You might also like
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsFrom EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsRating: 4.5 out of 5 stars4.5/5 (3)
- Essay 1 DraftDocument1 pageEssay 1 Draftgdx3100% (3)
- Tolerance Stack Up-Lecture 3Document69 pagesTolerance Stack Up-Lecture 3deepakgr79No ratings yet
- C8 V2 1 Ing PDFDocument264 pagesC8 V2 1 Ing PDFMuhammad Imran Aftab100% (3)
- Din 3967-1978 EngDocument24 pagesDin 3967-1978 EngLatha Pundi100% (4)
- 5033 - TU - Reliant 10K Hornet Mechanical Tension Set PackerDocument21 pages5033 - TU - Reliant 10K Hornet Mechanical Tension Set Packerfjflores26No ratings yet
- Lecture Slides On Metrology and Inspection - PPTDocument30 pagesLecture Slides On Metrology and Inspection - PPTDeb PradhanNo ratings yet
- SC9D340D2 Operation Manual S00020304 01Document38 pagesSC9D340D2 Operation Manual S00020304 01Muhammad Imran Aftab100% (4)
- 2010 Toyota Prius Repair Manual - Exhaust Heat RecirculationDocument10 pages2010 Toyota Prius Repair Manual - Exhaust Heat RecirculationMuhammad Imran Aftab100% (1)
- Assembly Senate Response.2.10.21. Final PDFDocument16 pagesAssembly Senate Response.2.10.21. Final PDFZacharyEJWilliamsNo ratings yet
- O Ring BrochureDocument36 pagesO Ring BrochureJesus N RodriguezNo ratings yet
- The Definitive O Ring Design GuideDocument31 pagesThe Definitive O Ring Design GuideChezNo ratings yet
- Simrit - Broșura PTFE Chevron SealsDocument10 pagesSimrit - Broșura PTFE Chevron Sealsjo_rz_57100% (1)
- Expension Joints Engineering AppliancesDocument30 pagesExpension Joints Engineering AppliancesAcid BurnsNo ratings yet
- Swivel Joint 229-244Document16 pagesSwivel Joint 229-244Gregory StewartNo ratings yet
- Surface Vehicle Standard: Rev. JUN1998Document45 pagesSurface Vehicle Standard: Rev. JUN1998Sandeep Goud ChatlaNo ratings yet
- Rubber Expansion Joint Catalogue HRDocument44 pagesRubber Expansion Joint Catalogue HRWaleed NasrNo ratings yet
- 5276Document52 pages5276Sean PorterNo ratings yet
- Veljan Hydraulic CatlogueDocument20 pagesVeljan Hydraulic CatlogueRaji SuriNo ratings yet
- VCPBR 05043 en PRV OverviewDocument24 pagesVCPBR 05043 en PRV OverviewmagveyNo ratings yet
- WAW-600F Single Space Servo Universal Testing MachineDocument13 pagesWAW-600F Single Space Servo Universal Testing MachineXavier Kate GalvanNo ratings yet
- Solar Turbines Service Bulletin 1-0-120Document5 pagesSolar Turbines Service Bulletin 1-0-120jussmeeeNo ratings yet
- Thomson Super Metric Ball Bushing Bearings SpecsheetDocument11 pagesThomson Super Metric Ball Bushing Bearings SpecsheetElectromateNo ratings yet
- Chempro & UPVCDocument28 pagesChempro & UPVCcsdcw fqefqfNo ratings yet
- Cable TrayDocument56 pagesCable Trayrvalles011No ratings yet
- 30K Rotary Seal PDFDocument2 pages30K Rotary Seal PDFEdgar CanelasNo ratings yet
- TERA Joint-Floor Joint System PDFDocument16 pagesTERA Joint-Floor Joint System PDFClaudioNo ratings yet
- Tolerancias de Forja Segun F.I.A.Document20 pagesTolerancias de Forja Segun F.I.A.Carlos EspinosaNo ratings yet
- Cálculo y Catálogo de Conexiones de PVC+GF+Document108 pagesCálculo y Catálogo de Conexiones de PVC+GF+Jesus ANo ratings yet
- Wear Guides: Quality Value ServiceDocument4 pagesWear Guides: Quality Value ServicepaulNo ratings yet
- DSFDocument3 pagesDSFJose Maria SantosNo ratings yet
- Tech 025Document5 pagesTech 025Ahmad Rifa'iNo ratings yet
- PETRO TCS Engineering Manual 682Document44 pagesPETRO TCS Engineering Manual 682paulm3565No ratings yet
- ERIKS - Simrit Merkel Omegat Stangafdichtingen (OMS-SPR)Document6 pagesERIKS - Simrit Merkel Omegat Stangafdichtingen (OMS-SPR)Sérgio GomesNo ratings yet
- TERA Joint BrochureDocument16 pagesTERA Joint BrochureraigoukiNo ratings yet
- Solutions For Construction Testing: Machines Software Calibration ServiceDocument70 pagesSolutions For Construction Testing: Machines Software Calibration ServiceMarcelo SánchezNo ratings yet
- Sello Energizados Con ResosrtesDocument24 pagesSello Energizados Con Resosrteshufuents-1No ratings yet
- Fluid Power Metric Catalogue 2018 730 Mining WebDocument11 pagesFluid Power Metric Catalogue 2018 730 Mining WebCarlos AguilarNo ratings yet
- SealsDocument118 pagesSealsBalachandar Sathananthan0% (1)
- CSTR Oring Catalog Or2009Document48 pagesCSTR Oring Catalog Or2009roccandradoNo ratings yet
- ASTM Resumo 615-706Document7 pagesASTM Resumo 615-706Wilma CorreiaNo ratings yet
- Mo Slurry Hose Systems - Brochure en 4868 03 23 en MNGDocument27 pagesMo Slurry Hose Systems - Brochure en 4868 03 23 en MNGIgnacio Moratinos CastañedaNo ratings yet
- O Ring Catalogue 2022Document179 pagesO Ring Catalogue 2022Muhammad Kamran AsgharNo ratings yet
- Sello Energizados PDFDocument24 pagesSello Energizados PDFhufuents-1No ratings yet
- SellosDocument109 pagesSellosJose Maria50% (2)
- Nu Tech Catalog 2019 For Website PDFDocument60 pagesNu Tech Catalog 2019 For Website PDFkaranNo ratings yet
- Types of Fits: Engineering TolerancingDocument2 pagesTypes of Fits: Engineering TolerancingRandima GajanayakaNo ratings yet
- Mannesman Catalogo HidraulicaDocument12 pagesMannesman Catalogo HidraulicaMaximiliano DreyerNo ratings yet
- KE Masterflex RubberDocument4 pagesKE Masterflex RubberBenjamin StricklandNo ratings yet
- LandingString, 80%, 5.875 OD, 0.750 Wall, IEU, S-135.. XT57 (7.250 X 3.500)Document3 pagesLandingString, 80%, 5.875 OD, 0.750 Wall, IEU, S-135.. XT57 (7.250 X 3.500)Garcia C L AlbertoNo ratings yet
- ST 3000 Smart Transmitter Series 100 Remote Diaphragm Seals Models Specifications 34-ST-03-64 March 2013Document44 pagesST 3000 Smart Transmitter Series 100 Remote Diaphragm Seals Models Specifications 34-ST-03-64 March 2013ruzzo2003No ratings yet
- Automation Basics - Basics of Thermowell Design and Selection - IsADocument3 pagesAutomation Basics - Basics of Thermowell Design and Selection - IsAFatoni Gea AirlanggaNo ratings yet
- Autoclave Technical InfoDocument16 pagesAutoclave Technical Info136339No ratings yet
- Machine Installation - Shaft AlignmentDocument17 pagesMachine Installation - Shaft AlignmentD.b. Tampubolon100% (1)
- Hose Usage Guide PDFDocument10 pagesHose Usage Guide PDFKaustav SahaNo ratings yet
- Laboratory Equipment ReportDocument16 pagesLaboratory Equipment ReportNavneeth G MenonNo ratings yet
- Rod Seal: DesignDocument7 pagesRod Seal: Designgamal abousamraNo ratings yet
- RO3000 Pour Rogers 3006 PDFDocument4 pagesRO3000 Pour Rogers 3006 PDFTeddy112No ratings yet
- Tr-43 Design Service Life Corugated Polyethlene PipeDocument11 pagesTr-43 Design Service Life Corugated Polyethlene PipeErSoravNo ratings yet
- Ansi Asabe Ep389.2 Jun1993 (R2010)Document3 pagesAnsi Asabe Ep389.2 Jun1993 (R2010)StephanNo ratings yet
- Fcs Fluoro Carbon Seals PVT LTD: O-RingsDocument36 pagesFcs Fluoro Carbon Seals PVT LTD: O-Ringsvikram velayuthamNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Festo-Proportional Hydraulics Basic LavelDocument126 pagesFesto-Proportional Hydraulics Basic Lavelapi-3808778100% (11)
- Tapered Roller Bearings, Single RowDocument14 pagesTapered Roller Bearings, Single RowMuhammad Imran AftabNo ratings yet
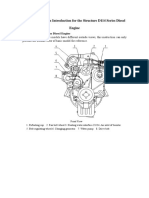
- Engine Training Manual - D114 SeriesDocument86 pagesEngine Training Manual - D114 SeriesMuhammad Imran Aftab83% (6)
- Chapter 2 Hydraulic and ElectricDocument43 pagesChapter 2 Hydraulic and ElectricMuhammad Imran AftabNo ratings yet
- How To Assemble B250Document5 pagesHow To Assemble B250Muhammad Imran AftabNo ratings yet
- SR220C Hydraulic SystemDocument1 pageSR220C Hydraulic SystemMuhammad Imran Aftab0% (1)
- Mobile Hydraulic TrainingDocument16 pagesMobile Hydraulic TrainingMuhammad Imran Aftab100% (3)
- Project Report On Working-CapitalDocument74 pagesProject Report On Working-Capitalravikant2105100% (1)
- SP7 PDFDocument1,025 pagesSP7 PDFkushaljp8989No ratings yet
- Data Mining ToolsDocument9 pagesData Mining Toolspuneet0303No ratings yet
- Index of Appendices: Pmo - ConfidentialDocument149 pagesIndex of Appendices: Pmo - Confidentialonize mosesNo ratings yet
- Service Manual: Diva Avr200 Surround Sound ReceiverDocument61 pagesService Manual: Diva Avr200 Surround Sound Receiver王军No ratings yet
- S. P. Rosenbaum (Auth.) - Edwardian Bloomsbury - The Early Literary History of The Bloomsbury Group Volume 2-Palgrave Macmillan UK (1994)Document573 pagesS. P. Rosenbaum (Auth.) - Edwardian Bloomsbury - The Early Literary History of The Bloomsbury Group Volume 2-Palgrave Macmillan UK (1994)HilmiNo ratings yet
- Thesis Statement, Topic Sentence, and Supporting Details: Paul Christian Reforsado AbadDocument29 pagesThesis Statement, Topic Sentence, and Supporting Details: Paul Christian Reforsado AbadMicole BrodethNo ratings yet
- CV Achmad AgusDocument11 pagesCV Achmad AgusWoori ConsultingNo ratings yet
- Defence10 BookDocument58 pagesDefence10 BookYash ChanneNo ratings yet
- 1st PUC BLUE PRINT FOR SUMMATIVE ASSESSMENTDocument1 page1st PUC BLUE PRINT FOR SUMMATIVE ASSESSMENTthakursingh14367% (3)
- Program Istp17Document17 pagesProgram Istp17pverma4622No ratings yet
- Ronald Allan Talisay CV 2017 - 1Document6 pagesRonald Allan Talisay CV 2017 - 1Ronald AllanNo ratings yet
- How To Achieve A Rich Mindset PDFDocument11 pagesHow To Achieve A Rich Mindset PDFAsbo_Keno100% (1)
- Eds GMB51001Document11 pagesEds GMB51001negrusrlNo ratings yet
- LTE Throughput Troubleshooting GuidlelineDocument15 pagesLTE Throughput Troubleshooting GuidlelineTourchianNo ratings yet
- Acr Oss The Line ContactorsDocument2 pagesAcr Oss The Line ContactorshmavisNo ratings yet
- Special Theory of RelativityDocument16 pagesSpecial Theory of RelativityBrigita SteffyNo ratings yet
- AS 3 Mid-Year TestDocument2 pagesAS 3 Mid-Year TestМар'яна НагорнюкNo ratings yet
- Module 3 Topic 1 Part 3 - Colonial Land Use PoliciesDocument31 pagesModule 3 Topic 1 Part 3 - Colonial Land Use PoliciesSamantha BaldovinoNo ratings yet
- Learning Activity Sheet in General Mathematics 2nd QuarterDocument5 pagesLearning Activity Sheet in General Mathematics 2nd QuarterDominic Dalton CalingNo ratings yet
- Companies in KeralaDocument14 pagesCompanies in KeralasumeshmhrNo ratings yet
- Practical 9: Enthalpy Change of ReactionDocument4 pagesPractical 9: Enthalpy Change of ReactionJulia QistinaNo ratings yet
- Definition, Classification and Diagnosis of Diabetes, Prediabetes and Metabolic SyndromeDocument6 pagesDefinition, Classification and Diagnosis of Diabetes, Prediabetes and Metabolic SyndromemandaNo ratings yet
- Safety StockDocument8 pagesSafety StockIwan NovaNo ratings yet
- Applied Linguistics Handout LessonDocument23 pagesApplied Linguistics Handout LessonArgene MonrealNo ratings yet
- Cut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackDocument100 pagesCut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackJade DigNo ratings yet
- 2019 Pathogenesis, Screening, and Diagnosis of Neonatal Hypoglycemia - UpToDateDocument14 pages2019 Pathogenesis, Screening, and Diagnosis of Neonatal Hypoglycemia - UpToDateSheyla Paola Alegre ParionaNo ratings yet
- Modes of Flexible LearningDocument4 pagesModes of Flexible LearningJesseilou GullebanNo ratings yet