bdNo ratings yet
- Unit-3 BPDocument48 pagesUnit-3 BPShreyas ShreyuNo ratings yet
- Paper Out of Banana BarkDocument35 pagesPaper Out of Banana BarkAlyssa LapeñaNo ratings yet
- 9th PapersDocument12 pages9th PapersRaheemdad PalhNo ratings yet
- International Rice Research Notes Vol.25 No.1Document45 pagesInternational Rice Research Notes Vol.25 No.1ccquintos0% (1)
- Punjab Group of Colleges: 1 Quarter Test (Chapter 15, 16, 17)Document2 pagesPunjab Group of Colleges: 1 Quarter Test (Chapter 15, 16, 17)Qadir RafiqueNo ratings yet