You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lucifer's Mirror and The Emancipation of OnenessDocument23 pagesLucifer's Mirror and The Emancipation of OnenessTony BermansederNo ratings yet
- Alcalinidad EgsbDocument5 pagesAlcalinidad EgsbWilian GonzalesNo ratings yet
- Calculo ROI para DAF Espesamiento de LodosDocument2 pagesCalculo ROI para DAF Espesamiento de LodosWilian GonzalesNo ratings yet
- Calculo ROI para DAF Espesamiento de LodosDocument2 pagesCalculo ROI para DAF Espesamiento de LodosWilian GonzalesNo ratings yet
- Alx Brochure 2013ee GBDocument4 pagesAlx Brochure 2013ee GBWilian GonzalesNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- STHAMB or Pillars of The Hindu TemplesDocument31 pagesSTHAMB or Pillars of The Hindu TemplesudayNo ratings yet
- Alpha ParticleDocument12 pagesAlpha ParticlechristineNo ratings yet
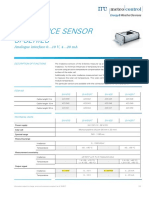
- DB Irradiance Sensor Si-Series en 20171016Document3 pagesDB Irradiance Sensor Si-Series en 20171016Solar ProjectsNo ratings yet
- Person Name: NDT Management CoordinatorDocument4 pagesPerson Name: NDT Management CoordinatorDendy PratamaNo ratings yet
- Isoquants and Returns To ScaleDocument14 pagesIsoquants and Returns To ScaleAniket ChatterjeeNo ratings yet
- 1 Huawei 3g Capacity OptimizationDocument39 pages1 Huawei 3g Capacity OptimizationCharles W GitahiNo ratings yet
- Main Impeller Types: Basic Principles and Types of PumpsDocument9 pagesMain Impeller Types: Basic Principles and Types of PumpsThinagaran N ManiamNo ratings yet
- On The Theories of Plates and Shells at The Nanoscale: Holm Altenbach and Victor A. EremeyevDocument34 pagesOn The Theories of Plates and Shells at The Nanoscale: Holm Altenbach and Victor A. EremeyevAbr. MengistuNo ratings yet
- Planar Edge Terminations For High Power SiC DiodesDocument234 pagesPlanar Edge Terminations For High Power SiC DiodesRaul PerezNo ratings yet
- KB1250F1Document2 pagesKB1250F1Peter PeterNo ratings yet
- Castable RefractoryDocument4 pagesCastable RefractorySarbajitMannaNo ratings yet
- ASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyDocument5 pagesASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyJesus SerranoNo ratings yet
- Computer Science 3IS3 Midterm Test 1 SolutionsDocument9 pagesComputer Science 3IS3 Midterm Test 1 SolutionsSiuYau LeungNo ratings yet
- DSP Lab 6Document7 pagesDSP Lab 6Ali MohsinNo ratings yet
- Fem PDFDocument65 pagesFem PDFManda Ramesh BabuNo ratings yet
- W 9540Document6 pagesW 9540imharveNo ratings yet
- ELTE 307 - DR Mohamed Sobh-Lec - 5-1-11-2022Document28 pagesELTE 307 - DR Mohamed Sobh-Lec - 5-1-11-2022Lina ElsayedNo ratings yet
- Cutting - in - Practice - Blades IndicationsDocument24 pagesCutting - in - Practice - Blades IndicationsHector Elias Mercedes HazimNo ratings yet
- Brugg Cables Presentation ECMC PDFDocument47 pagesBrugg Cables Presentation ECMC PDFlilcristiNo ratings yet
- Cabinas de Bioseguridad HealforceDocument8 pagesCabinas de Bioseguridad HealforceJose HurtadoNo ratings yet
- What Is An AtheistDocument62 pagesWhat Is An AtheistLBL_LowkeeNo ratings yet
- Seismic Enhancement of Circular RC Bridge Piers With Fiber CompositesDocument9 pagesSeismic Enhancement of Circular RC Bridge Piers With Fiber CompositesGerardoSosaDavilaNo ratings yet
- Chapter 6 - Ion ChannelsDocument12 pagesChapter 6 - Ion ChannelsntghshrNo ratings yet
- Java DocumentationDocument4 pagesJava DocumentationAbhinav AroraNo ratings yet
- CAPTAIN250DITEINCOMPLETEAug 2020Document15 pagesCAPTAIN250DITEINCOMPLETEAug 2020billal toufik BendjimaNo ratings yet
- Partially Miscible LiquidsDocument4 pagesPartially Miscible LiquidsCatriona BlackNo ratings yet
- Kohler - Part Leveling MachinesDocument12 pagesKohler - Part Leveling MachinesAli BÜLBÜLNo ratings yet
- Traffic Accidents - Balai Polis Trafik Jalan Tun H.SDocument3 pagesTraffic Accidents - Balai Polis Trafik Jalan Tun H.SsimoniaNo ratings yet
- Diversity in DNS Performance MeasureDocument13 pagesDiversity in DNS Performance MeasureAllan LeandroNo ratings yet