You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Letter No. 1568 QA QC Audit Report For Approval of Fabrication ShopsDocument2 pagesLetter No. 1568 QA QC Audit Report For Approval of Fabrication ShopsIndra Nath MishraNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Orthotropic Steel Deck Suez Canal Bridge GADDocument4 pagesOrthotropic Steel Deck Suez Canal Bridge GADIndra Nath MishraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Bridge Comes To San Francisco, With Made-In-China Label - The New York TimesDocument3 pagesBridge Comes To San Francisco, With Made-In-China Label - The New York TimesIndra Nath MishraNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Reason Behind Failure of Central Hinge Bearings Modifications Proposed in The Central Hinge Bearings of The Mahatma Gandhi Setu in Patna by I.N. MishraDocument8 pagesReason Behind Failure of Central Hinge Bearings Modifications Proposed in The Central Hinge Bearings of The Mahatma Gandhi Setu in Patna by I.N. MishraIndra Nath MishraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Orthotropic Steel Deck Construction SupervisionDocument29 pagesOrthotropic Steel Deck Construction SupervisionIndra Nath MishraNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- ITP-precast SegmentsDocument3 pagesITP-precast SegmentsIndra Nath MishraNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- JFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisDocument1 pageJFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisIndra Nath MishraNo ratings yet
- IHI Fabrication, CaliforniaDocument8 pagesIHI Fabrication, CaliforniaIndra Nath MishraNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Weld & Material Data LogDocument7 pagesWeld & Material Data LogIndra Nath MishraNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Fall of SkyscrapersDocument6 pagesThe Fall of SkyscrapersIndra Nath MishraNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Tekla BIM AwardsDocument2 pagesTekla BIM AwardsIndra Nath MishraNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Salient Features of Chenab BridgeDocument2 pagesSalient Features of Chenab BridgeIndra Nath MishraNo ratings yet
- Bay Bridge Steel FactsDocument2 pagesBay Bridge Steel FactsIndra Nath MishraNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Recent Developement in Concrete & SteelDocument4 pagesRecent Developement in Concrete & SteelIndra Nath MishraNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Bogibeel Rail-cum-Road Bridge PDFDocument2 pagesBogibeel Rail-cum-Road Bridge PDFIndra Nath MishraNo ratings yet
- DFG Analysis Roads 2019Document6 pagesDFG Analysis Roads 2019Indra Nath MishraNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- JFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisDocument1 pageJFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisIndra Nath MishraNo ratings yet
- World Highways - Kuwait's Sheikh Jaber Al-Ahmad Al-Sabah Causeway OpensDocument5 pagesWorld Highways - Kuwait's Sheikh Jaber Al-Ahmad Al-Sabah Causeway OpensIndra Nath MishraNo ratings yet
- Schedule K TestsDocument2 pagesSchedule K TestsIndra Nath MishraNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Method Statement - Cross Hole Sonic TestDocument11 pagesMethod Statement - Cross Hole Sonic TestIndra Nath MishraNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Statue of Unity in Shortlist For Best Engineered StructuresDocument2 pagesStatue of Unity in Shortlist For Best Engineered StructuresIndra Nath MishraNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Western Flank of Gandhi Setu To Be Ready by June' - Times of IndiaDocument2 pagesWestern Flank of Gandhi Setu To Be Ready by June' - Times of IndiaIndra Nath MishraNo ratings yet
- IHI Fabrication, CaliforniaDocument8 pagesIHI Fabrication, CaliforniaIndra Nath MishraNo ratings yet
- Professional Engineers Registration Bill 2019 - Professional EngineersDocument1 pageProfessional Engineers Registration Bill 2019 - Professional EngineersIndra Nath MishraNo ratings yet
- Statue of Unity in Shortlist For Best Engineered Structures PDFDocument2 pagesStatue of Unity in Shortlist For Best Engineered Structures PDFIndra Nath MishraNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Stonecutters Bridge Hong Kong, China - Verdict TrafficDocument5 pagesStonecutters Bridge Hong Kong, China - Verdict TrafficIndra Nath MishraNo ratings yet
- Defective Construction Work at Hung Hom Station Tunnel Was Subcontractor's Fault, Not Ours', Says Main Contractor at MTR Commission of Inquiry - South China Morning PostDocument5 pagesDefective Construction Work at Hung Hom Station Tunnel Was Subcontractor's Fault, Not Ours', Says Main Contractor at MTR Commission of Inquiry - South China Morning PostIndra Nath MishraNo ratings yet
- Professional Engineers Registration Bill 2019 - Professional EngineersDocument1 pageProfessional Engineers Registration Bill 2019 - Professional EngineersIndra Nath MishraNo ratings yet
- SSRN Id4145428Document15 pagesSSRN Id4145428Elina EsfandiariNo ratings yet
- Multiple Choice 5 NDEDocument11 pagesMultiple Choice 5 NDEPham Thuc HDNo ratings yet
- General Weld SymbolsDocument2 pagesGeneral Weld SymbolsshibumbNo ratings yet
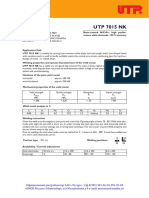
- Utp 7015 NKDocument1 pageUtp 7015 NKsergey.pu4kaNo ratings yet
- 1 - Primacore LW71 1.2 E208038900Document1 page1 - Primacore LW71 1.2 E208038900Suli HartoNo ratings yet
- Dissimilar Welding of Titanium Alloys To Steel PDFDocument6 pagesDissimilar Welding of Titanium Alloys To Steel PDFrpadhra8803No ratings yet
- Challenges in Dissimilar Friction Stir Welding of Aluminum 5052 and 304 Stainless Steel AlloysDocument6 pagesChallenges in Dissimilar Friction Stir Welding of Aluminum 5052 and 304 Stainless Steel AlloysDilipNo ratings yet
- Application of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersDocument65 pagesApplication of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersMahdiNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Kempomat: EN FI SV NO DA DE NL FR ES PL RUDocument26 pagesKempomat: EN FI SV NO DA DE NL FR ES PL RUmcombaleNo ratings yet
- Mcnichols Gratings CatalogDocument28 pagesMcnichols Gratings CatalogamitkuknaNo ratings yet
- Renolit Alkorplan 00414 15mm + Lacquer enDocument2 pagesRenolit Alkorplan 00414 15mm + Lacquer enIngénieur CivilNo ratings yet
- Manual ATIG PACDocument82 pagesManual ATIG PACindo jasunNo ratings yet
- CD 361 Weathering Steel For Highway Structures-WebDocument19 pagesCD 361 Weathering Steel For Highway Structures-WebAbinashNo ratings yet
- Butt Weld Tee Dimension - Penn MachineDocument1 pageButt Weld Tee Dimension - Penn MachineEHT pipeNo ratings yet
- AWS CWI Part C T1Document9 pagesAWS CWI Part C T1Lala Bhai100% (2)
- Welder Semester 1 NSFQ Books PDFDocument233 pagesWelder Semester 1 NSFQ Books PDFAPPI NAIDU75% (40)
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- Safe Work Method Statement - Part 1: Company DetailsDocument14 pagesSafe Work Method Statement - Part 1: Company DetailsNithun DeenadayalanNo ratings yet
- Abrax 400 Data SheetDocument14 pagesAbrax 400 Data SheetJeetu GosaiNo ratings yet
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- Handicraft Macrame and Basketry CGDocument10 pagesHandicraft Macrame and Basketry CGjenemie betache0% (1)
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDocument1 pageWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmNo ratings yet
- 12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesDocument14 pages12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesKasia MazurNo ratings yet
- Hotwork Equipment ChecklistDocument9 pagesHotwork Equipment ChecklistWilliam SadangNo ratings yet
- Єскаватор PDFDocument65 pagesЄскаватор PDFТарасСкульський100% (3)
- Offshore Oil & GasDocument27 pagesOffshore Oil & GasArash HamidiNo ratings yet
- UNIMIX 20 M-102 FILLING-10 Ltrs CylinderDocument2 pagesUNIMIX 20 M-102 FILLING-10 Ltrs CylinderM KopNo ratings yet
- R220LC 7india PDFDocument495 pagesR220LC 7india PDFazze bouzNo ratings yet
- Lab 3 - SmawDocument14 pagesLab 3 - SmawLuqman HakimNo ratings yet
- Testing and Commissioning Procedure ForDocument78 pagesTesting and Commissioning Procedure Forsidik_212040658No ratings yet
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldFrom EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldRating: 3.5 out of 5 stars3.5/5 (64)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessFrom EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessRating: 4 out of 5 stars4/5 (6)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceFrom EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceRating: 4 out of 5 stars4/5 (51)
- A Brief History of Time: From the Big Bang to Black HolesFrom EverandA Brief History of Time: From the Big Bang to Black HolesRating: 4 out of 5 stars4/5 (2193)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)