You might also like
- SheetDocument4 pagesSheetahmedjyikhgtht hcgcyeltantawytdytryidtsridyfyfyfNo ratings yet
- Development of New SamplingDocument19 pagesDevelopment of New SamplingVikram KedambadiNo ratings yet
- Ovality of Bearnings Rings PDFDocument14 pagesOvality of Bearnings Rings PDFДарко БожићNo ratings yet
- 7.machine Shop IDocument2 pages7.machine Shop IVikram RaoNo ratings yet
- ME3201Document4 pagesME3201Md. Tariqul Islam MunnaNo ratings yet
- Case 333Document3 pagesCase 333mohamadalfar111No ratings yet
- Automotive SectorV2 PDFDocument34 pagesAutomotive SectorV2 PDFashuNo ratings yet
- DONNER COMPANY Case AnalysisDocument12 pagesDONNER COMPANY Case Analysisnikitajain021100% (2)
- Unit 5Document8 pagesUnit 5Narendra YadavNo ratings yet
- Sheet 3 Charting and Diagram Chapter 9Document12 pagesSheet 3 Charting and Diagram Chapter 9AhmedAhmed100% (2)
- UEME3223 - Report 1Document10 pagesUEME3223 - Report 1Sinyau KhooNo ratings yet
- Industrial Manufacturing Process PlanningDocument62 pagesIndustrial Manufacturing Process PlanningsoulortNo ratings yet
- PrefaceDocument10 pagesPrefaceVũ Đức ThắngNo ratings yet
- Lathe Operations GuideDocument10 pagesLathe Operations GuideUsama MughalNo ratings yet
- Project No.1: Crankshaft Flange Side PCD Burr RemovalDocument2 pagesProject No.1: Crankshaft Flange Side PCD Burr RemovalRahulChananiaNo ratings yet
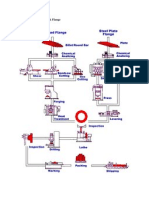
- Process Flow of Weld Neck FlangeDocument7 pagesProcess Flow of Weld Neck FlangeAmin KhairiNo ratings yet
- Pakistan Machine Tool Factory Internship ReportDocument14 pagesPakistan Machine Tool Factory Internship ReportAtif MunirNo ratings yet
- Rotary Kiln Inspection Report Provides Detailed Geometry and Alignment AnalysisDocument99 pagesRotary Kiln Inspection Report Provides Detailed Geometry and Alignment AnalysisMKPashaPashaNo ratings yet
- 1 Exemplary Technical Report 2012Document99 pages1 Exemplary Technical Report 2012MKPashaPashaNo ratings yet
- INDUSTRIAL TRAINING PresentationDocument31 pagesINDUSTRIAL TRAINING Presentationjatin uppalNo ratings yet
- Machining vs Casting Trade StudyDocument9 pagesMachining vs Casting Trade StudyDokania AnishNo ratings yet
- Dawlance Internship ReportDocument48 pagesDawlance Internship ReportSmart IsheruqNo ratings yet
- Jyoti CNC Automation LTD: Report On - G-506&2839, Lodhika, G.I.D.C. Village, Metoda, RajkotDocument18 pagesJyoti CNC Automation LTD: Report On - G-506&2839, Lodhika, G.I.D.C. Village, Metoda, RajkotSachin ShikotraNo ratings yet
- CAD Modelling and Structural Anaysis of A DieDocument21 pagesCAD Modelling and Structural Anaysis of A DieWaseem ShameerNo ratings yet
- 19.FA - MET 1111 HomeworkDocument25 pages19.FA - MET 1111 HomeworkAlejandro G MerklNo ratings yet
- Tutorial-2: Manufacturing Science and Technology-II (ME - 322)Document2 pagesTutorial-2: Manufacturing Science and Technology-II (ME - 322)Deepam ShyamNo ratings yet
- CNC Honda Cylinder Line: Saad Ahmed KhanDocument18 pagesCNC Honda Cylinder Line: Saad Ahmed KhanSaad Ahmed KhanNo ratings yet
- Motion and Time Study (Practical)Document18 pagesMotion and Time Study (Practical)Francois de VilliersNo ratings yet
- Hit Project Report: Department of Mechanical Engineering HITEC University TaxilaDocument6 pagesHit Project Report: Department of Mechanical Engineering HITEC University TaxilaSohaib IrfanNo ratings yet
- Heavy Mechanical ComplexDocument67 pagesHeavy Mechanical ComplexSyed Bukhari100% (1)
- Pneumatic Sprue Picker Robot Automates Plastic Injection MoldingDocument37 pagesPneumatic Sprue Picker Robot Automates Plastic Injection MoldingAlfandel VillamartinNo ratings yet
- Workshop Hammer ReportDocument14 pagesWorkshop Hammer ReportJoshua Chong67% (3)
- Cochin Shipyard Ltd.Document16 pagesCochin Shipyard Ltd.roy thomas100% (4)
- Transmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaDocument19 pagesTransmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaPanchitou OuuNo ratings yet
- Mechanical Engineering Module 2Document28 pagesMechanical Engineering Module 2gubavinNo ratings yet
- Atm-1022 Mechanical Workshop Module 2 PDFDocument16 pagesAtm-1022 Mechanical Workshop Module 2 PDFsufisaifNo ratings yet
- Study and Improvement of Small Scale Industry SystemDocument10 pagesStudy and Improvement of Small Scale Industry SystemRajneesh SinghNo ratings yet
- AE 250DS ManualDocument13 pagesAE 250DS ManualLuis SalazarNo ratings yet
- Data For Atlas Honda Shekupura InternshipDocument9 pagesData For Atlas Honda Shekupura InternshipEmziarNo ratings yet
- Cutting Speed Feed andDocument22 pagesCutting Speed Feed andashokrangasamyNo ratings yet
- 50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikDocument6 pages50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikAndiniPermanaNo ratings yet
- Production Process Divisions in a Steel PlantDocument11 pagesProduction Process Divisions in a Steel PlantNirmit GandhiNo ratings yet
- Training ReportDocument18 pagesTraining ReportSachin ShikotraNo ratings yet
- SMC Ti Separator FormingDocument6 pagesSMC Ti Separator FormingDullah AllyNo ratings yet
- Preparation of Process Drawings GuideDocument22 pagesPreparation of Process Drawings Guide20M130 - MUKUNTH A GNo ratings yet
- PE-II Numerical Assignment 2Document3 pagesPE-II Numerical Assignment 2Waqas Ud-din0% (1)
- Manufacturing Processes Exam QuestionsDocument7 pagesManufacturing Processes Exam QuestionsHaridas SridharanNo ratings yet
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- Manufacturing Process OF Stage Curtain Driver: Project Report Subject: Industrial EngineeringDocument15 pagesManufacturing Process OF Stage Curtain Driver: Project Report Subject: Industrial EngineeringAmila Thiwanka Nawarathna GedaraNo ratings yet
- CATIA (Computer Aided Three Dimensional Interactive Application)Document18 pagesCATIA (Computer Aided Three Dimensional Interactive Application)Sujit MishraNo ratings yet
- YamahaDocument32 pagesYamahaNitinChaudharyNo ratings yet
- Assignment No 1 (ME 461)Document6 pagesAssignment No 1 (ME 461)Jayant Raj SauravNo ratings yet
- Executive SummaryDocument11 pagesExecutive SummaryNitish Kumar SinghNo ratings yet
- Lab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocument6 pagesLab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaHairul Effendy Ab MaulodNo ratings yet
- Lab Report 1 - MillingDocument15 pagesLab Report 1 - MillingHOW MAN KIENNo ratings yet
- Maa FactoryDocument13 pagesMaa FactoryRehan Raza100% (1)
- MIDTERM LAB QUIZ 1 - Attempt ReviewDocument3 pagesMIDTERM LAB QUIZ 1 - Attempt ReviewDawn C-rai101No ratings yet
- Midterm Exam - Attempt ReviewDocument11 pagesMidterm Exam - Attempt ReviewDawn C-rai101No ratings yet
- 1 Appendix. Working With Numbers and Graphs: Introduction To MacroeconomicsDocument8 pages1 Appendix. Working With Numbers and Graphs: Introduction To MacroeconomicsDawn C-rai101No ratings yet
- Opportunity Cost, Specialization, and Trade: Introduction To MacroeconomicsDocument14 pagesOpportunity Cost, Specialization, and Trade: Introduction To MacroeconomicsDawn C-rai101No ratings yet
- Module 1Document10 pagesModule 1jane jabarNo ratings yet
- 3-Biological Basis of BehaviorDocument16 pages3-Biological Basis of Behaviortger dcatNo ratings yet
- Catalog Jacobs Chuck 02 12Document44 pagesCatalog Jacobs Chuck 02 12alfredohhbNo ratings yet
- Mill Lesson 7Document58 pagesMill Lesson 7car_linNo ratings yet
- 739 Product Innovations 09-2022 en ZCCDocument80 pages739 Product Innovations 09-2022 en ZCCoyomzinNo ratings yet
- Area BoltsDocument2 pagesArea Boltsivan bolañosNo ratings yet
- Razni Proizvođači PDFDocument133 pagesRazni Proizvođači PDFHaris JusufspahićNo ratings yet
- 2nd Sem Question PDFDocument36 pages2nd Sem Question PDFjankimchandraNo ratings yet
- Index American-Machinist Annee 1945Document21 pagesIndex American-Machinist Annee 1945Alain AubryNo ratings yet
- LT 12 15 - EnglDocument2 pagesLT 12 15 - EnglEmilian PopaNo ratings yet
- API v-.038 Thread Tech DetailsDocument1 pageAPI v-.038 Thread Tech DetailsabhijitrathiNo ratings yet
- Milling Turning Grinding 3D Quality Control AssemblyDocument5 pagesMilling Turning Grinding 3D Quality Control AssemblyRomoaldo GomesNo ratings yet
- Chapter-5: MachiningDocument32 pagesChapter-5: Machiningbhushan wandre0% (1)
- Traditional Machining Processes: Manufacturing Engineering-I (Meng3181)Document49 pagesTraditional Machining Processes: Manufacturing Engineering-I (Meng3181)fitsum balkewNo ratings yet
- Milling Operation PDFDocument16 pagesMilling Operation PDFRaheemNo ratings yet
- Spindle NoseDocument4 pagesSpindle NoseSharad SharmaNo ratings yet
- FORKARDT Toolholding CatalogueDocument176 pagesFORKARDT Toolholding Cataloguehexapodo2No ratings yet
- Manufacturing Technology-Conventional MillingDocument16 pagesManufacturing Technology-Conventional MillingDhanis ParamaguruNo ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (1)
- Shopsmith-MKVSTDPartsList 1 14Document14 pagesShopsmith-MKVSTDPartsList 1 14Sharelle100% (1)
- Lecture 5-Machining OperationsDocument55 pagesLecture 5-Machining OperationsAhmad OmarNo ratings yet
- BSP (British Standard Pipe) Thread Data BSP and BSPT TapsDocument4 pagesBSP (British Standard Pipe) Thread Data BSP and BSPT TapsGring SingNo ratings yet
- Metric Tread DimensionDocument22 pagesMetric Tread DimensionHanif MalekNo ratings yet
- Milling Machining Centers GuideDocument5 pagesMilling Machining Centers GuideJose JulianNo ratings yet
- Safety Instructions For The Use of Machine ToolsDocument5 pagesSafety Instructions For The Use of Machine Toolssidhesh87No ratings yet
- Cutting ToolsDocument8 pagesCutting ToolsWinta BreaNo ratings yet
- Apprentice Machinist ToolsDocument4 pagesApprentice Machinist ToolsJoshua Jones0% (2)
- Union Tool Catalog No 53 PDFDocument24 pagesUnion Tool Catalog No 53 PDFOSEAS GOMEZNo ratings yet
- Vernier, Dial, and Electronic Digital Calipers: Session 3Document40 pagesVernier, Dial, and Electronic Digital Calipers: Session 3Emman Bosito100% (1)
- HW-emoto Rotary Table High QualityDocument14 pagesHW-emoto Rotary Table High QualityDenis TkachukNo ratings yet
- Harrison Model 10 AA LatheDocument53 pagesHarrison Model 10 AA LatheMatthewNo ratings yet
- CNC Milling Machine Lab ReportDocument15 pagesCNC Milling Machine Lab ReportDevani HerastNo ratings yet