0% found this document useful (0 votes)
440 views16 pagesTotal Productive Maintenance
Total Productive Maintenance (TPM) is a maintenance program that aims to maximize production by involving employees and maintaining equipment effectively. It was developed in Japan as a way to improve equipment effectiveness through autonomous, preventative maintenance conducted by operators. The goals of TPM include increasing equipment uptime and efficiency while reducing breakdowns and defects. It takes a holistic, long-term approach to maintenance rather than focusing solely on reactive repairs. TPM seeks to minimize unplanned downtime and involve employees at all levels through small-group activities to identify and address equipment issues.
Uploaded by
satheeshmba2010Copyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOC, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
440 views16 pagesTotal Productive Maintenance
Total Productive Maintenance (TPM) is a maintenance program that aims to maximize production by involving employees and maintaining equipment effectively. It was developed in Japan as a way to improve equipment effectiveness through autonomous, preventative maintenance conducted by operators. The goals of TPM include increasing equipment uptime and efficiency while reducing breakdowns and defects. It takes a holistic, long-term approach to maintenance rather than focusing solely on reactive repairs. TPM seeks to minimize unplanned downtime and involve employees at all levels through small-group activities to identify and address equipment issues.
Uploaded by
satheeshmba2010Copyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOC, PDF, TXT or read online on Scribd
- Introduction to TPM: Introduces Total Productive Maintenance (TPM) and compares it to other quality management practices.
- Types of Maintenance: Explains different types of maintenance such as breakdown, preventive, and predictive, detailing each method's practices.
- TPM History: Describes the historical evolution of TPM and its adoption by Nippon Denso.
- TPM Targets and Benefits: Lists the key targets and benefits of implementing TPM, focusing on productivity and efficiency improvements.
- Steps in Introduction of TPM: Outlines the necessary steps to introduce TPM, from announcement to full implementation stages.
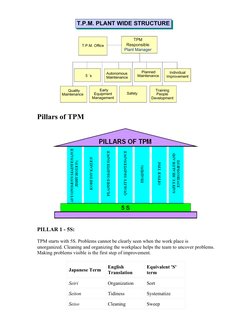
- Organization Structure for TPM Implementation: Details the structure required for implementing TPM across an organization with an emphasis on responsibility distribution.
- Conclusion: Summarizes the importance of TPM in industry and its comprehensive impact on organizational performance.