You might also like
- Aashto M288Document29 pagesAashto M288jong_hao_su5167% (3)
- Haliburton - Surface Manifold Evaluation ManualDocument206 pagesHaliburton - Surface Manifold Evaluation Manualdavorp1402100% (4)
- ASTM E 155 InterpretationDocument14 pagesASTM E 155 InterpretationJason Wu100% (1)
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- Jeppesen CHAPTER 4 Aircraft Welding PDFDocument30 pagesJeppesen CHAPTER 4 Aircraft Welding PDFDavid SchkolnikNo ratings yet
- Manual Operated ElevatorsDocument124 pagesManual Operated ElevatorsChandrasekhar Sonar100% (3)
- X-Ray Standard ASTM E155Document9 pagesX-Ray Standard ASTM E155Amrendra PathakNo ratings yet
- B39-79 (2013) Standard Specification For NickelDocument3 pagesB39-79 (2013) Standard Specification For NickeldcardonasterNo ratings yet
- E446 PDFDocument3 pagesE446 PDFjaskaran singhNo ratings yet
- 521+technical Data Sheet V-6Document2 pages521+technical Data Sheet V-6TeenTeen GaMingNo ratings yet
- E186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel Castings PDFDocument4 pagesE186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel Castings PDFVarunSharma100% (1)
- JIS Z2241-1993 Method of Tensile Test For Metallic MaterialsDocument12 pagesJIS Z2241-1993 Method of Tensile Test For Metallic MaterialsBui Chi TamNo ratings yet
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Induction Heating and Heat Treatment HandbookDocument9 pagesInduction Heating and Heat Treatment HandbookJaime Falagan100% (1)
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Inspection Manual For PipingDocument183 pagesInspection Manual For PipingMartin Zaballa100% (3)
- RP - Inspeccion TenarisDocument8 pagesRP - Inspeccion TenarisPablo Castro100% (1)
- RP - Inspeccion TenarisDocument8 pagesRP - Inspeccion TenarisPablo Castro100% (1)
- ASTM E505 - 01 (2011) Standard Reference Radiographs For Inspection of Aluminum and Magnesium Die CastingsDocument3 pagesASTM E505 - 01 (2011) Standard Reference Radiographs For Inspection of Aluminum and Magnesium Die CastingschinwaihoongNo ratings yet
- E155-00 Aluminum & Magnesium CastingsDocument4 pagesE155-00 Aluminum & Magnesium CastingsSander Duque100% (1)
- E2422 Standard Digital Reference Images For Inspection of Aluminum Castings 2011 PDFDocument5 pagesE2422 Standard Digital Reference Images For Inspection of Aluminum Castings 2011 PDFasdNo ratings yet
- E192 PDFDocument3 pagesE192 PDFDaniel Mauricio Prieto Valderrama100% (1)
- Astm E155-2000Document4 pagesAstm E155-2000Teymur RegenmaisterNo ratings yet
- Hot-rolled carbon steel data sheetDocument7 pagesHot-rolled carbon steel data sheetwulfgang66No ratings yet
- ISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesDocument9 pagesISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesLe Van TamNo ratings yet
- Standards by Iso Steel CastingsDocument4 pagesStandards by Iso Steel CastingsrajagopalNo ratings yet
- Iso 2819 1980Document8 pagesIso 2819 1980RobertoNo ratings yet
- Is.4163.2004 Inclusion RatingDocument43 pagesIs.4163.2004 Inclusion Ratingmass3444100% (1)
- PR BAV1215 ASTM ReferenceImagesDocument62 pagesPR BAV1215 ASTM ReferenceImagesSüleymanŞentürkNo ratings yet
- Flow Forming of Thin-Walled Precision ShellsDocument16 pagesFlow Forming of Thin-Walled Precision Shellsehtisham khanNo ratings yet
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- 00.ISO 9712 Scheme SGNDTDocument41 pages00.ISO 9712 Scheme SGNDTVuong Tran VanNo ratings yet
- ASTM E2660 RadiographyDocument5 pagesASTM E2660 RadiographyalirezaattariNo ratings yet
- En Iso 13919-1 - 1996Document9 pagesEn Iso 13919-1 - 1996MNo ratings yet
- Heat Treating Audit CriteriaDocument12 pagesHeat Treating Audit CriteriaMani Rathinam RajamaniNo ratings yet
- Radiograph Interpretation - CastingsDocument7 pagesRadiograph Interpretation - Castingshumayun mdNo ratings yet
- Closed Die Forging Reading MaterialDocument27 pagesClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- ISO 11971 - Steel and Iron Castings - Visual Examination On Surface QualityDocument8 pagesISO 11971 - Steel and Iron Castings - Visual Examination On Surface QualityCristian RodeghelNo ratings yet
- Spot Weld Mech PropDocument57 pagesSpot Weld Mech PropWeld Bro SandeepNo ratings yet
- ASTM E140 Hardness Conversion Tables PDFDocument22 pagesASTM E140 Hardness Conversion Tables PDFndt_inspectorNo ratings yet
- ASME 8 Div 1 Appendix 7 Examination of Steel Castings PDFDocument3 pagesASME 8 Div 1 Appendix 7 Examination of Steel Castings PDFaakash kumarNo ratings yet
- Mil STD 45662 PDFDocument12 pagesMil STD 45662 PDFDiehl DanielNo ratings yet
- Ductile Iron Data For Design EngineersDocument3 pagesDuctile Iron Data For Design EngineersSourav HaitNo ratings yet
- Is 13871 1993 Powder Coating SpecificationDocument14 pagesIs 13871 1993 Powder Coating SpecificationArunashish Mazumdar50% (2)
- En 462-2Document10 pagesEn 462-2unnamed90100% (1)
- Laser WeldingDocument11 pagesLaser WeldingnkalaiNo ratings yet
- Extrusion Fig Q A AnalysisDocument13 pagesExtrusion Fig Q A AnalysisRavinder AntilNo ratings yet
- Jis G 0582-2012Document26 pagesJis G 0582-2012Tuyen nguyen danhNo ratings yet
- SP1Document25 pagesSP1mugu12No ratings yet
- Standard For Blasting ISO 8501 1 PDFDocument2 pagesStandard For Blasting ISO 8501 1 PDFhussamammarNo ratings yet
- Bluefracturemnm 2018Document8 pagesBluefracturemnm 2018Gomathi RNo ratings yet
- High-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForDocument5 pagesHigh-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForSarita SharmaNo ratings yet
- Se 1025Document7 pagesSe 1025Roohian AliNo ratings yet
- Macroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofDocument5 pagesMacroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofislamakthamNo ratings yet
- Forging DefectsDocument1 pageForging DefectsNDTInstructorNo ratings yet
- Automotive Gray Iron Castings: Standard Specification ForDocument5 pagesAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- CR StandardsDocument6 pagesCR Standardsalpha_beta48No ratings yet
- Why Intensity Isn’t Dependent on Exposure TimeDocument1 pageWhy Intensity Isn’t Dependent on Exposure TimeUmit AytarNo ratings yet
- DIN en 462-1 Image Quality of Radiographs (Wire Type)Document10 pagesDIN en 462-1 Image Quality of Radiographs (Wire Type)QA QC100% (2)
- Casting Porosity Acceptance Criteria for Machined Sealing SurfacesDocument8 pagesCasting Porosity Acceptance Criteria for Machined Sealing SurfacesmaheshNo ratings yet
- Electrodeposited Metallic Coatings Inspection SamplingDocument9 pagesElectrodeposited Metallic Coatings Inspection SamplingdjmattmNo ratings yet
- E689-15 Standard Reference Radiographs For Ductile Iron Castings PDFDocument4 pagesE689-15 Standard Reference Radiographs For Ductile Iron Castings PDFudomNo ratings yet
- Astm A874Document3 pagesAstm A874DendeNo ratings yet
- Hidrostatica Swivel2017Document1 pageHidrostatica Swivel2017Oscar Gomez GonzalezNo ratings yet
- Book 1. Drilling Tubular Specification Vol 1 Printed 2018Document130 pagesBook 1. Drilling Tubular Specification Vol 1 Printed 2018Oscar Gomez Gonzalez100% (2)
- ASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsFernandoi100% (1)
- Low Frecuency PDFDocument94 pagesLow Frecuency PDFOscar Gomez GonzalezNo ratings yet
- LOtDocument5 pagesLOtSuyash KumarNo ratings yet
- Service ToolsDocument29 pagesService ToolsRobert TirtaNo ratings yet
- MPI Yokes and Kits PDFDocument4 pagesMPI Yokes and Kits PDFOscar Gomez GonzalezNo ratings yet
- Equipo de Manejo RP 2.0 Vfinal - October 2016Document18 pagesEquipo de Manejo RP 2.0 Vfinal - October 2016Oscar Gomez GonzalezNo ratings yet
- Low FrecuencyDocument94 pagesLow FrecuencyOscar Gomez GonzalezNo ratings yet
- PDC Bit Dull Grading PDFDocument21 pagesPDC Bit Dull Grading PDFmo7ammad_elzawawy100% (1)
- RSC Thread TrainingDocument41 pagesRSC Thread TrainingSridhar KalailingamNo ratings yet
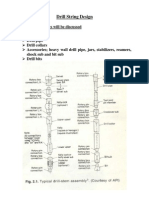
- Drill String DesignDocument12 pagesDrill String DesignAsaadgz100% (1)
- Tubing Casing Thread TrainingDocument30 pagesTubing Casing Thread TrainingOscar Gomez Gonzalez100% (2)
- FCE Well Testing Alert Rev 1 - CompletDocument6 pagesFCE Well Testing Alert Rev 1 - CompletOscar Gomez GonzalezNo ratings yet
- Hole cleaning checklist for optimized drillingDocument2 pagesHole cleaning checklist for optimized drillingOscar Gomez GonzalezNo ratings yet
- Well Control BPDocument498 pagesWell Control BPcristianoclem100% (1)
- Spe 112105 PDFDocument8 pagesSpe 112105 PDFOscar Gomez GonzalezNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- Visual-000spanish Connec SLSFDocument5 pagesVisual-000spanish Connec SLSFOscar Gomez GonzalezNo ratings yet
- FOX Running Manual: Legal NoticeDocument14 pagesFOX Running Manual: Legal NoticeDaniel NavarroNo ratings yet
- Alcohols: Properties, Naming and ReactionsDocument15 pagesAlcohols: Properties, Naming and ReactionsPedro Moreno de SouzaNo ratings yet
- ALLOTMENT DETAILS IN DA/DP EDAYARDocument30 pagesALLOTMENT DETAILS IN DA/DP EDAYARJoe Raj DaaluNo ratings yet
- Module 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFDocument15 pagesModule 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFshareyhou0% (1)
- Thermodynamics Practice ProblemsDocument4 pagesThermodynamics Practice ProblemsKishore KishoreNo ratings yet
- 260.equipment For Decentralized Cold Pressing of Oil SeedsDocument40 pages260.equipment For Decentralized Cold Pressing of Oil SeedsJhon SyalfiandyNo ratings yet
- Geotehnics of SoftsoilDocument44 pagesGeotehnics of SoftsoilVinna RinayaniNo ratings yet
- Internet Standards for Irrigation EquipmentDocument19 pagesInternet Standards for Irrigation EquipmentHarindu VyasNo ratings yet
- Styrene Acrylic FTIRDocument9 pagesStyrene Acrylic FTIRDesi Rahma PrihandiniNo ratings yet
- Tube To Tubesheet Weld Joint Design & Welding Qualifications MicroDocument21 pagesTube To Tubesheet Weld Joint Design & Welding Qualifications MicroSiva baalanNo ratings yet
- Vinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewDocument2 pagesVinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewRehman LatifNo ratings yet
- Safety Data Sheet for Penguard HB - Comp. ADocument5 pagesSafety Data Sheet for Penguard HB - Comp. ABalasubramanian AnanthNo ratings yet
- Thermax Absortion ChillersDocument28 pagesThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- Bronze Castings For Bridges and TurntablesDocument4 pagesBronze Castings For Bridges and TurntablesmatiullahNo ratings yet
- Nanotechnology: A Platform For Education ChangeDocument7 pagesNanotechnology: A Platform For Education Changeapi-251873743No ratings yet
- Dyeing Process of Cotton Fabric With Reactive DyesDocument6 pagesDyeing Process of Cotton Fabric With Reactive DyesMianAbrarAnjumNo ratings yet
- Pet Bottles Flakes - RoughDocument19 pagesPet Bottles Flakes - RoughSivaraman P. S.100% (1)
- 3363 - Problem - 5-6 Material Balance High Press Gas Reservoir - Jun07Document2 pages3363 - Problem - 5-6 Material Balance High Press Gas Reservoir - Jun07Charles PabaneNo ratings yet
- PUR Color ZS PUR Color ZS: Intermediate or Wearing LayerDocument5 pagesPUR Color ZS PUR Color ZS: Intermediate or Wearing LayerUrsulet SilviuNo ratings yet
- S2 RANGER Slag-Analyzer SolutionDocument30 pagesS2 RANGER Slag-Analyzer SolutionYassine ZamzamiNo ratings yet
- 06 - Fire Resistant CablesDocument13 pages06 - Fire Resistant CablesmlutfimaNo ratings yet
- Api600 Valve Trim ChartDocument2 pagesApi600 Valve Trim ChartBoankNo ratings yet
- Hazardous Waste Management TechniquesDocument12 pagesHazardous Waste Management TechniquesSyed YousufuddinNo ratings yet
- TemperatureDocument6 pagesTemperatureNur Khairiah Daimah SanupinNo ratings yet
- Chemical Proces-WPS OfficeDocument58 pagesChemical Proces-WPS OfficeMuhammad Ahmed50% (2)
- HUMITECHDocument1 pageHUMITECHtimNo ratings yet
- Injection Molding Defects Causes RemediesDocument60 pagesInjection Molding Defects Causes RemediesMada PopescuNo ratings yet
- E Waste SamsungDocument12 pagesE Waste SamsungaisahNo ratings yet
- Propylene - Carbonate Data SheetDocument2 pagesPropylene - Carbonate Data SheetcNo ratings yet