You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Hydrocone Manual - S223.360.01.en PDFDocument291 pagesHydrocone Manual - S223.360.01.en PDFLmf Daniel100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Product 096 PDF Crushing2Document1 pageProduct 096 PDF Crushing2Lmf DanielNo ratings yet
- 5JTANordberg Cone ReplacementDocument32 pages5JTANordberg Cone ReplacementLmf DanielNo ratings yet
- Warm Air Heater ManualDocument32 pagesWarm Air Heater ManualLmf DanielNo ratings yet
- sj-9 Hauck BurnerDocument52 pagessj-9 Hauck BurnerLmf DanielNo ratings yet
- Anly Two Digi Timer RelayDocument2 pagesAnly Two Digi Timer RelayLmf DanielNo ratings yet
- QS331 Cone Crusher: Features & BenefitsDocument34 pagesQS331 Cone Crusher: Features & BenefitsLmf DanielNo ratings yet
- 150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeDocument6 pages150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeLmf DanielNo ratings yet
- cs550 Specification Sheet EnglishDocument5 pagescs550 Specification Sheet EnglishLmf DanielNo ratings yet
- Sandvik Cs550 Cone Crusher: Technical SpecificationDocument8 pagesSandvik Cs550 Cone Crusher: Technical SpecificationLmf DanielNo ratings yet
- 708 05 Fenner CouplingsDocument18 pages708 05 Fenner CouplingsLmf Daniel100% (1)
- 800i Connected Cone Crusher Brochure EnglishDocument5 pages800i Connected Cone Crusher Brochure EnglishLmf DanielNo ratings yet
- CV115-129 01 Interlock S226.037 01Document22 pagesCV115-129 01 Interlock S226.037 01Lmf DanielNo ratings yet
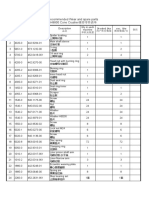
- Recommended Wear and spare parts H8800 Cone Crusher推荐零件清单Document3 pagesRecommended Wear and spare parts H8800 Cone Crusher推荐零件清单Lmf DanielNo ratings yet
- S226-049.00 Daily Log - enDocument10 pagesS226-049.00 Daily Log - enLmf DanielNo ratings yet
- S226.027.en - Vibration SwitchDocument6 pagesS226.027.en - Vibration SwitchLmf DanielNo ratings yet
- PXF Operation Manual For PXF PDFDocument199 pagesPXF Operation Manual For PXF PDFLmf DanielNo ratings yet
- 三菱变频器入门与典型应用Document256 pages三菱变频器入门与典型应用Lmf DanielNo ratings yet
- Washing Equipment Product Handbook - WEB - 06 2016Document52 pagesWashing Equipment Product Handbook - WEB - 06 2016Lmf DanielNo ratings yet
- 6000 Spa PDFDocument51 pages6000 Spa PDFLmf DanielNo ratings yet
- Filter-Insert-Replacement HDU1525 CJCDocument1 pageFilter-Insert-Replacement HDU1525 CJCLmf Daniel100% (1)