You might also like
- Volumetric Efficiency and Factors That Impact ItDocument3 pagesVolumetric Efficiency and Factors That Impact Itaff123051No ratings yet
- Chapter 11-Casting IIDocument80 pagesChapter 11-Casting IIaff123051No ratings yet
- Matlab Code For Graphical Development of Rayleigh LineDocument2 pagesMatlab Code For Graphical Development of Rayleigh Lineaff123051No ratings yet
- MATLAB FANNODocument2 pagesMATLAB FANNOaff123051No ratings yet
- Bes 1 Agni 2017Document53 pagesBes 1 Agni 2017aff123051No ratings yet
- Open Ended Lab: ObjectivesDocument4 pagesOpen Ended Lab: Objectivesaff123051No ratings yet
- Dvda Va (M 1) : Derive The Can in Speed As The Nozzle ExpandsDocument3 pagesDvda Va (M 1) : Derive The Can in Speed As The Nozzle Expandsaff123051No ratings yet
- Volumetric Efficiency (ɳ) : @actual Geometrical Configuration of EngineDocument3 pagesVolumetric Efficiency (ɳ) : @actual Geometrical Configuration of Engineaff123051No ratings yet
- U16 Me BSC 006Document1 pageU16 Me BSC 006aff123051No ratings yet
- Fuel Consumption vs Time Loaded vs UnloadedDocument1 pageFuel Consumption vs Time Loaded vs Unloadedaff123051No ratings yet
- SendDocument1 pageSendaff123051No ratings yet
- Quality Management1Document9 pagesQuality Management1aff123051No ratings yet
- 1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration SystemDocument7 pages1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration Systemaff123051No ratings yet
- Cep FM2Document5 pagesCep FM2aff123051No ratings yet
- 6 Computational Fluid Dynamics As An Efficent Tool For Ejector Simulations A ReviewDocument7 pages6 Computational Fluid Dynamics As An Efficent Tool For Ejector Simulations A Reviewaff123051No ratings yet
- 1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration SystemDocument7 pages1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration Systemaff123051No ratings yet
- Pump cavitation and maximum flowrateDocument5 pagesPump cavitation and maximum flowrateaff123051No ratings yet
- 1 s2.0 S2351978920302213 MainDocument8 pages1 s2.0 S2351978920302213 Mainaff123051No ratings yet
- 1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration SystemDocument7 pages1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration Systemaff123051No ratings yet
- Title Page1Document1 pageTitle Page1aff123051No ratings yet
- ProbabilityDocument17 pagesProbabilityaff123051No ratings yet
- Lab 5Document2 pagesLab 5aff123051No ratings yet
- CFDDocument24 pagesCFDaff123051No ratings yet
- Gas Dynamics (ME-429) : Assignment # 2 (Due On 25/10/2019)Document1 pageGas Dynamics (ME-429) : Assignment # 2 (Due On 25/10/2019)aff123051No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Control of Retained Delta Ferrite in Type 410 Stainless SteelDocument7 pagesControl of Retained Delta Ferrite in Type 410 Stainless SteelEnp JgcNo ratings yet
- Grinding - Cut-Off Wheels SpecsDocument1 pageGrinding - Cut-Off Wheels SpecsTudor-Radu DimitriuNo ratings yet
- 22 Wiskel PDFDocument10 pages22 Wiskel PDFHoang Diep PhanNo ratings yet
- Guandin ClayDocument12 pagesGuandin ClayErwin SetiawanNo ratings yet
- SC For AircraftDocument11 pagesSC For AircraftZaiimatul Husnaa MuharramiyyahNo ratings yet
- Steel Casting Handbook PDFDocument58 pagesSteel Casting Handbook PDFDenis Yasmin AlineNo ratings yet
- (Lertffi Y: (Typ - I) Iffi "Eq0Document6 pages(Lertffi Y: (Typ - I) Iffi "Eq0supremeNo ratings yet
- Roten CatalogDocument6 pagesRoten Catalogoaves124No ratings yet
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- Grinding Wheels Specification PDFDocument4 pagesGrinding Wheels Specification PDFPENONVVNo ratings yet
- Spec PDFDocument1 pageSpec PDFcrysNo ratings yet
- Origin of Elemental NamesDocument3 pagesOrigin of Elemental NamesamarNo ratings yet
- Corrosion Prevention For MetalsDocument17 pagesCorrosion Prevention For Metalsabdul100% (1)
- Optimize refractory manufacturing with Nedmag's high-purity DBM nedMag 99Document7 pagesOptimize refractory manufacturing with Nedmag's high-purity DBM nedMag 99Ted Andrew AbalosNo ratings yet
- Mineral IntroductionDocument15 pagesMineral IntroductionMontmorencyNo ratings yet
- ASTM B 124 (15) - Cu Alloy Forging Rod Bar ShapeDocument8 pagesASTM B 124 (15) - Cu Alloy Forging Rod Bar Shapehouk sukNo ratings yet
- LectureopenhearthfurnaceDocument5 pagesLectureopenhearthfurnaceArindam GoswamiNo ratings yet
- Day 1 Part 3 PDFDocument72 pagesDay 1 Part 3 PDFEdukondalu PentapatiNo ratings yet
- En 10028-7-2016Document59 pagesEn 10028-7-2016gowtham_venkat_4100% (2)
- Kaolin and Fire ClayDocument10 pagesKaolin and Fire ClayMourad Hosni100% (1)
- Product CatalogueDocument36 pagesProduct Cataloguesteam accNo ratings yet
- 17-4 PH Data BulletinDocument20 pages17-4 PH Data Bulletinekidazu19848816No ratings yet
- Ecuador Gold & Silver Mining Projects and Key PlayersDocument25 pagesEcuador Gold & Silver Mining Projects and Key PlayersArthur OppitzNo ratings yet
- Top Steel Companies in IndiaDocument3 pagesTop Steel Companies in Indiazukmos67% (3)
- Creation of Control PlanDocument4 pagesCreation of Control PlanAnthonyNo ratings yet
- Yo BankDocument130 pagesYo BankAnonymous 0BpXe7RMNo ratings yet
- School of Materials Engineering Semester 1 2019/2020 EBT 323 Materials CharacterizationDocument9 pagesSchool of Materials Engineering Semester 1 2019/2020 EBT 323 Materials CharacterizationMuhd FadhilNo ratings yet
- Electro-Cleaning Technical BriefDocument8 pagesElectro-Cleaning Technical BriefSutopoNo ratings yet
- Instruction - Macroscopic Testing: 1. ScopeDocument2 pagesInstruction - Macroscopic Testing: 1. ScopeMohammed Ady GanjarNo ratings yet
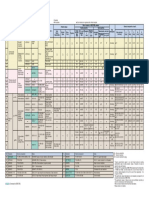
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDocument50 pagesSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNo ratings yet