You might also like
- ASTM D570.water Absorbtion-2010 PDFDocument4 pagesASTM D570.water Absorbtion-2010 PDFticaruedaNo ratings yet
- NRMC CIP 26pDocument2 pagesNRMC CIP 26pPedjaNo ratings yet
- Bearing Load Rating GuidelineDocument4 pagesBearing Load Rating GuidelineAnand kumarNo ratings yet
- API 617 - E8 PADocument5 pagesAPI 617 - E8 PADavidGomezNo ratings yet
- Constituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofDocument4 pagesConstituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofRam Kumar JaiswalNo ratings yet
- Asme Addenda: ASME 819.3-1991 Safety Standard For Compressors For Process IndustriesDocument15 pagesAsme Addenda: ASME 819.3-1991 Safety Standard For Compressors For Process Industriesvijay pawarNo ratings yet
- Asme B16.1Document41 pagesAsme B16.1Yhon Bastidas100% (2)
- Gmsi10 Um013 - en PDocument216 pagesGmsi10 Um013 - en PAnonymous XM3KoTUTgNo ratings yet
- 6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingsDocument3 pages6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingszulmodangguNo ratings yet
- Hydraulic ProfilingDocument104 pagesHydraulic ProfilingiJordanScribdNo ratings yet
- Asme Steam Hammer CritiqueDocument11 pagesAsme Steam Hammer Critique이승원100% (1)
- Chap-4 (Concrete Distress) FinalDocument22 pagesChap-4 (Concrete Distress) FinalAshish SinghNo ratings yet
- Alterations Made To Saudi Aramco Standards From 1985 - 2004Document265 pagesAlterations Made To Saudi Aramco Standards From 1985 - 2004Saad AshrafNo ratings yet
- 2012 Electric Power Expansion Joint SelectionDocument8 pages2012 Electric Power Expansion Joint SelectionShailendra TiwariNo ratings yet
- 3.5) Axial Flow Compressors - Concepts and ProblemsDocument22 pages3.5) Axial Flow Compressors - Concepts and Problems310- Kiran100% (1)
- Ansi ABMA7Document19 pagesAnsi ABMA7Andres Antonio Moreno CastroNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Manual For Determining The Remaining Strength of Corroded PipelinesDocument58 pagesManual For Determining The Remaining Strength of Corroded Pipelinesjames emirNo ratings yet
- Wear Rings: Contributed by Zoeller Engineering DepartmentDocument2 pagesWear Rings: Contributed by Zoeller Engineering DepartmentAjay VishwakarmaNo ratings yet
- CCJ3 Air Inlet Filters FinalDocument7 pagesCCJ3 Air Inlet Filters FinalDomingo Pinto100% (1)
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Plane Strain Fracture Toughness Data Handbook For MetalsDocument92 pagesPlane Strain Fracture Toughness Data Handbook For Metalsmp87_ing100% (2)
- Thin Brick Veneer: Technical Notes 28CDocument12 pagesThin Brick Veneer: Technical Notes 28CmtNo ratings yet
- Six Converging Tech TrendsDocument76 pagesSix Converging Tech Trendsibnu.asad984No ratings yet
- Technical Trend of Aircraft BearingsDocument5 pagesTechnical Trend of Aircraft BearingsnrNo ratings yet
- ASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Document6 pagesASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Jinliang LiuNo ratings yet
- D974 39194Document7 pagesD974 39194Angela MoraNo ratings yet
- SAEJ110 V 002Document13 pagesSAEJ110 V 002Marcos Verissimo Juca de PaulaNo ratings yet
- F2489Document13 pagesF2489msbarretosNo ratings yet
- D6186Document5 pagesD6186rimi7alNo ratings yet
- Astm A217-2001 PDFDocument3 pagesAstm A217-2001 PDFMohammed TariqNo ratings yet
- NUREG-1903-Seismic Considerations For The Transition Break SizeDocument102 pagesNUREG-1903-Seismic Considerations For The Transition Break SizeOtso CronvallNo ratings yet
- SPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsDocument8 pagesSPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsSujanto WidjajaNo ratings yet
- Compressor SafetyDocument56 pagesCompressor SafetyAnonymous v5mGxgXii6No ratings yet
- List ASME Standards ListDocument1 pageList ASME Standards ListKeyur PatelNo ratings yet
- BS 2782-10 Method 1005 1977Document13 pagesBS 2782-10 Method 1005 1977Yaser ShabasyNo ratings yet
- Operating Manual: Pocket Penetrometer HM-500Document1 pageOperating Manual: Pocket Penetrometer HM-500esputro100% (1)
- Impeller Repair Techniques For Centrifugal Compressors PDFDocument8 pagesImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09No ratings yet
- Design of FalseworkDocument15 pagesDesign of FalseworkSarada DalaiNo ratings yet
- Bearing Strength of Plastics: Standard Test Method ForDocument6 pagesBearing Strength of Plastics: Standard Test Method ForLam DesmondNo ratings yet
- Astm A82 1979Document6 pagesAstm A82 1979yoki_triwahyudiNo ratings yet
- AMCA Standard 99-0401-86 Classification For Spark Resistant ConstructionDocument1 pageAMCA Standard 99-0401-86 Classification For Spark Resistant Constructionhardik033No ratings yet
- Comet Diaphragm Pump Instruction ManualDocument7 pagesComet Diaphragm Pump Instruction ManualAnonymous FnTx4lxZNiNo ratings yet
- 02 How To Order Vibracon® ChocksDocument16 pages02 How To Order Vibracon® ChocksLuisSilvaNo ratings yet
- Pump InstallationDocument9 pagesPump InstallationYe tun KyawNo ratings yet
- Machine and Coil Chain: Standard Specification ForDocument4 pagesMachine and Coil Chain: Standard Specification ForDarwin DarmawanNo ratings yet
- D 6054 - 97 - Rdywntq - PDFDocument3 pagesD 6054 - 97 - Rdywntq - PDFwilliamNo ratings yet
- Processing Mixtures of Lime, Fly Ash, and Heavy Metal Wastes in Structural Fills and Other Construction ApplicationsDocument4 pagesProcessing Mixtures of Lime, Fly Ash, and Heavy Metal Wastes in Structural Fills and Other Construction ApplicationsROHITNo ratings yet
- Schedule Large Vertical TurbineDocument1 pageSchedule Large Vertical TurbineGodwin ChagotaNo ratings yet
- C924MDocument3 pagesC924MRufo Casco0% (1)
- Rotary Positive Displacement Pumps, Ships Use: Standard Specification ForDocument8 pagesRotary Positive Displacement Pumps, Ships Use: Standard Specification ForMelisa MackNo ratings yet
- ASTM A 36 - 2001 Specification For Carbon Structural Steel PDFDocument7 pagesASTM A 36 - 2001 Specification For Carbon Structural Steel PDFTeodoroNo ratings yet
- Detection of Slug FlowDocument9 pagesDetection of Slug FlowSachin ChoubeyNo ratings yet
- Start Up AirDocument2 pagesStart Up AirIsaac FloresNo ratings yet
- B649Document6 pagesB649DeepakRajurkarNo ratings yet
- Ufgs 13 34 19Document45 pagesUfgs 13 34 19sharandeep1112No ratings yet
- Benchmarking The Structural Condition of Flexible Pavements With Deflection Bowl ParametersDocument8 pagesBenchmarking The Structural Condition of Flexible Pavements With Deflection Bowl ParametersPieter HutagalungNo ratings yet
- Atomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1From EverandAtomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1No ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Modern Developments in the Mechanics of ContinuaFrom EverandModern Developments in the Mechanics of ContinuaSalamon EskinaziNo ratings yet
- Magnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForDocument4 pagesMagnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForRahmat Syah LubisNo ratings yet
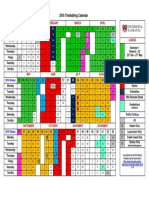
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984No ratings yet
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- 2016 Monthly CalendarDocument12 pages2016 Monthly Calendaribnu.asad984No ratings yet
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984No ratings yet
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984No ratings yet
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984No ratings yet
- New York City College of Technology SPRING 2016 Academic CalendarDocument1 pageNew York City College of Technology SPRING 2016 Academic Calendaribnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984No ratings yet
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984No ratings yet
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984No ratings yet
- WELD AdvShieldedMetalArcTCCDocument1 pageWELD AdvShieldedMetalArcTCCibnu.asad984No ratings yet
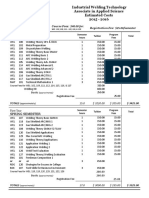
- WEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015Document2 pagesWEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015ibnu.asad984No ratings yet
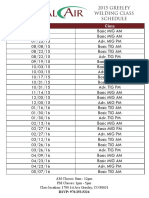
- Date Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631Document2 pagesDate Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631ibnu.asad984No ratings yet