You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 5 Heavy Equipment Safety Rev.Document56 pages5 Heavy Equipment Safety Rev.Marc Louie S. SanchezNo ratings yet
- Mill Calculation: Plant: Date: Mill: VisaDocument2 pagesMill Calculation: Plant: Date: Mill: VisaThaigroup CementNo ratings yet
- Tune Up Your Tablesaw To Perfection: DownloadableDocument8 pagesTune Up Your Tablesaw To Perfection: Downloadablejb71xx100% (1)
- 3 - Heating - Calculation - Tool - EmptyDocument7 pages3 - Heating - Calculation - Tool - EmptyThaigroup CementNo ratings yet
- Duoflex Kiln BurnerDocument37 pagesDuoflex Kiln BurnerThaigroup Cement100% (1)
- Master DriveDocument40 pagesMaster DriveMONTACARGAS AVS100% (1)
- Distance From Addis Ababa (Capital), KMDocument21 pagesDistance From Addis Ababa (Capital), KMThaigroup CementNo ratings yet
- DBE-04499Deng - DisplayDocument163 pagesDBE-04499Deng - DisplayThaigroup CementNo ratings yet
- CG932H Part List (New) PDFDocument189 pagesCG932H Part List (New) PDFAbderrahim Boutabba100% (2)
- Fuel Analysis: A H C N O S M QDocument10 pagesFuel Analysis: A H C N O S M QThaigroup CementNo ratings yet
- Different Tools in MasonrysDocument3 pagesDifferent Tools in MasonrysAlexander Fajardo100% (1)
- CHANCADORESDocument25 pagesCHANCADORESYovany Hormazabal100% (1)
- Target TemperatureDocument4 pagesTarget TemperatureThaigroup CementNo ratings yet
- Temperatu Pressure Gas/Co Sio2 (Quart: K Bar Mol MolDocument5 pagesTemperatu Pressure Gas/Co Sio2 (Quart: K Bar Mol MolThaigroup CementNo ratings yet
- Chemsheet Can Be Used As A Very Powerful Tool at The Heart of A Process Simulation Program To Determine The ChemicalDocument6 pagesChemsheet Can Be Used As A Very Powerful Tool at The Heart of A Process Simulation Program To Determine The ChemicalThaigroup CementNo ratings yet
- VTT Processes GTT Technologies: Use of For Thermochemical CalculationsDocument21 pagesVTT Processes GTT Technologies: Use of For Thermochemical CalculationsThaigroup CementNo ratings yet
- Bucket ElevatorDocument4 pagesBucket ElevatorMohamed ShehataNo ratings yet
- Section 7 Test and InspectionDocument12 pagesSection 7 Test and InspectionThaigroup CementNo ratings yet
- PHE Tool For Common PH Stats and CIsDocument13 pagesPHE Tool For Common PH Stats and CIsThaigroup CementNo ratings yet
- Compatibility Report For Ball Charge Design Mill 2Document2 pagesCompatibility Report For Ball Charge Design Mill 2Thaigroup CementNo ratings yet
- DBE-04958eng - Tape Extractor Vacuum SystemDocument27 pagesDBE-04958eng - Tape Extractor Vacuum SystemThaigroup Cement100% (1)
- Information On The Safe Operation of Starlinger MachinesDocument29 pagesInformation On The Safe Operation of Starlinger MachinesThaigroup CementNo ratings yet
- Volutec Volumetric Dosing Unit With Feed Station: Technical ManualDocument53 pagesVolutec Volumetric Dosing Unit With Feed Station: Technical ManualThaigroup CementNo ratings yet
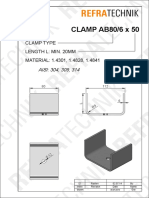
- Clamp - AB80 6 EDocument1 pageClamp - AB80 6 EThaigroup CementNo ratings yet
- Dell Rack Accessories BrochureDocument2 pagesDell Rack Accessories Brochurerubenpereyra100% (1)
- Chapter 3 - Circuit, Component, Wire, Cable, and Harness DesignationsDocument30 pagesChapter 3 - Circuit, Component, Wire, Cable, and Harness Designationsfelix magdalenoNo ratings yet
- ILC-single Line Volumetric SystemDocument74 pagesILC-single Line Volumetric Systemfahmi derbel100% (1)
- Blazer Pro Series User ManualDocument9 pagesBlazer Pro Series User ManualThanh TungNo ratings yet
- Code: 3340903Document7 pagesCode: 3340903ritikmachhi7No ratings yet
- Computer and Information Processing PrintDocument17 pagesComputer and Information Processing PrintUSTAZAHSYGNo ratings yet
- Cable Test Set Easytest 20KVDocument1 pageCable Test Set Easytest 20KVkanna nrr0% (1)
- MODULE II (A)Document65 pagesMODULE II (A)Nazeema TTNo ratings yet
- Health Optimizing Physical Education 12 (Individual) For LRDocument9 pagesHealth Optimizing Physical Education 12 (Individual) For LRMarlaFirmalinoNo ratings yet
- PW Natuna: 95.4M / 300 Men Accommodation BargeDocument2 pagesPW Natuna: 95.4M / 300 Men Accommodation Bargeicank17No ratings yet
- NorgrEN XSZ en 5 14 100 XSz8 50Document8 pagesNorgrEN XSZ en 5 14 100 XSz8 50rogaineurkiolaNo ratings yet
- Manual Conversor WeidmullerDocument15 pagesManual Conversor WeidmullerAlmir PereiraNo ratings yet
- Hydraulics Actuators and Valves SymbolsDocument1 pageHydraulics Actuators and Valves SymbolsCarlos Daniel BalaobaoNo ratings yet
- BandmasterDocument20 pagesBandmasterdaniloNo ratings yet
- Laser Light Localizer: Option Installation InstructionsDocument20 pagesLaser Light Localizer: Option Installation InstructionsVlady Lopez CastroNo ratings yet
- AMETEK Stock ListDocument27 pagesAMETEK Stock Listdido fidoNo ratings yet
- Hydraulics MicroprojectDocument11 pagesHydraulics MicroprojectsoumyasonawaneNo ratings yet
- Table of Contents:: DPS6 Clutch Adaptive Learn GSB Ford Motor Company March 2016 Page 1 of 10Document10 pagesTable of Contents:: DPS6 Clutch Adaptive Learn GSB Ford Motor Company March 2016 Page 1 of 10Riyadh BoucennaNo ratings yet
- Incremental Encoder Baumer G0356 175RO73 10k PPRDocument4 pagesIncremental Encoder Baumer G0356 175RO73 10k PPRmaxellligue5487No ratings yet
- ESL 320A/350 Smoke Detector: GE InterlogixDocument2 pagesESL 320A/350 Smoke Detector: GE InterlogixJames BrentNo ratings yet
- The Transformer Is A Device Used For Converting A Low Alternating Voltage To A High Alternating Voltage or Vice-Versa.Document20 pagesThe Transformer Is A Device Used For Converting A Low Alternating Voltage To A High Alternating Voltage or Vice-Versa.Minakshi SharmaNo ratings yet
- Catalogo WolckDocument6 pagesCatalogo WolckJavier VillanuevaNo ratings yet
- CatalogDocument2 pagesCatalogMai Văn BáchNo ratings yet
- High Performance FTTA Site SolutionsDocument20 pagesHigh Performance FTTA Site SolutionsAbdeladhim StichNo ratings yet