You might also like
- Report Lab 2Document10 pagesReport Lab 2Mohd Firdaus Mohd Rusdi100% (1)
- Astm G 44 - 99 - RZQ0Document4 pagesAstm G 44 - 99 - RZQ0Samuel EduardoNo ratings yet
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 pagesVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Fine Pore Aeration SystemsDocument328 pagesFine Pore Aeration Systemsguzman_10100% (2)
- Deaerator Working Principle: What Is Deaeration?Document4 pagesDeaerator Working Principle: What Is Deaeration?Freddy Mendoza CoronelNo ratings yet
- Ejector FunctionsDocument8 pagesEjector Functionsuyire8100% (1)
- Condensate Recovery Solutions SB S71 02 enDocument16 pagesCondensate Recovery Solutions SB S71 02 ensenthil031277No ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Failure Analysis of A Passenger Car Coil SpringDocument6 pagesFailure Analysis of A Passenger Car Coil SpringAPINo ratings yet
- GE Compressor Water Wash SystemDocument6 pagesGE Compressor Water Wash SystemsotiNo ratings yet
- Blowdown Vessels Meeting The Requirements of HSE PM60 PDFDocument8 pagesBlowdown Vessels Meeting The Requirements of HSE PM60 PDFedgardiaz5519No ratings yet
- Maintenance and Turnaround Planning Critical To Successful Ejector Vacuum System OperationDocument5 pagesMaintenance and Turnaround Planning Critical To Successful Ejector Vacuum System Operationganesh gundNo ratings yet
- HEI Tech Sheet 110Document15 pagesHEI Tech Sheet 110Suganya LokeshNo ratings yet
- Advance Cash Request FormDocument1 pageAdvance Cash Request FormTanesh SelvarajuNo ratings yet
- WpsDocument2 pagesWpsnaseema1100% (1)
- Flow MetersDocument21 pagesFlow MetersEverlynn Joy JosephNo ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Space Pressurization Concept PracticeDocument23 pagesSpace Pressurization Concept PracticeADsupermanNo ratings yet
- Deaerator MDT SeriesDocument9 pagesDeaerator MDT Seriesz3kh4No ratings yet
- Vaporisors PDFDocument8 pagesVaporisors PDFaksinuNo ratings yet
- Ejectors: Ejectors Have A Wide Range of UsesDocument6 pagesEjectors: Ejectors Have A Wide Range of UsesBaher ElsheikhNo ratings yet
- Fatty Acid GC LabDocument7 pagesFatty Acid GC Labc6h6cl33% (3)
- Figure 1. Ejector System For Soybean Oil DeodorizerDocument11 pagesFigure 1. Ejector System For Soybean Oil DeodorizerjarofidzNo ratings yet
- Condenser BasicsDocument4 pagesCondenser Basicsjimbzthegr8100% (2)
- Best Practices For Steam Control Valve InstallationDocument4 pagesBest Practices For Steam Control Valve InstallationYasmin.Shunmugam4188No ratings yet
- FLMC Whitepaper Dust Collector March2021Document6 pagesFLMC Whitepaper Dust Collector March2021Alicos MathewNo ratings yet
- Dessicant Air Dryer ControlDocument6 pagesDessicant Air Dryer ControlMochamad AzizNo ratings yet
- Steam Surface Condenser Question & AnswersDocument3 pagesSteam Surface Condenser Question & Answersmax job13No ratings yet
- 1 210 Desuperheaters Spirax SarcoDocument7 pages1 210 Desuperheaters Spirax SarcoWADENo ratings yet
- Clean Steam Desing GuidelinesDocument1 pageClean Steam Desing Guidelinesjesus_manrique2753No ratings yet
- Envitech Industrial Gas Cleaning System BrochureDocument3 pagesEnvitech Industrial Gas Cleaning System BrochureAndy OldsNo ratings yet
- Particulate Control Brochure CompDocument8 pagesParticulate Control Brochure Compverty020572No ratings yet
- Condensate - Recovery - Solutions SB S71 02 ENDocument16 pagesCondensate - Recovery - Solutions SB S71 02 ENpxpingenieriaNo ratings yet
- Advantages of Returning Condensate To The Boiler Operation: Steam Best PracticesDocument3 pagesAdvantages of Returning Condensate To The Boiler Operation: Steam Best PracticesAulia RahmadsyahNo ratings yet
- Tech Sheet 110 - HEI StandardDocument15 pagesTech Sheet 110 - HEI StandardzulryNo ratings yet
- Ventilation Specification W10100920 RevDDocument8 pagesVentilation Specification W10100920 RevDEuribiades CordobaNo ratings yet
- Instruction Manual - Type 798 - Direct Contact Spray CondenserDocument4 pagesInstruction Manual - Type 798 - Direct Contact Spray CondenserRoberto GomezNo ratings yet
- 5 Common Misconceptions Lyo2Document3 pages5 Common Misconceptions Lyo2DholakiaNo ratings yet
- Design Guidelines For A Successful Steam Desuperheater InstallationDocument6 pagesDesign Guidelines For A Successful Steam Desuperheater Installation련서긔No ratings yet
- Does Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaDocument6 pagesDoes Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaVinh Do ThanhNo ratings yet
- Vacuum Deaerator Operation ManualDocument8 pagesVacuum Deaerator Operation ManualDony IPNo ratings yet
- Veizades Gas Removal SystemsDocument3 pagesVeizades Gas Removal SystemsChristos BountourisNo ratings yet
- Advanced Venting Technology AVT: ConditioningDocument2 pagesAdvanced Venting Technology AVT: ConditioningLaura MalagarrigaNo ratings yet
- (Brodie Air Eliminators) Dsairelim - r05Document10 pages(Brodie Air Eliminators) Dsairelim - r05zERoNo ratings yet
- Aircon ServicingDocument3 pagesAircon ServicingIngenology AirconNo ratings yet
- Steam Dump SystemDocument8 pagesSteam Dump Systemphil philaNo ratings yet
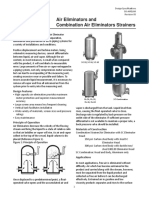
- Air Eliminators and Combination Air Eliminators StrainersDocument10 pagesAir Eliminators and Combination Air Eliminators StrainersadrianioantomaNo ratings yet
- Conditioning of Steam & Air NotesDocument22 pagesConditioning of Steam & Air Notesbonginkosi mathunjwaNo ratings yet
- 3-4 Optimising EvaporatorsDocument5 pages3-4 Optimising Evaporatorstsvmpm1765No ratings yet
- Industrial Steam System, Efficient Generation of Steam and Hot Water in Food Industry, Once Through BoilerDocument7 pagesIndustrial Steam System, Efficient Generation of Steam and Hot Water in Food Industry, Once Through BoilerElisa PutriNo ratings yet
- SAFETYDocument4 pagesSAFETYbrishtuwastakenNo ratings yet
- Ijb - Ijc II - Cat052.e0.Ed1Document10 pagesIjb - Ijc II - Cat052.e0.Ed1Vaibhav GuptaNo ratings yet
- Home Safety Checks: Report For Home CustomersDocument4 pagesHome Safety Checks: Report For Home CustomersMeemoh ShuklaNo ratings yet
- Steam Tip Sheet #18Document2 pagesSteam Tip Sheet #18Muhammad NaeemNo ratings yet
- Baffle Type Moisture SeparatorDocument5 pagesBaffle Type Moisture SeparatorPratapsinh ShelkeNo ratings yet
- Me Reporting ContentDocument10 pagesMe Reporting ContentALLEN MAACNo ratings yet
- Removal of Moisture From Systems by Vacuum PumpDocument4 pagesRemoval of Moisture From Systems by Vacuum PumpSaravana KarthikeyanNo ratings yet
- 8.ventilation System enDocument13 pages8.ventilation System enJosh SookdeoNo ratings yet
- Best Practices For Condensate Removal On Steam Lines - TLV - A Steam Specialist Company (International)Document5 pagesBest Practices For Condensate Removal On Steam Lines - TLV - A Steam Specialist Company (International)SPK 27No ratings yet
- Catalogo General de AislamientosDocument45 pagesCatalogo General de Aislamientososcar benitezNo ratings yet
- ET Scavenger Plant DataSheetDocument2 pagesET Scavenger Plant DataSheetRaymundo AlarconNo ratings yet
- d3 PDFDocument12 pagesd3 PDFHoang TungNo ratings yet
- Home Safety Checks: Report For Home CustomersDocument4 pagesHome Safety Checks: Report For Home CustomersMeemoh ShuklaNo ratings yet
- PRINTOUT1Document4 pagesPRINTOUT1Nhyira Awuah-darkoNo ratings yet
- Ventilation: Composition of Air 1Document30 pagesVentilation: Composition of Air 1ShyaM Lal DewasiNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Fyp Ii Viva Presentation (Q&A) - Live Skype On Business: GA Student Name Id Skype IDDocument4 pagesFyp Ii Viva Presentation (Q&A) - Live Skype On Business: GA Student Name Id Skype IDTanesh SelvarajuNo ratings yet
- Safdar 2016Document13 pagesSafdar 2016Tanesh SelvarajuNo ratings yet
- 30 HPLC Analysis of 6gingerolDocument7 pages30 HPLC Analysis of 6gingerolTanesh SelvarajuNo ratings yet
- Random UploadDocument40 pagesRandom UploadTanesh SelvarajuNo ratings yet
- GDB3023 Business GuidelinesDocument6 pagesGDB3023 Business GuidelinesTanesh SelvarajuNo ratings yet
- M3 28761 Supply Pressure, Ps Kpag 420 Supply Temperature, Ts 35 Compressibility Factor Z 0.9972 °CDocument2 pagesM3 28761 Supply Pressure, Ps Kpag 420 Supply Temperature, Ts 35 Compressibility Factor Z 0.9972 °CTanesh SelvarajuNo ratings yet
- Biologi Modul 1 (P1 & P2)Document175 pagesBiologi Modul 1 (P1 & P2)shazy7No ratings yet
- Minutes of Meeting - DEPARTMENT Children Provision Charity 2017 Date: Day: Time: Venue: Attendance: Meeting: AttendeesDocument2 pagesMinutes of Meeting - DEPARTMENT Children Provision Charity 2017 Date: Day: Time: Venue: Attendance: Meeting: AttendeesTanesh SelvarajuNo ratings yet
- 11 Practprobsn1sn2e1e2 343 AnsDocument2 pages11 Practprobsn1sn2e1e2 343 AnsTanesh SelvarajuNo ratings yet
- Bowling Competition 2013: Player Is CompulsoryDocument2 pagesBowling Competition 2013: Player Is CompulsoryTanesh SelvarajuNo ratings yet
- Hypotonic Isotonic&hypertonic SolutionsDocument19 pagesHypotonic Isotonic&hypertonic SolutionsTanesh SelvarajuNo ratings yet
- VAK-Getting The Most Out of ItDocument1 pageVAK-Getting The Most Out of ItTanesh SelvarajuNo ratings yet
- Increasing MotivationDocument1 pageIncreasing MotivationTanesh SelvarajuNo ratings yet
- Increasing MotivationDocument1 pageIncreasing MotivationTanesh SelvarajuNo ratings yet
- Microsoft Word Document جديد Document6 pagesMicrosoft Word Document جديد seraj ibramemNo ratings yet
- A Picture Worth A Thousand WordsDocument6 pagesA Picture Worth A Thousand WordsKiran ChokshiNo ratings yet
- New SSIV InstallationDocument12 pagesNew SSIV InstallationDidiNo ratings yet
- Anton PaarDocument16 pagesAnton Paarweb312_twNo ratings yet
- Yasa, Kruth - 2011 - Application of Laser Re-Melting On Selective Laser Melting Parts-AnnotatedDocument12 pagesYasa, Kruth - 2011 - Application of Laser Re-Melting On Selective Laser Melting Parts-AnnotatedKhaiNo ratings yet
- Airfoils Ch10Document19 pagesAirfoils Ch10Erin WestbrookNo ratings yet
- The Application of Swan To The Simulation of A Storm SurgeDocument7 pagesThe Application of Swan To The Simulation of A Storm SurgeMuhammad FadlyNo ratings yet
- PerkinElmer Turbomatrix Headspace & Headspace Trap SpecificationsDocument4 pagesPerkinElmer Turbomatrix Headspace & Headspace Trap SpecificationsAri NurrochimNo ratings yet
- 1212 Envs Set-2 L 2Document2 pages1212 Envs Set-2 L 2SwwwwwNo ratings yet
- Fundamentals of Cyclic VoltammetryDocument8 pagesFundamentals of Cyclic VoltammetryIsraelNo ratings yet
- Dispersed System 1Document9 pagesDispersed System 1Chantelle MeaNo ratings yet
- NSO Sample Paper For Class 7Document12 pagesNSO Sample Paper For Class 7Helen RaniNo ratings yet
- Global Chemicals Singapore Operations: Design Basis - Tank FarmDocument34 pagesGlobal Chemicals Singapore Operations: Design Basis - Tank FarmbecpavanNo ratings yet
- Sweco CatDocument21 pagesSweco CatArmandoZacariasAcostaNo ratings yet
- Titramax Tan TBN EnglDocument2 pagesTitramax Tan TBN EnglbenlahnecheNo ratings yet
- Styro LutionDocument3 pagesStyro LutionGanesan TNo ratings yet
- Classification of Wine Samples by Means of ANNDocument7 pagesClassification of Wine Samples by Means of ANNIvan CordovaNo ratings yet
- Instructions For Dytex Solvent Cement Jointing of PVC-U and PVC-C Dimension d12 To d140Document3 pagesInstructions For Dytex Solvent Cement Jointing of PVC-U and PVC-C Dimension d12 To d140TUAN ANHNo ratings yet
- 2015 MT Mollecular NALLADocument45 pages2015 MT Mollecular NALLADeni haryadiNo ratings yet
- MRI Lecture NBE E4000 ZevenhovenDocument26 pagesMRI Lecture NBE E4000 Zevenhovenv1ntioNo ratings yet
- SF6 Circuit BreakerDocument2 pagesSF6 Circuit BreakerkashifNo ratings yet
- Calculation of A 2-4 Oil CoolerDocument45 pagesCalculation of A 2-4 Oil CoolerAndre HenriqueNo ratings yet