You might also like
- ASM Handbook, Vol 01 - Properties and Selection - Irons, Steels, and High Performance Alloys PDFDocument2 pagesASM Handbook, Vol 01 - Properties and Selection - Irons, Steels, and High Performance Alloys PDFCésar Santana50% (4)
- A262-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless SteelsDocument20 pagesA262-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless Steelstjt477980% (5)
- KTIS Thai Sugar Contact DetailsDocument3 pagesKTIS Thai Sugar Contact DetailsTalha MahmoodNo ratings yet
- Tool Steel Classification Guide for Properties & CompositionDocument6 pagesTool Steel Classification Guide for Properties & CompositionDiogo HofmamNo ratings yet
- Tool Steels E28093 Molybdenum High Speed SteelsDocument5 pagesTool Steels E28093 Molybdenum High Speed Steelswulfgang66No ratings yet
- Material Specification/chemical Composition: SL No Grade C MN Si CR Ni Mo S P Max BDocument2 pagesMaterial Specification/chemical Composition: SL No Grade C MN Si CR Ni Mo S P Max BgangaNo ratings yet
- Buderus Edelstahl Presentation PDFDocument15 pagesBuderus Edelstahl Presentation PDFMustafa Mert SAMLINo ratings yet
- Chemical Composition Limits For Aluminum AlloysDocument2 pagesChemical Composition Limits For Aluminum AlloysDeep SharmaNo ratings yet
- Chemical Composition of 1/3/5/6 Series AluminumDocument1 pageChemical Composition of 1/3/5/6 Series Aluminummukmin nbperkasaNo ratings yet
- Chemical and Mechanical Properties of Common Steel GradesDocument16 pagesChemical and Mechanical Properties of Common Steel Gradespangalengan zaxNo ratings yet
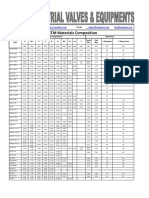
- ASTM Material Composition Chart for ValvesDocument1 pageASTM Material Composition Chart for ValvesLakshmi NarayananNo ratings yet
- Micro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpaDocument4 pagesMicro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpacurtisvaleroNo ratings yet
- Espectro De Diseño Sismico Gbds: Espectro Zona 3-Suelo S4 (1.5 Kg/cm2>σadm ≥ 0.5Kg/cm2)Document4 pagesEspectro De Diseño Sismico Gbds: Espectro Zona 3-Suelo S4 (1.5 Kg/cm2>σadm ≥ 0.5Kg/cm2)OscarQuirogaNo ratings yet
- Capacitors Discharge Stud SpecificationsDocument2 pagesCapacitors Discharge Stud SpecificationsNajib KiwanNo ratings yet
- Simulación Reacción EDocument67 pagesSimulación Reacción EMilagros Morales VergarayNo ratings yet
- Steelmet Industries Grade C MN Si CR Ni en EqvtDocument34 pagesSteelmet Industries Grade C MN Si CR Ni en Eqvtdesign1983No ratings yet
- Calculos ZNDocument18 pagesCalculos ZNJulian de jesus Giraldo de la torreNo ratings yet
- MOC DetailsDocument2 pagesMOC DetailsrammaheNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizeswhitehawkNo ratings yet
- Calitate EN - OTEL CARBON SI DE CALITATEDocument2 pagesCalitate EN - OTEL CARBON SI DE CALITATETudor SerbanNo ratings yet
- Mecánica Analítica Grupo K Notas Primer CorteDocument1 pageMecánica Analítica Grupo K Notas Primer CorteDiego Alejandro Rios FillippoNo ratings yet
- Micro Alloyed Steels Voestalpine EN 30102020Document4 pagesMicro Alloyed Steels Voestalpine EN 30102020pierocarnelociNo ratings yet
- Thành phần hóa học thép - Steel bars for concrete reinforcementDocument3 pagesThành phần hóa học thép - Steel bars for concrete reinforcementDuẩn VũNo ratings yet
- Secciones Transversales Junio 12Document17 pagesSecciones Transversales Junio 12Juan VanegasNo ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFnowaypadreNo ratings yet
- ISO Metric Screw SizesDocument2 pagesISO Metric Screw SizesAleksandar JerinicNo ratings yet
- Metric Tap & Clearance Drill SizesDocument2 pagesMetric Tap & Clearance Drill SizesKonstantina GlezakouNo ratings yet
- TapdrillsizesDocument2 pagesTapdrillsizesHosam AbdelkhalekNo ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFSmailParkerBesicNo ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFgnaras15No ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFKyleNo ratings yet
- Tap & Clearance Drill Size Chart for Metric ScrewsDocument2 pagesTap & Clearance Drill Size Chart for Metric Screwsravindra erabattiNo ratings yet
- Fastener Hole SizesDocument2 pagesFastener Hole SizesChris MedeirosNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizesJorge MendezNo ratings yet
- Tap & Clearance Drill Size Chart for Metric ScrewsDocument2 pagesTap & Clearance Drill Size Chart for Metric ScrewsManvendra KumarNo ratings yet
- Tapdrillsizes PDFDocument2 pagesTapdrillsizes PDFMohanKumarNo ratings yet
- Tapdrillsizes PDFDocument2 pagesTapdrillsizes PDFbhushanNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizesRamiNo ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFbbaskaranNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizesMiguel ArriecheNo ratings yet
- CompareDocument8 pagesCompareHAR EngineeringNo ratings yet
- Low Alloy Steels Part2 PDFDocument1 pageLow Alloy Steels Part2 PDFnedunchiNo ratings yet
- CARACTERISTICAS Y RENDIMIENTO DE LOS POLOS EBERLE - DELCROSADocument4 pagesCARACTERISTICAS Y RENDIMIENTO DE LOS POLOS EBERLE - DELCROSAControl LABNo ratings yet
- Across Pro DS EN 80774703 - CDocument2 pagesAcross Pro DS EN 80774703 - CZoimar iseaNo ratings yet
- Soft Magnetic Iron-Nickel AlloysDocument9 pagesSoft Magnetic Iron-Nickel AlloysmiguelNo ratings yet
- Chemical Composition of Stainless Steels To BS EN 10088-2Document41 pagesChemical Composition of Stainless Steels To BS EN 10088-2amit_91340% (1)
- Screw Bolt and NutDocument7 pagesScrew Bolt and NutsutarnoNo ratings yet
- Chemical Composition and Steel GradesDocument6 pagesChemical Composition and Steel Gradesaditya18decNo ratings yet
- 报甲方混凝土量统计Document1 page报甲方混凝土量统计badermohammedNo ratings yet
- Ketebalan Lapis Perkerasan Aspal: (Core Drill) LDocument15 pagesKetebalan Lapis Perkerasan Aspal: (Core Drill) LDavin AizarNo ratings yet
- ASTM A789 Duplex Stainless TubingDocument10 pagesASTM A789 Duplex Stainless Tubingmathew holeyNo ratings yet
- MESH NumberDocument5 pagesMESH NumberErmawati WidodoNo ratings yet
- Standard Tap Drill SizesDocument2 pagesStandard Tap Drill SizesArchie TanglaoNo ratings yet
- 0805SMD010 HitanoDocument9 pages0805SMD010 Hitanoemail emailNo ratings yet
- Equalent Material GradesDocument16 pagesEqualent Material GradesLesle GpNo ratings yet
- Chemical Compositions of AlloysDocument40 pagesChemical Compositions of AlloysSampath Kumar50% (2)
- Stainless steel composition guideDocument1 pageStainless steel composition guideHassan MostajabNo ratings yet
- Machining Conditions: APKT 100308 PDTR LT 3130 M0004470 MetricDocument2 pagesMachining Conditions: APKT 100308 PDTR LT 3130 M0004470 MetricDedik HandokoNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizespriecsNo ratings yet
- CAST STEELS & ALLOY STEELS CHEMICAL AND MECHANICAL PROPERTIESDocument2 pagesCAST STEELS & ALLOY STEELS CHEMICAL AND MECHANICAL PROPERTIESAnkit Singh100% (1)
- Appendix 5. Standard Screen Scales PDFDocument3 pagesAppendix 5. Standard Screen Scales PDFJorell PaguioNo ratings yet
- SSAS5.81-Corrosion Barriers For Thermally Insulated Stainless PDFDocument2 pagesSSAS5.81-Corrosion Barriers For Thermally Insulated Stainless PDFTalha MahmoodNo ratings yet
- Review of The AINDT Qualifying Scheme For NDT PersonnelDocument8 pagesReview of The AINDT Qualifying Scheme For NDT PersonnelTalha MahmoodNo ratings yet
- Form Matter Actuality Potentiality and A PDFDocument5 pagesForm Matter Actuality Potentiality and A PDFTalha MahmoodNo ratings yet
- GuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Document52 pagesGuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Jihwan LeeNo ratings yet
- Porosity in Aluminum WeldingDocument98 pagesPorosity in Aluminum WeldingDanu MamlukatNo ratings yet
- An Article To Be RefutedDocument16 pagesAn Article To Be RefutedAHLUSSUNNAH WAL JAMAAH DEOBANDNo ratings yet
- Aristotles Concept of Prime Mover AnalysDocument9 pagesAristotles Concept of Prime Mover AnalysTalha MahmoodNo ratings yet
- Hand PumpsDocument14 pagesHand PumpsTalha MahmoodNo ratings yet
- (Koroze A Ochrana Materialu) Corrosion Problems and Solutions in Oil Gas Refining and Petrochemical IndustryDocument18 pages(Koroze A Ochrana Materialu) Corrosion Problems and Solutions in Oil Gas Refining and Petrochemical IndustryDiệp Ngọc ThànhNo ratings yet
- Annexure-1: List of RESPOND Projects From 2000 - March 2014Document23 pagesAnnexure-1: List of RESPOND Projects From 2000 - March 2014Talha MahmoodNo ratings yet
- The Closing of The Muslim MindDocument12 pagesThe Closing of The Muslim MindTalha MahmoodNo ratings yet
- Phrasal Verbs List PDFDocument20 pagesPhrasal Verbs List PDFNelly Vicky CruzNo ratings yet
- BrochureWeldability EN PDFDocument39 pagesBrochureWeldability EN PDFAl0611981No ratings yet
- Ni - AISI - 9013 - Amonia ProductionDocument23 pagesNi - AISI - 9013 - Amonia ProductionBaher ElsheikhNo ratings yet
- Stainless Steel - How Problems Arise and How To Avoid Them PDFDocument4 pagesStainless Steel - How Problems Arise and How To Avoid Them PDFTalha MahmoodNo ratings yet
- Why SSDocument2 pagesWhy SSvasanthiNo ratings yet
- En Iso 1127Document5 pagesEn Iso 1127Talha MahmoodNo ratings yet
- Aisi D2Document3 pagesAisi D2Khouloud GharbiNo ratings yet
- BSSA Suitable Chloride Level For Stainless SteelDocument8 pagesBSSA Suitable Chloride Level For Stainless SteelTalha MahmoodNo ratings yet
- Chapter8 PhaseDiagram HandoutsDocument27 pagesChapter8 PhaseDiagram Handoutswagdy87No ratings yet
- Mechanical Properties MCQsDocument2 pagesMechanical Properties MCQsKavin BalasubramaniamNo ratings yet
- Metallurgy and Materials EngineeringDocument8 pagesMetallurgy and Materials EngineeringSaqib KhanNo ratings yet
- Bronze C95400 SpecificationsDocument2 pagesBronze C95400 SpecificationsTalha MahmoodNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- Welded Vs Seamless - Stainless Steel Tubes and PipesDocument10 pagesWelded Vs Seamless - Stainless Steel Tubes and PipesTalha MahmoodNo ratings yet
- Make Logo With Corel DrawDocument12 pagesMake Logo With Corel Drawd1k4100% (1)
- Steel Products Welding (Rs. 1.43 Million) PDFDocument18 pagesSteel Products Welding (Rs. 1.43 Million) PDFMusa KhanNo ratings yet
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Document2 pagesAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNo ratings yet
- Microbial Leaching 1Document30 pagesMicrobial Leaching 1manmithNo ratings yet
- ER5554Document1 pageER5554Anonymous stV08Js44VNo ratings yet
- Materials Selection: Lecturer: Muhammad SulaimanDocument15 pagesMaterials Selection: Lecturer: Muhammad SulaimanHussain AliNo ratings yet
- Is 1570Document139 pagesIs 1570jajodia239No ratings yet
- Welding ASTM A514 or A514MDocument3 pagesWelding ASTM A514 or A514MHoangNo ratings yet
- Nedal Alloy Datasheet EN AW 7108ADocument1 pageNedal Alloy Datasheet EN AW 7108ANico VazquezNo ratings yet
- Slag SandDocument23 pagesSlag SandMANJUNo ratings yet
- Aisi 1335 Alloy Steel (Uns g13350)Document2 pagesAisi 1335 Alloy Steel (Uns g13350)Marcelo CarvalhoNo ratings yet
- SM13CRI-80: General DescriptionDocument5 pagesSM13CRI-80: General Descriptionharan2000No ratings yet
- Historical ReviewsDocument4 pagesHistorical Reviewskt rajaNo ratings yet
- Stainless Steel 304Document3 pagesStainless Steel 304jay mamucayNo ratings yet
- Buehler's Guide To Sample PreparationDocument74 pagesBuehler's Guide To Sample PreparationGowtham GanesanNo ratings yet
- MM1402 - TTT, Steels EtcDocument23 pagesMM1402 - TTT, Steels EtcCommon ManNo ratings yet
- Astm Standard For Iron and SteelDocument4 pagesAstm Standard For Iron and SteelMadhu BNo ratings yet
- Influence of Sio and Cao Additions On The Microstructure and Magnetic Properties of Sintered Sr-HexaferriteDocument8 pagesInfluence of Sio and Cao Additions On The Microstructure and Magnetic Properties of Sintered Sr-HexaferriteMohammedNo ratings yet
- Data Sheet AuroTest ATS 1000 Version 1.1 EnglishDocument2 pagesData Sheet AuroTest ATS 1000 Version 1.1 Englishdp_spamNo ratings yet
- Geostats CRM ListDocument37 pagesGeostats CRM ListOLIVERNo ratings yet
- Feeds & Speeds Chart For Drills, Reamers, Mills & Saws (Carbide Tipped)Document1 pageFeeds & Speeds Chart For Drills, Reamers, Mills & Saws (Carbide Tipped)Sunil KumarNo ratings yet
- The Complete Guide to Hot Rolling of SteelDocument13 pagesThe Complete Guide to Hot Rolling of SteelAndréNo ratings yet
- Design of A CanopyDocument31 pagesDesign of A CanopyPratiwi KusumaNo ratings yet
- 1050 Benefits Realised From Retrofitting A Gravity Gold Recovery CircuitDocument23 pages1050 Benefits Realised From Retrofitting A Gravity Gold Recovery CircuitdjabiaNo ratings yet
- Copper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsDocument2 pagesCopper and Copper Alloys CW614N Brass Flat Bar and Profiles: Specifications Supplied FormsAnonymous v7XdaQuNo ratings yet
- Mill Cert & HDG Cert - Kg-So212756Document3 pagesMill Cert & HDG Cert - Kg-So212756Syahril Fira86No ratings yet
- Spark Plasma Sintering Process of SSDocument7 pagesSpark Plasma Sintering Process of SSSharath P CNo ratings yet
- Recent Topics of Welding Metallurg y Relating To Hot Cracking and Embrittlement in Iron and Nick El-Base AlloysDocument67 pagesRecent Topics of Welding Metallurg y Relating To Hot Cracking and Embrittlement in Iron and Nick El-Base AlloysFilipNo ratings yet
- BSI Standards For Welding InspectorDocument7 pagesBSI Standards For Welding InspectorAnonymous 1LrwaaONo ratings yet
- A Review of Metastable Beta Titanium AlloysDocument41 pagesA Review of Metastable Beta Titanium AlloysANIGANI SUDARSHAN REDDYNo ratings yet
- Cast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptDocument25 pagesCast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptRidvan GecuNo ratings yet
- NMDC Limited - India's largest iron ore minerDocument10 pagesNMDC Limited - India's largest iron ore minerChiragsovi Somashekar VidyaNo ratings yet