You might also like
- Using A Scientific Journal Article To Write A Critical ReviewDocument6 pagesUsing A Scientific Journal Article To Write A Critical ReviewJaime Martinez100% (1)
- TM 5-2430-200-10Document196 pagesTM 5-2430-200-10Advocate100% (1)
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- A Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - OrgDocument3 pagesA Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - Orgiaetsdiaetsd100% (1)
- Manufacturing Processes Part IIABrief Reviewon ForgingDocument8 pagesManufacturing Processes Part IIABrief Reviewon ForgingTemesgen ErenaNo ratings yet
- Casting Defects Analysis and RemediesDocument12 pagesCasting Defects Analysis and RemediesYuvraj MehtaNo ratings yet
- Presentation 2Document31 pagesPresentation 2yero kumaNo ratings yet
- Simulation of Shrinkage - IJETT - International Journal of EngineeringDocument5 pagesSimulation of Shrinkage - IJETT - International Journal of EngineeringBasyirNo ratings yet
- Review of Casting Defect Analysis To Initiate The Improvement ProcessDocument4 pagesReview of Casting Defect Analysis To Initiate The Improvement Processshrikant mishraNo ratings yet
- Metal Forming AnalysisDocument8 pagesMetal Forming AnalysisDevaraj ENo ratings yet
- Casting Defects Analysis in Foundry andDocument12 pagesCasting Defects Analysis in Foundry andahmedameer20189No ratings yet
- 171226-An Overview of Forging Processes With Their DefectsDocument8 pages171226-An Overview of Forging Processes With Their DefectsNguyen Hoang DungNo ratings yet
- Effect of Cooling On Porosity in Low Pressure Die Casting Ijariie5529Document7 pagesEffect of Cooling On Porosity in Low Pressure Die Casting Ijariie5529Marko JukićNo ratings yet
- JournalnxDocument4 pagesJournalnxJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Failure of SpringDocument9 pagesFailure of SpringLeandro MarchiNo ratings yet
- Jorunal - Not MineDocument4 pagesJorunal - Not Minehaiqal3No ratings yet
- A Review On Investigation of Casting Defects With SimulationDocument5 pagesA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Experimental Investigation of Blank Temperature and Blank Holding Pressure On The Punch Force and Limiting Drawing Ratio - A ReviewDocument6 pagesExperimental Investigation of Blank Temperature and Blank Holding Pressure On The Punch Force and Limiting Drawing Ratio - A ReviewIJRASETPublicationsNo ratings yet
- Cottam - (2014) - Characterization of Microstructure and Residual Stress in A 3D H13 Tool Steel Component Produced by Additive ManufacturingDocument10 pagesCottam - (2014) - Characterization of Microstructure and Residual Stress in A 3D H13 Tool Steel Component Produced by Additive ManufacturingJesus Ismael Jimenez GarciaNo ratings yet
- Optimization of Trimming and Piercing Operations by Introducing A New ToolDocument5 pagesOptimization of Trimming and Piercing Operations by Introducing A New ToolEditor IJTSRDNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Aluminium Alloy GDC & ProblemsDocument11 pagesAluminium Alloy GDC & ProblemsN.B.PNo ratings yet
- Experimental Study On Removing Wrinkle DefectDocument17 pagesExperimental Study On Removing Wrinkle DefectIJRASETPublicationsNo ratings yet
- Tooling by Design - Springback in High-Strength Steel Stampings - Compensation Is Not Commensurate With Experience - MetalForming MagazineDocument2 pagesTooling by Design - Springback in High-Strength Steel Stampings - Compensation Is Not Commensurate With Experience - MetalForming MagazineSIMONENo ratings yet
- Review of Methodologies for Shaft Failure AnalysisDocument5 pagesReview of Methodologies for Shaft Failure AnalysisVipin KhangarNo ratings yet
- Forging Die Design & SimulationDocument8 pagesForging Die Design & SimulationKumar SatyamNo ratings yet
- 2007 AnImprovedDocument12 pages2007 AnImprovedKhoaNo ratings yet
- Categorizing The Forging Defects in The Forged Brass Component Material of ASTM B16-C36000Document9 pagesCategorizing The Forging Defects in The Forged Brass Component Material of ASTM B16-C36000techopelessNo ratings yet
- Introduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingDocument8 pagesIntroduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingRashmi DhunganaNo ratings yet
- Group 1Document32 pagesGroup 1GemedaNo ratings yet
- Irjet V6i2220Document4 pagesIrjet V6i2220sonuNo ratings yet
- Jurnal 2Document7 pagesJurnal 2aziman kurniaNo ratings yet
- Study of Deep Drawing Process - A ReviewDocument4 pagesStudy of Deep Drawing Process - A ReviewIJIRSTNo ratings yet
- Failure Analysis of An Automobile Coil SpringDocument8 pagesFailure Analysis of An Automobile Coil Springdarkace00000No ratings yet
- Casting DefectsDocument2 pagesCasting DefectskoushikraoNo ratings yet
- Etude Sur La Minimisation Des Défaults en FonteDocument14 pagesEtude Sur La Minimisation Des Défaults en FontePaul NeirynckNo ratings yet
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocument8 pagesDefects, Root Causes in Casting Process and Their Remedies: ReviewkoushikraoNo ratings yet
- Manuscript (REVIEW PAPER1) - NewDocument4 pagesManuscript (REVIEW PAPER1) - NewAnand PathakNo ratings yet
- Iare - MP - Lecture NotesDocument47 pagesIare - MP - Lecture NotesMayank SharmaNo ratings yet
- "Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217Document2 pages"Bottle Blow Molding" by Milind H. Mahajan, Girish M. Lonare IRJET-V6I1217MilindMahajanNo ratings yet
- Wu 2022 J. Phys. Conf. Ser. 2338 012067Document8 pagesWu 2022 J. Phys. Conf. Ser. 2338 012067ASHUTOSH PANDEYNo ratings yet
- The Effect of Temperature in Induction Surface Hardening On The Distortion of GearDocument10 pagesThe Effect of Temperature in Induction Surface Hardening On The Distortion of GearNatalino FonsecaNo ratings yet
- TVL - SM 11 - w5Document4 pagesTVL - SM 11 - w5CrisTopher L CablaidaNo ratings yet
- A Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingDocument17 pagesA Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingRui MatiasNo ratings yet
- Bottle Blow MoldingDocument3 pagesBottle Blow MoldingDANISHPREET SINGHNo ratings yet
- Design and Analysis of a Hot Forging DiesDocument12 pagesDesign and Analysis of a Hot Forging DiesDegaga KebedeNo ratings yet
- Failure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelDocument7 pagesFailure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelNigus TeklehaymanotNo ratings yet
- Behaviourof Silver Streaksafter Platingon ABSPlasticsDocument7 pagesBehaviourof Silver Streaksafter Platingon ABSPlasticsKelvin Tai Wei LimNo ratings yet
- Materials Today: Proceedings: C.S. Choudhari, S.S. KhasbageDocument7 pagesMaterials Today: Proceedings: C.S. Choudhari, S.S. KhasbageN. P. JAGANNo ratings yet
- Chen_2017_J._Phys.__Conf._Ser._896_012121Document9 pagesChen_2017_J._Phys.__Conf._Ser._896_012121Cad professionalNo ratings yet
- VERY GOOD - DesignandAnalysisofaHotForgingDiesDocument12 pagesVERY GOOD - DesignandAnalysisofaHotForgingDiesBelay AyalewNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- Hot Rolling ThesisDocument8 pagesHot Rolling ThesisClaire Webber100% (1)
- A Review of Research in Numerical Simulation For The Glass-Pressing Process PDFDocument11 pagesA Review of Research in Numerical Simulation For The Glass-Pressing Process PDFLuis ArmadilloNo ratings yet
- Paper Laser Welding Heat DistortionDocument9 pagesPaper Laser Welding Heat DistortionKHNo ratings yet
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocument9 pagesDefects, Root Causes in Casting Process and Their Remedies: ReviewPrabagarane RamachandranNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- Numerical Simulation For Casting Defect PredictionDocument5 pagesNumerical Simulation For Casting Defect PredictionRajkot NPDNo ratings yet
- Materials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashDocument6 pagesMaterials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashKishore RaviNo ratings yet
- Analsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareDocument5 pagesAnalsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- Archana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Document18 pagesArchana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Samrat KumarNo ratings yet
- Moment of Inertia FormulaeDocument5 pagesMoment of Inertia FormulaeNilesh GopeeNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- Archana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Document18 pagesArchana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Samrat KumarNo ratings yet
- An overview of forging processes and defectsDocument7 pagesAn overview of forging processes and defectsNagendra KumarNo ratings yet
- Archana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Document18 pagesArchana Soni Assistant Professor Shri Shankaracharya Mahavidyalaya, Junwani Bhilai (C. G.)Samrat KumarNo ratings yet
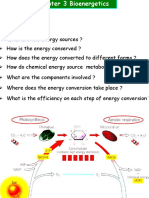
- Chap 3bioenergeticsDocument55 pagesChap 3bioenergeticsSamrat KumarNo ratings yet
- BCH3711 Enzymology Study GuideDocument30 pagesBCH3711 Enzymology Study GuideSamrat KumarNo ratings yet
- JETIR1407054Document6 pagesJETIR1407054Samrat KumarNo ratings yet
- Review On Defects in Hot Forging Process-InvestigationDocument9 pagesReview On Defects in Hot Forging Process-InvestigationSamrat KumarNo ratings yet
- Report On Industrial Training: VisakhapatnamDocument5 pagesReport On Industrial Training: VisakhapatnamSamrat KumarNo ratings yet
- Andhra Pradesh State Council of Higher Education Cbcs Pattern For Human GeneticsDocument40 pagesAndhra Pradesh State Council of Higher Education Cbcs Pattern For Human GeneticsSamrat KumarNo ratings yet
- Report On Industrial Training: VisakhapatnamDocument5 pagesReport On Industrial Training: VisakhapatnamSamrat KumarNo ratings yet
- Report On Industrial Training: VisakhapatnamDocument5 pagesReport On Industrial Training: VisakhapatnamSamrat KumarNo ratings yet
- Scrib TestDocument1 pageScrib TestSamrat KumarNo ratings yet
- E-books Mechanical Engineering Heat Mass Transfer ThermodynamicsDocument6 pagesE-books Mechanical Engineering Heat Mass Transfer Thermodynamicskirankuma.jagtapNo ratings yet
- Unit 6 Steam CondenserDocument7 pagesUnit 6 Steam CondenserSamrat KumarNo ratings yet
- E-books Mechanical Engineering Heat Mass Transfer ThermodynamicsDocument6 pagesE-books Mechanical Engineering Heat Mass Transfer Thermodynamicskirankuma.jagtapNo ratings yet
- Introduction To Pillar DiagramsDocument17 pagesIntroduction To Pillar DiagramsA. Johan (AJ)No ratings yet
- Amp Question BankDocument14 pagesAmp Question BankdibyenindusNo ratings yet
- Electrical Machine Design PrinciplesDocument16 pagesElectrical Machine Design PrinciplesAamir Ahmed Ali SalihNo ratings yet
- Comparison of methods for determining the plateau modulus and entanglement molecular weightDocument19 pagesComparison of methods for determining the plateau modulus and entanglement molecular weightfaezehNo ratings yet
- ParkerDocument4 pagesParkerClewerton BagnhukNo ratings yet
- Food Groups Intake in Relation To Stunting Among Exceptional ChildrenDocument8 pagesFood Groups Intake in Relation To Stunting Among Exceptional ChildrenAriqah GinaNo ratings yet
- M.Sc. MATHEMATICS MODEL PAPERDocument22 pagesM.Sc. MATHEMATICS MODEL PAPERRatnesh RanjanNo ratings yet
- Electric and water requirements for concrete batch plantDocument8 pagesElectric and water requirements for concrete batch plantWael WaelNo ratings yet
- Bel-Ray Recommendations Cement v5 DH 6-4-14Document15 pagesBel-Ray Recommendations Cement v5 DH 6-4-14dhowardjNo ratings yet
- Cadence LN ADocument68 pagesCadence LN AfocclasNo ratings yet
- Accounting exam covers receivables, payablesDocument3 pagesAccounting exam covers receivables, payableseXpadaNo ratings yet
- How To Use Intelligent L.C.D.S: Constructional FeatureDocument0 pagesHow To Use Intelligent L.C.D.S: Constructional FeatureNelu Sabie100% (1)
- Average IfDocument22 pagesAverage IfXenia MorenoNo ratings yet
- Thermodynamic and transport properties of saturated steam and waterDocument26 pagesThermodynamic and transport properties of saturated steam and waterMuhammad Reza FahleviNo ratings yet
- Design PrimerDocument35 pagesDesign PrimerShafira Nurianti salimNo ratings yet
- Dimensions of The PantheonDocument3 pagesDimensions of The PantheonNerinel CoronadoNo ratings yet
- 522 ZhouDocument6 pages522 ZhouLimbert Edwin BustillosNo ratings yet
- SCI19 - Q4 - M5 - Heat and Energy TransformationDocument14 pagesSCI19 - Q4 - M5 - Heat and Energy TransformationlyzaNo ratings yet
- Fluent HeatTransfer L01 Introduction PDFDocument50 pagesFluent HeatTransfer L01 Introduction PDFHoNo ratings yet
- Appendix H2-Ii List of EquipmentsDocument10 pagesAppendix H2-Ii List of EquipmentsRoger Noel Cubas RamònNo ratings yet
- Sifat Bahan Pangan dan Hasil PertanianDocument39 pagesSifat Bahan Pangan dan Hasil PertanianStefanus Bayu Sindhu WijayaNo ratings yet
- 12TH CS TERM 2 - PythonDocument8 pages12TH CS TERM 2 - PythonAnbuchelvan VKNo ratings yet
- Final 1019w06 PDFDocument11 pagesFinal 1019w06 PDFamir moghaddamNo ratings yet
- Technical White Paper For ATM-ETH IWFDocument12 pagesTechnical White Paper For ATM-ETH IWFNeil_Liao_343No ratings yet
- Intraoral ProjectionsDocument73 pagesIntraoral ProjectionsrespikNo ratings yet
- Hard Gelatin CapsulesDocument58 pagesHard Gelatin Capsulesas.jessy0608No ratings yet
- Application OF Horizontal Vacuum: THE A Belt Filter TO Smuts Dewatering and Cane Mud FiltrationDocument5 pagesApplication OF Horizontal Vacuum: THE A Belt Filter TO Smuts Dewatering and Cane Mud FiltrationMichel M.No ratings yet
- Data Structures and Algorithms IntroductionDocument22 pagesData Structures and Algorithms IntroductionTadele Molla ታደለ ሞላNo ratings yet