You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DC Motors and Stepper Motors Used As ActuatorsDocument13 pagesDC Motors and Stepper Motors Used As ActuatorsDươngVănTrọngNo ratings yet
- An Infrared Light Emitting DiodeDocument3 pagesAn Infrared Light Emitting DiodeMansur0% (1)
- Faa Handbook PDFDocument2 pagesFaa Handbook PDFBornNo ratings yet
- KTU Eng Geology April 2018Document1 pageKTU Eng Geology April 2018siniann7No ratings yet
- GEELY 2008 Fc-VisionDocument211 pagesGEELY 2008 Fc-VisionКостя ДолинськийNo ratings yet
- Invitation: Stations of Oberbremsrätekonferenz: Gala-Dinner Thursday, September 6th, 2018Document2 pagesInvitation: Stations of Oberbremsrätekonferenz: Gala-Dinner Thursday, September 6th, 2018Rizki Fajar NovantoNo ratings yet
- ZTE LTE Network Solutions PDFDocument47 pagesZTE LTE Network Solutions PDFHamdan Mahat80% (5)
- Printt 1Document4 pagesPrintt 1niaNo ratings yet
- Modeling Heat TransferDocument5 pagesModeling Heat TransferlakshmanantNo ratings yet
- Api 5LDocument22 pagesApi 5Lmullanji50% (2)
- Calibration Report: Control ValveDocument1 pageCalibration Report: Control ValveJT Tango-anNo ratings yet
- FMDocument6 pagesFMAnna BarthaNo ratings yet
- Lecture 06 MergedDocument290 pagesLecture 06 MergedSiddhant SrivastavaNo ratings yet
- The World Is Not EnoughDocument51 pagesThe World Is Not EnoughboxerarunNo ratings yet
- Instruction Execution: Straight-Line Sequencing and BranchingDocument19 pagesInstruction Execution: Straight-Line Sequencing and BranchingKpsmurugesan Kpsm100% (1)
- Turn GDocument8 pagesTurn GEnrique Elias Peñaloza GutierrezNo ratings yet
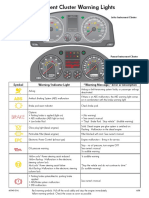
- Instrument Cluster Warning LightsDocument2 pagesInstrument Cluster Warning Lightsしひち し大100% (1)
- Really Nice Compressor Quickstart Guide V0.50: FMR AudioDocument4 pagesReally Nice Compressor Quickstart Guide V0.50: FMR AudioKelly HoffmanNo ratings yet
- Tata 510 SFC TT BS6 Trucks Overview - Specs, Features & ImagesDocument2 pagesTata 510 SFC TT BS6 Trucks Overview - Specs, Features & ImagesTata Light TrucksNo ratings yet
- Air Quality Monitoring and Control: Assignment 1Document3 pagesAir Quality Monitoring and Control: Assignment 1Fazle Hasan AbidNo ratings yet
- 9709 s13 QP 42Document4 pages9709 s13 QP 42Irtiza HussainNo ratings yet
- UbiSense User ManualDocument5 pagesUbiSense User ManualAshok Kumar100% (1)
- Ag5 Uses Aecosim Building Designer For Comprehensive Building Information ModelingDocument2 pagesAg5 Uses Aecosim Building Designer For Comprehensive Building Information ModelingVengNo ratings yet
- Aldol Condensation: Acid and Base Catalyzed Reaction Find Examples of Aldol Condensation (Including Modified) ???Document16 pagesAldol Condensation: Acid and Base Catalyzed Reaction Find Examples of Aldol Condensation (Including Modified) ???Baldev ChaudharyNo ratings yet
- IELTS Student's Unit 2 - Past TimeDocument4 pagesIELTS Student's Unit 2 - Past TimeinmaNo ratings yet
- Oscillator PDFDocument4 pagesOscillator PDFJoshua DuffyNo ratings yet
- June OralsDocument9 pagesJune OralsAditya AryaNo ratings yet
- Flash and Fire PointDocument6 pagesFlash and Fire PointRishi KumarNo ratings yet
- Citrix Xen Desktop Job Interview Preparation GuideDocument7 pagesCitrix Xen Desktop Job Interview Preparation GuidesonyNo ratings yet
- Dropco Centralise Lubrication System Opt - 2 Revised3Document11 pagesDropco Centralise Lubrication System Opt - 2 Revised3Leo Events WorldwideNo ratings yet