You might also like
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- ObjectDocument77 pagesObjectامير بشير جوادNo ratings yet
- Exp.3 Specimen PreparationDocument9 pagesExp.3 Specimen PreparationG. Dancer GhNo ratings yet
- Material Lab Manual Experiments January2016 1Document47 pagesMaterial Lab Manual Experiments January2016 1gosaye desalegn100% (2)
- Report MetallographyDocument6 pagesReport MetallographyOsama Bin Anwar0% (1)
- Material ManualDocument40 pagesMaterial ManualBenjie flor CalayegNo ratings yet
- Fracture Testing According EN 9017Document3 pagesFracture Testing According EN 9017Anil100% (1)
- Guideline Macro Micro EtchingDocument5 pagesGuideline Macro Micro EtchingRobertRoyNo ratings yet
- Lab 3 Metallography and HardnessDocument9 pagesLab 3 Metallography and HardnessTommy Miles100% (1)
- Ff14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8Document8 pagesFf14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8cetinkaytalhaenes23No ratings yet
- Lab 4 Metallography PDFDocument8 pagesLab 4 Metallography PDFjohn hayNo ratings yet
- Metallographic Sample Preparation Techniques: BackgroundDocument8 pagesMetallographic Sample Preparation Techniques: BackgroundQA LAB ISMNo ratings yet
- Materials Engineering (ME 252) : Dr. Hany AmmarDocument19 pagesMaterials Engineering (ME 252) : Dr. Hany AmmarDanialNo ratings yet
- Cutting & Mounting LAB REPORT PDFDocument13 pagesCutting & Mounting LAB REPORT PDFMuhammad Danyal Shahid100% (1)
- MSE311A - Set 1 Lab ManualDocument16 pagesMSE311A - Set 1 Lab ManualHarshit RastogiNo ratings yet
- E M0140 2009-N PDFDocument11 pagesE M0140 2009-N PDFAna Georgina Vidrio Longoria75% (4)
- Indian Standard Testing Is 13015 - 1991Document11 pagesIndian Standard Testing Is 13015 - 1991joseNo ratings yet
- Sop Welding RevisiDocument12 pagesSop Welding RevisifandyNo ratings yet
- MicroDocument6 pagesMicroGebrehaweria TamratNo ratings yet
- Bend TestDocument14 pagesBend TesttengkustrengthNo ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- IACS-69-NDT StandardDocument15 pagesIACS-69-NDT StandardJeganeswaranNo ratings yet
- Engineering Materials: Lab AssignmentDocument9 pagesEngineering Materials: Lab AssignmentASAD ULLAHNo ratings yet
- Universiti Teknologi Mara Lab 1Document11 pagesUniversiti Teknologi Mara Lab 1Ilman Faiq67% (9)
- Mechanical Testing of Welded JointsDocument41 pagesMechanical Testing of Welded JointsSanadNo ratings yet
- SEP - 1390e 1996 07Document3 pagesSEP - 1390e 1996 07Vijayakumar SamyNo ratings yet
- Batch ADocument11 pagesBatch AVishnu ÅřàkáĺNo ratings yet
- Lab Manual - Mat Characterization (1) (1) - ExtractedDocument9 pagesLab Manual - Mat Characterization (1) (1) - ExtractedAdvay Singh raizadaNo ratings yet
- Cexhib PDFDocument5 pagesCexhib PDFAli Ben AmorNo ratings yet
- 23145879Document5 pages23145879Ali Ben AmorNo ratings yet
- 323 Data Sheet and Application GuideDocument4 pages323 Data Sheet and Application Guidejast111No ratings yet
- Welding Guidelines For Section ADocument6 pagesWelding Guidelines For Section AemadabdelsattarNo ratings yet
- M0140 (2014-N) NES: Salt Spray TestingDocument11 pagesM0140 (2014-N) NES: Salt Spray TestingBea RiveraNo ratings yet
- Preparation of Specimen For Microscopic ExaminationDocument4 pagesPreparation of Specimen For Microscopic ExaminationsunfaceselvamNo ratings yet
- Corrosion Test Procedure & Report Revisi 0Document6 pagesCorrosion Test Procedure & Report Revisi 0Fauzan Rusmayadi Reharder100% (1)
- Crack Detection & RepairDocument19 pagesCrack Detection & Repairጦቢያ TOBIYANo ratings yet
- Exp 2 - MSMDocument4 pagesExp 2 - MSMAmratPatelNo ratings yet
- Assessment of Degree of CureDocument13 pagesAssessment of Degree of Cureบวรลักษณ์ จ้อยโหมด100% (1)
- Jj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationDocument10 pagesJj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationOnsen Ong Min XuanNo ratings yet
- Microstructure AnalysisDocument4 pagesMicrostructure AnalysissgarrabNo ratings yet
- Material Lab 14Document3 pagesMaterial Lab 1421pwind0685No ratings yet
- Glass and Ceramic Testing and QualityDocument36 pagesGlass and Ceramic Testing and QualitySief MohyNo ratings yet
- Iso 2819 1980Document8 pagesIso 2819 1980RobertoNo ratings yet
- M0140 2009 N PDFDocument11 pagesM0140 2009 N PDFhand42100% (1)
- Is 3600 1985Document5 pagesIs 3600 1985Shanmugasundaram SNNo ratings yet
- (Mohd Saiful) Lab Report 2 Djj3213Document9 pages(Mohd Saiful) Lab Report 2 Djj3213Syfull musicNo ratings yet
- Study of Metallurgical Microscope, Study & Demonstration of Specimen PreparationDocument7 pagesStudy of Metallurgical Microscope, Study & Demonstration of Specimen PreparationAaditya NaikNo ratings yet
- 1-1 Preparasi Disk7 Lom SentDocument83 pages1-1 Preparasi Disk7 Lom SentErdi Sofyandra AdikriNo ratings yet
- C 1027 - 99 - Qzewmjctotk - PDFDocument6 pagesC 1027 - 99 - Qzewmjctotk - PDFangeljosechuquiureNo ratings yet
- C-1-29 - Dye Peneterant Inspection Procedure (O1220-SP-TUY-40129-00)Document10 pagesC-1-29 - Dye Peneterant Inspection Procedure (O1220-SP-TUY-40129-00)Massimo FumarolaNo ratings yet
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- Glass Lining Specification - FastFabDocument2 pagesGlass Lining Specification - FastFabngtr1170No ratings yet
- Lab Sheet 3-Weld RepairDocument5 pagesLab Sheet 3-Weld RepairSyamim AzmiNo ratings yet
- NDT For BoilersDocument9 pagesNDT For BoilersmjorionNo ratings yet
- Macroetch Testing of Tool Steel Bars: Standard Practice ForDocument2 pagesMacroetch Testing of Tool Steel Bars: Standard Practice ForAmir AlikhaniNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Composite MaterialsFrom EverandComposite MaterialsA.T. Di BenedettoRating: 1 out of 5 stars1/5 (1)
- TK Schweisszusatzwerkstoffe GB PDFDocument132 pagesTK Schweisszusatzwerkstoffe GB PDFMohammed Ady GanjarNo ratings yet
- Welding Joint Design and Welding SymbolsDocument43 pagesWelding Joint Design and Welding SymbolsMohammed Ady GanjarNo ratings yet
- Itp StructureDocument47 pagesItp StructureMohammed Ady Ganjar100% (4)
- Pitting and CreviceDocument36 pagesPitting and CreviceDavitxu1No ratings yet
- Pasir Bekas Sect 1 Sect 2 Sect 3 3 0.1 1 0.1 4 0.4 1.8 1.6 5 0.3 0.4 0.9Document3 pagesPasir Bekas Sect 1 Sect 2 Sect 3 3 0.1 1 0.1 4 0.4 1.8 1.6 5 0.3 0.4 0.9Mohammed Ady GanjarNo ratings yet
- Ilovepdf Merged 2 PDFDocument307 pagesIlovepdf Merged 2 PDFAhmed ZidanNo ratings yet
- Static and Thermal Analysis of Piston and Piston RingsDocument8 pagesStatic and Thermal Analysis of Piston and Piston RingsNguyenNo ratings yet
- Ansoff MatrixDocument26 pagesAnsoff MatrixPulkit MehrotraNo ratings yet
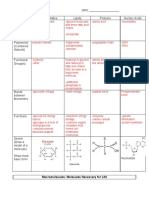
- Macromolecules Worksheet AnswersDocument2 pagesMacromolecules Worksheet AnswersEman RehmanNo ratings yet
- Rajasthan - Economy, Infrastructure and Development AnalysisDocument62 pagesRajasthan - Economy, Infrastructure and Development AnalysisbhalakankshaNo ratings yet
- Basic First Aid 0808Document72 pagesBasic First Aid 0808BS AnilKumarNo ratings yet
- MS 29 Aggregate Base Course Road Works Rev00Document7 pagesMS 29 Aggregate Base Course Road Works Rev00Jojee Catap YabutNo ratings yet
- FP - FPX Fristam FP742 Curvebook R4Document48 pagesFP - FPX Fristam FP742 Curvebook R4Chemikal EngineerNo ratings yet
- Industrial Visit TO Kothagudem Thermal Power PlantDocument23 pagesIndustrial Visit TO Kothagudem Thermal Power PlantAbhishek NarayanaNo ratings yet
- Pune CME 2011 BrochureDocument4 pagesPune CME 2011 BrochuredrpajaniNo ratings yet
- Tools CaterpillarDocument158 pagesTools Caterpillaryan100% (9)
- UTM SlideDocument231 pagesUTM SlideAlly RaxaNo ratings yet
- Seiten Aus Final Documentation Nav Gas H8194 - 8195Document5 pagesSeiten Aus Final Documentation Nav Gas H8194 - 8195NorbertoNo ratings yet
- FA2020 - ENE505 - L4.5 - Fossil Fuels - Oil & Gas Env ImpactsDocument43 pagesFA2020 - ENE505 - L4.5 - Fossil Fuels - Oil & Gas Env ImpactsTommy TrojanNo ratings yet
- Listing Down Classroom Rules: Observing Classroom Management RoutinesDocument5 pagesListing Down Classroom Rules: Observing Classroom Management RoutinesMariya QuedzNo ratings yet
- R1807005-SCE Monthly Disconnect Data Report January 2024Document23 pagesR1807005-SCE Monthly Disconnect Data Report January 2024Rob NikolewskiNo ratings yet
- Life of Celwenkosini by Nomfundo MbheleDocument792 pagesLife of Celwenkosini by Nomfundo Mbheleanelelerato70No ratings yet
- NH 48024947A PreviewDocument51 pagesNH 48024947A PreviewJosé Maria SouzaNo ratings yet
- DS - Senna ConcentrateDocument7 pagesDS - Senna ConcentrateFrancym R. BatengaNo ratings yet
- Diode Characteristics LabDocument5 pagesDiode Characteristics LabShuvodip Das100% (2)
- Subcontractor Passout For Kick Off MTG 1-23-2020Document1 pageSubcontractor Passout For Kick Off MTG 1-23-2020Patricia LeeNo ratings yet
- Drooling PDFDocument2 pagesDrooling PDFSuprit SnNo ratings yet
- Cardiac Output, Blood Flow, and Blood PressureDocument69 pagesCardiac Output, Blood Flow, and Blood PressureUzma KhanNo ratings yet
- Analyst Validation Protocol PCR No.: Avalon Cosmetics PVT LTD ACPL/QA/AV/002 Page: 1 of 13Document13 pagesAnalyst Validation Protocol PCR No.: Avalon Cosmetics PVT LTD ACPL/QA/AV/002 Page: 1 of 13Sankar ChinnathambiNo ratings yet
- The Economic Infrastructure: Task 1a. VocabularyDocument5 pagesThe Economic Infrastructure: Task 1a. VocabularyPolina Nalistia IrawanNo ratings yet
- When I Say No, I Feel Guilty - Notes/Cheat SheetDocument3 pagesWhen I Say No, I Feel Guilty - Notes/Cheat Sheet914radio100% (9)
- Hong Kong KalachuchiDocument3 pagesHong Kong KalachuchigAARaNo ratings yet
- MSDS Capilene G 86 EDocument4 pagesMSDS Capilene G 86 Ezubair1951No ratings yet
- Thermal Power PlantDocument34 pagesThermal Power PlantRama Krishna KariNo ratings yet
- Quarter 1 (January-March) 2013: Hand Hygiene Compliance As Key Performance IndicatorDocument14 pagesQuarter 1 (January-March) 2013: Hand Hygiene Compliance As Key Performance IndicatorPulmonary ArteryNo ratings yet