You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Spinning Mill ListDocument4 pagesSpinning Mill ListJigneshSaradava73% (15)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Quotation of 1MWDocument10 pagesQuotation of 1MWJigneshSaradava50% (4)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Flyht Case SolutionDocument2 pagesFlyht Case SolutionkarthikawarrierNo ratings yet
- QPRO AlarmsDocument2 pagesQPRO AlarmsJigneshSaradava80% (5)
- CMT of FaultsDocument1 pageCMT of FaultsJigneshSaradava100% (1)
- Paper Published in Fibres Textile in Eastern Europe 1608209136Document6 pagesPaper Published in Fibres Textile in Eastern Europe 1608209136JigneshSaradavaNo ratings yet
- R.a.suthar GRV 23-12-2019Document8 pagesR.a.suthar GRV 23-12-2019JigneshSaradavaNo ratings yet
- KTTM Yarn Quality and End Breakage ControlDocument22 pagesKTTM Yarn Quality and End Breakage ControlJigneshSaradava100% (1)
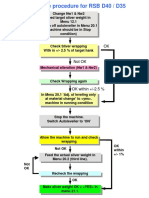
- COunt Change in RSB PDFDocument1 pageCOunt Change in RSB PDFJigneshSaradavaNo ratings yet
- CMT of Faults PDFDocument1 pageCMT of Faults PDFJigneshSaradavaNo ratings yet
- Yarn Hot ReportDocument15 pagesYarn Hot ReportJigneshSaradavaNo ratings yet
- Adtu/-: Mill Name Inspector 6437Document9 pagesAdtu/-: Mill Name Inspector 6437JigneshSaradavaNo ratings yet
- New GeneralDocument18 pagesNew GeneralJigneshSaradavaNo ratings yet
- Cone Defects and Remadials-1Document16 pagesCone Defects and Remadials-1JigneshSaradavaNo ratings yet
- Waste DataDocument1 pageWaste DataJigneshSaradavaNo ratings yet
- Spinning Mill QualityDocument8 pagesSpinning Mill QualityJigneshSaradavaNo ratings yet
- Wind Energy Cost and Feasibility of A 2 MW Wind Power ProjectDocument7 pagesWind Energy Cost and Feasibility of A 2 MW Wind Power ProjectJigneshSaradavaNo ratings yet
- New Doc 2019-07-01 09.52.51 - 1Document1 pageNew Doc 2019-07-01 09.52.51 - 1JigneshSaradavaNo ratings yet
- 0 - New Doc 2019-06-19 19.04.53Document2 pages0 - New Doc 2019-06-19 19.04.53JigneshSaradavaNo ratings yet
- Cotton and Yarn Count ClassificationDocument4 pagesCotton and Yarn Count ClassificationJigneshSaradavaNo ratings yet
- Productivitybenchmarkingdgl2016 160810162308 PDFDocument60 pagesProductivitybenchmarkingdgl2016 160810162308 PDFJigneshSaradavaNo ratings yet
- Various Cotton GradesDocument3 pagesVarious Cotton GradesJigneshSaradavaNo ratings yet
- Cotton: World Markets and Trade: Record World Consumption Helps Lower Stocks in 2019/20Document29 pagesCotton: World Markets and Trade: Record World Consumption Helps Lower Stocks in 2019/20JigneshSaradavaNo ratings yet
- Group 7: Adrian Mark Santos Angelo Joshua Siy Angelica Surigao Angel May Tingue Sherwin Valencia Khyla Anne VillareteDocument12 pagesGroup 7: Adrian Mark Santos Angelo Joshua Siy Angelica Surigao Angel May Tingue Sherwin Valencia Khyla Anne Villareteangelo siyNo ratings yet
- QuestionnaireDocument7 pagesQuestionnaireaarthi100% (2)
- English 9 First Quarter - Module 5 Vocabulary or Jargons Communicative StyleDocument5 pagesEnglish 9 First Quarter - Module 5 Vocabulary or Jargons Communicative StyleEstrella RodrigoNo ratings yet
- Splendor Duel Solo - The Clockwork Gemsmith v1Document5 pagesSplendor Duel Solo - The Clockwork Gemsmith v1Argentina Live MessNo ratings yet
- LAB No. 1 Load Flow Using MATLAB - New VersionDocument8 pagesLAB No. 1 Load Flow Using MATLAB - New VersionYuosef A Al ShiplyNo ratings yet
- Playboard Iii: User ManualDocument90 pagesPlayboard Iii: User ManualAdarsh ManoharanNo ratings yet
- Shazmeena Rashid: ObjectiveDocument4 pagesShazmeena Rashid: ObjectiveRamji GuptaNo ratings yet
- Data ProtectionDocument6 pagesData Protectionritik mehraNo ratings yet
- Petroleum: Mahdi Zeinali Hasanvand, Mohammad Ali Ahmadi, Reza Mosayebi BehbahaniDocument7 pagesPetroleum: Mahdi Zeinali Hasanvand, Mohammad Ali Ahmadi, Reza Mosayebi Behbahanimarcoesteban97No ratings yet
- Earth's Internal StructureDocument2 pagesEarth's Internal StructureQueencess Ara TorresNo ratings yet
- Zamboanga RPMZ Zam PDFDocument25 pagesZamboanga RPMZ Zam PDFochiSultonéNo ratings yet
- Pilkington Low e Glass How It WorksDocument2 pagesPilkington Low e Glass How It WorksBrian DohertyNo ratings yet
- Engineering Mechanics End SemesterDocument4 pagesEngineering Mechanics End SemesterAjay ChoudharyNo ratings yet
- Tadalafil Metaanalysis (2014)Document10 pagesTadalafil Metaanalysis (2014)Magdy Helmy Megallaa / Diabetes ChannelNo ratings yet
- HP and Compaq Desktop PCs - BIOS Beep Codes - HP® Customer SupportDocument5 pagesHP and Compaq Desktop PCs - BIOS Beep Codes - HP® Customer Supportmodulor3dNo ratings yet
- IOM MST 30kVA - 40kVADocument51 pagesIOM MST 30kVA - 40kVAAnuradhe ThilakarathnaNo ratings yet
- Class DiagramDocument1 pageClass Diagramiman ghavamiNo ratings yet
- Applied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiDocument11 pagesApplied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiIntenNo ratings yet
- MailsSoftware Thunderbird To OutlookDocument11 pagesMailsSoftware Thunderbird To OutlookMailsSoftwareNo ratings yet
- With Beginning Work-In-Process, Uneven Distribution, Department 2Document3 pagesWith Beginning Work-In-Process, Uneven Distribution, Department 2Camila MayoNo ratings yet
- Mentoring at Work: Developmental Relationships in Organisational LifeDocument19 pagesMentoring at Work: Developmental Relationships in Organisational LifeMilton Mixan MasiasNo ratings yet
- Scilab Plot 2 DTutorialDocument8 pagesScilab Plot 2 DTutorialAnggel LagunasNo ratings yet
- DocumentationDocument131 pagesDocumentationm_adnane_dz3184No ratings yet
- Water Treatment PlantsDocument4 pagesWater Treatment PlantssanjayNo ratings yet
- Symrise ListDocument23 pagesSymrise ListJessica ChavezNo ratings yet
- Bdm4350uc 00 QSG EngDocument1 pageBdm4350uc 00 QSG EngTerryNo ratings yet
- Globallogic Technical Question PaperDocument14 pagesGloballogic Technical Question Papertester mahesh25No ratings yet
- Rat - Midline - (NCR) - (Valenzuela) - (Ac Faustino Es) - (227003)Document46 pagesRat - Midline - (NCR) - (Valenzuela) - (Ac Faustino Es) - (227003)GracelyNo ratings yet
- Distribuidor Hei PDFDocument3 pagesDistribuidor Hei PDFotibmagNo ratings yet