You might also like
- Copper Alloy Cross ReferenceDocument3 pagesCopper Alloy Cross ReferencenotZm62FNo ratings yet
- Acnis Brochure-Titanium GradesDocument12 pagesAcnis Brochure-Titanium Gradesanilsamuel0077418No ratings yet
- A 447Document27 pagesA 447superman3kNo ratings yet
- Taxi Receipt Template 04Document1 pageTaxi Receipt Template 04sumant.c.singh1694No ratings yet
- 48Document2 pages48Phutera SemeruNo ratings yet
- Cahpter 5 Special SteelDocument50 pagesCahpter 5 Special SteelhealgoseNo ratings yet
- Cold Drawn Seamless For Heat Exchangers and BoilersDocument12 pagesCold Drawn Seamless For Heat Exchangers and BoilersmuhammadsaliNo ratings yet
- Material Comparisons For Astm and JisDocument2 pagesMaterial Comparisons For Astm and JisNitesh GargNo ratings yet
- 3coated SteelDocument20 pages3coated Steelalifakash1605No ratings yet
- Material EquivalentDocument88 pagesMaterial EquivalentGabriel Milicu67% (3)
- Nanotech PaintingDocument16 pagesNanotech Paintingkr_abhijeet72356587No ratings yet
- Thermanit 17-06 (Boehler)Document1 pageThermanit 17-06 (Boehler)queno1No ratings yet
- Comparison Table Between Steel Grades in GOST and Other Countries, International Standard. GOST Nearest Equivalents, GOST Steel Grade AnaloguesDocument6 pagesComparison Table Between Steel Grades in GOST and Other Countries, International Standard. GOST Nearest Equivalents, GOST Steel Grade Analoguesdhineshbabu rNo ratings yet
- Kobelco - Kobe Steel PDFDocument6 pagesKobelco - Kobe Steel PDFbarukomkssNo ratings yet
- KSR 1003 H e Side Mounted Magnetic Float SwitchesDocument20 pagesKSR 1003 H e Side Mounted Magnetic Float SwitchesRoshan ShanmughanNo ratings yet
- The Iron-Iron Carbide (Fe-Fe3C) PhaseDocument8 pagesThe Iron-Iron Carbide (Fe-Fe3C) PhaseRecep VatanseverNo ratings yet
- Steel Product CatalogueDocument3 pagesSteel Product Cataloguehappale2002No ratings yet
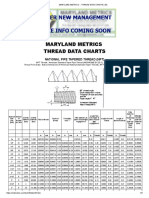
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonNo ratings yet
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDocument50 pagesSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNo ratings yet
- Kaiser Aluminum Hard Alloy Drawn Seamless Tube Capabilities PDFDocument7 pagesKaiser Aluminum Hard Alloy Drawn Seamless Tube Capabilities PDFanhthoNo ratings yet
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- Arcelor High Yield IfDocument4 pagesArcelor High Yield IfJayDadrassNo ratings yet
- Comparison of Stainless in Another StandardsDocument3 pagesComparison of Stainless in Another StandardssuthirakNo ratings yet
- Piping Study - HomeDocument5 pagesPiping Study - HomeshantilalNo ratings yet
- Corrosion Resistant Materials 04Document197 pagesCorrosion Resistant Materials 04Anonymous NxpnI6jCNo ratings yet
- Comparision Table For AluminumDocument2 pagesComparision Table For AluminumJigar M. UpadhyayNo ratings yet
- Specification Data Sheet AISI 304Document8 pagesSpecification Data Sheet AISI 304Luis Enrique Carreon TorresNo ratings yet
- Ductile Iron SpecificationsDocument12 pagesDuctile Iron SpecificationsDouglas BooyensNo ratings yet
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDocument7 pagesGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarNo ratings yet
- Thermal Conductivity of Polyurethane FoamDocument12 pagesThermal Conductivity of Polyurethane FoamMujahid Azfar Abdul RahmanNo ratings yet
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocument8 pagesThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2No ratings yet
- ERNiCr 3Document1 pageERNiCr 3Cemal NergizNo ratings yet
- Asme Ix Int Vol26Document17 pagesAsme Ix Int Vol26Julio CastilhosNo ratings yet
- Common Abbreviations in The Valve IndustryDocument10 pagesCommon Abbreviations in The Valve IndustryNath BoyapatiNo ratings yet
- Cracks in WeldsDocument19 pagesCracks in Weldsjesycuban100% (1)
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- Survey Welding-Standards 09-09-2013Document0 pagesSurvey Welding-Standards 09-09-2013Ioana-Andreea GoagășNo ratings yet
- ASTM A335 Pipe SpecificationsDocument4 pagesASTM A335 Pipe SpecificationsDhruv GohelNo ratings yet
- ASTM Pipe Schedule DimensionsDocument5 pagesASTM Pipe Schedule DimensionshemnNo ratings yet
- ST Stainless CatalogueDocument71 pagesST Stainless CatalogueBenjamin RattharojthakunNo ratings yet
- Hardox 450Document3 pagesHardox 450Marko RisticNo ratings yet
- Dual Phase SteelsDocument22 pagesDual Phase SteelsAngele IvanovskiNo ratings yet
- Astm Materials-Piping SpecDocument3 pagesAstm Materials-Piping Speckaushalacharya100% (1)
- Elbows - DIN 2605: VL Code 711Document3 pagesElbows - DIN 2605: VL Code 711ZAQWNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- Metrode P92TP Welding ConsumablesDocument23 pagesMetrode P92TP Welding Consumablespipedown456No ratings yet
- Stainless Steel Pipe ChartDocument5 pagesStainless Steel Pipe Chartwaking_daysNo ratings yet
- Iso 15552 2004 en PDFDocument8 pagesIso 15552 2004 en PDFashokkumarNo ratings yet
- Cu ZN 36 PB 2Document6 pagesCu ZN 36 PB 2Basavaraj K NagegowdaNo ratings yet
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNo ratings yet
- Copper Casting Alloys - Foundry TechnologyDocument16 pagesCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosNo ratings yet
- Columbus Stainless Pocket GuideDocument29 pagesColumbus Stainless Pocket Guidebruteforce2000No ratings yet
- 42crmo4 - HardnessDocument8 pages42crmo4 - HardnessavijayakumarsamyNo ratings yet
- Steel Supply Sub-Grades To EC3Document22 pagesSteel Supply Sub-Grades To EC3Anonymous iS33V5No ratings yet
- Kyocera Catalog CeramicDocument36 pagesKyocera Catalog CeramicJoel Alexandre Santiago AlmeidaNo ratings yet
- CDA110 Specifaction SheetDocument5 pagesCDA110 Specifaction SheetGendakensNo ratings yet
- Austenitic Cast SpecsDocument2 pagesAustenitic Cast SpecsPanchoMiyamotoNo ratings yet
- Nec Schott SefuseDocument20 pagesNec Schott SefuseJuan Pablo AmadorNo ratings yet
- Copper and Copper Alloy Ingots and CastingsDocument2 pagesCopper and Copper Alloy Ingots and CastingspoopNo ratings yet
- Peeled Round Steel BarsDocument9 pagesPeeled Round Steel BarsaxgasaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- L 03 (SS) (Ia&c) ( (Ee) Nptel)Document10 pagesL 03 (SS) (Ia&c) ( (Ee) Nptel)Abdelraheem S. AlkuorNo ratings yet
- Solar Energy Section 5 AppendixDocument16 pagesSolar Energy Section 5 Appendixsumant.c.singh1694No ratings yet
- Rig Component PDFDocument23 pagesRig Component PDFjim carry93% (30)
- BillPayReceiptTataDocomo September 2016Document1 pageBillPayReceiptTataDocomo September 2016sumant.c.singh1694No ratings yet
- Final Audit Neelam UnmannedDocument98 pagesFinal Audit Neelam Unmannedsumant.c.singh1694No ratings yet
- Technip PCVDocument1 pageTechnip PCVsumant.c.singh1694No ratings yet
- Alumni Information Form: (Please Send Score Card of Exam)Document1 pageAlumni Information Form: (Please Send Score Card of Exam)sumant.c.singh1694No ratings yet
- DS 21 M 0018 - 0Document13 pagesDS 21 M 0018 - 0sumant.c.singh1694No ratings yet
- Ex Register ExampleDocument26 pagesEx Register Examplesumant.c.singh1694No ratings yet
- Gas GroupsDocument1 pageGas Groupssumant.c.singh1694No ratings yet
- On-Line Recharge ReceiptDocument1 pageOn-Line Recharge Receiptsumant.c.singh1694No ratings yet
- DS 21 M 0012 - 0Document13 pagesDS 21 M 0012 - 0sumant.c.singh1694No ratings yet
- Cable Schedule Heater 1Document1 pageCable Schedule Heater 1sumant.c.singh1694No ratings yet
- PNV HS 8 MF Design CalculationsDocument5 pagesPNV HS 8 MF Design Calculationssumant.c.singh1694No ratings yet
- Manifold Design CalculationsDocument5 pagesManifold Design Calculationssumant.c.singh1694No ratings yet
- List of StandardsDocument3 pagesList of Standardssumant.c.singh1694No ratings yet
- Index of API CodesDocument3 pagesIndex of API Codessumant.c.singh1694No ratings yet
- Basics Ferrule Paper Metallurgy 9 07Document6 pagesBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694No ratings yet
- Basics Ferrule Paper Metallurgy 9 07Document6 pagesBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694No ratings yet
- MSS SP 99Document11 pagesMSS SP 99sumant.c.singh1694No ratings yet
- How To Read An Oil Analysis Report by Jim FitchDocument42 pagesHow To Read An Oil Analysis Report by Jim FitchRodrigo Silva100% (1)
- Diferencia de Dureza Fulminante Afectan DoidoddoentidadDocument8 pagesDiferencia de Dureza Fulminante Afectan DoidoddoentidadNehuen OteroNo ratings yet
- Mat - Class Vii-Phase 4Document30 pagesMat - Class Vii-Phase 4Anindita RoyNo ratings yet
- GB 763062Document6 pagesGB 763062jean-doe06No ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- Beer Industry Corrosion ProblemDocument6 pagesBeer Industry Corrosion ProblemHemlata ChandelNo ratings yet
- Katalog 4 Innen ESDocument13 pagesKatalog 4 Innen ESCsapai CristianaNo ratings yet
- DMI-DS-70-005-A4 DS Fire Hydrant Rev.2 Approved - 16.4.19 PDFDocument9 pagesDMI-DS-70-005-A4 DS Fire Hydrant Rev.2 Approved - 16.4.19 PDFaerfansNo ratings yet
- CZ122 (CW617N) : Technical DatasheetDocument1 pageCZ122 (CW617N) : Technical Datasheetasad144No ratings yet
- Chapter-3 Metals and Non-Metals MCQsDocument13 pagesChapter-3 Metals and Non-Metals MCQsfagstdjdNo ratings yet
- Economic and Engineering Development of Burma 1953 Weboptimized Vol 2 - Part2 PDFDocument188 pagesEconomic and Engineering Development of Burma 1953 Weboptimized Vol 2 - Part2 PDFAung Myo ThantNo ratings yet
- Cálculo MpyDocument2 pagesCálculo Mpyjamilifreitas100% (1)
- Different Alloys With Their Composition Along With Their UsesDocument3 pagesDifferent Alloys With Their Composition Along With Their UsesShalini SharmaNo ratings yet
- Year 8 Science Paper Inset Days PDFDocument56 pagesYear 8 Science Paper Inset Days PDFA.K Mon100% (1)
- Astm D1384 04Document3 pagesAstm D1384 04fuenmayor.lilibethNo ratings yet
- Survey ChecklistDocument23 pagesSurvey ChecklistmgoyenNo ratings yet
- 9.chem G.test 4 (15-18)Document3 pages9.chem G.test 4 (15-18)Tanveer AhmedNo ratings yet
- 30 Nov 2016 Mathswww - Apttrix.com 1Document29 pages30 Nov 2016 Mathswww - Apttrix.com 1Nick SharmaNo ratings yet
- JSS 4210-18-2005Document25 pagesJSS 4210-18-2005Kaushik Sengupta100% (1)
- BS en 763Document6 pagesBS en 763raviraj londheNo ratings yet
- Copper Scrap ReportDocument104 pagesCopper Scrap Reportmanipalaniusa100% (1)
- Mediums of Visual ArtsDocument7 pagesMediums of Visual ArtsAndrea G ArenoNo ratings yet
- 3564Document13 pages3564amitkap00rNo ratings yet
- ATLAS ITk Grounding - v2.3Document38 pagesATLAS ITk Grounding - v2.3welchstevenNo ratings yet
- Verbal & Non Verbal ReasoningDocument7 pagesVerbal & Non Verbal ReasoningMANI SRIKAR VEDANGI100% (1)
- Metals and Alloys - DensitiesDocument2 pagesMetals and Alloys - Densitiessk m hassanNo ratings yet
- TM 5-228 Engineer FoundryDocument72 pagesTM 5-228 Engineer FoundryedrestNo ratings yet
- Metals - Melting TemperaturesDocument8 pagesMetals - Melting TemperaturesKirkNo ratings yet
- EST I - Literacy 2 - June 2021Document16 pagesEST I - Literacy 2 - June 2021Hamza WaleedNo ratings yet