You might also like
- Terex 860 Workshop ManualDocument20 pagesTerex 860 Workshop Manualrichard100% (63)
- Rotary Shouldered Connections HandBook Smith InternationalDocument212 pagesRotary Shouldered Connections HandBook Smith InternationalPRASHANT KANTE100% (4)
- Fireball Vise Assembly 07sep19Document15 pagesFireball Vise Assembly 07sep19Radu RA100% (2)
- Cummins Engine Service Manual V vt504 Engine V vt555 EngineDocument11 pagesCummins Engine Service Manual V vt504 Engine V vt555 Engineبحب اصحابيNo ratings yet
- Caterpillar 3208 Diesel Engine SM Manual Copy OneDocument350 pagesCaterpillar 3208 Diesel Engine SM Manual Copy Oneswoods71588% (26)
- Ae 101963362 PDFDocument4 pagesAe 101963362 PDFPRASHANT KANTENo ratings yet
- MR - Engine 1104D Assembly & Disasembly PDFDocument138 pagesMR - Engine 1104D Assembly & Disasembly PDFmliugongNo ratings yet
- Taper BushingsDocument6 pagesTaper BushingsTOKO CAHAYA PERMATANo ratings yet
- Taper Lock BushesDocument4 pagesTaper Lock BushesGopi NathNo ratings yet
- Split Cartridge Mechanical SealDocument4 pagesSplit Cartridge Mechanical SealJoaquín Reséndiz AlvarezNo ratings yet
- Deltorq Universal Actuators: The New Deltorq Series 21 & 2Z Pneumatic Rack and Pinion ActuatorsDocument2 pagesDeltorq Universal Actuators: The New Deltorq Series 21 & 2Z Pneumatic Rack and Pinion ActuatorsProcess Controls & ServicesNo ratings yet
- SLB Packers CatalogDocument121 pagesSLB Packers CatalogmtwmabeeNo ratings yet
- PLG Chart PremiumBridgePlugDocument2 pagesPLG Chart PremiumBridgePlugHelmi IzwanNo ratings yet
- Installation - Service Instructions: Front Brake KitsDocument2 pagesInstallation - Service Instructions: Front Brake KitsCokhiducminh VinhphucNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- CBD-CBG 2.5-3.5 Rel1Document12 pagesCBD-CBG 2.5-3.5 Rel1lmNo ratings yet
- Installation and Removal of Q.D. and Taper Lock Bushings: Exercise E223-S05-EXR-RV1.wpdDocument7 pagesInstallation and Removal of Q.D. and Taper Lock Bushings: Exercise E223-S05-EXR-RV1.wpdirawan malikNo ratings yet
- RVS Protector System: For Loaders and ExcavatorsDocument8 pagesRVS Protector System: For Loaders and ExcavatorsRyan Abubakar Obili PakayaNo ratings yet
- Service Sheet No. 702Document1 pageService Sheet No. 702Vroum VroumvroumNo ratings yet
- Mechanical Seals JohnCraneDocument6 pagesMechanical Seals JohnCranevalikka100% (3)
- PFF Manula Gate ValveDocument11 pagesPFF Manula Gate ValveEizeldin KhalilNo ratings yet
- Omega Elastomeric Couplings - Installation ManualDocument2 pagesOmega Elastomeric Couplings - Installation ManualmmkattaNo ratings yet
- Melling Cylinder Sleeves 2014 CatalogDocument40 pagesMelling Cylinder Sleeves 2014 CatalogBzidroglioNo ratings yet
- Ringspann ClampDocument5 pagesRingspann ClamphamishjbadamsonNo ratings yet
- Install A Complete Gas-Blocked Connector in A Hazardous Location!Document1 pageInstall A Complete Gas-Blocked Connector in A Hazardous Location!raj dosNo ratings yet
- FPS 100 Informacion ExtraDocument1 pageFPS 100 Informacion ExtraLuis Daniel Aguirre RuizNo ratings yet
- SB 295 355 297 RR 052 001Document6 pagesSB 295 355 297 RR 052 001EDDIN1960100% (1)
- 2000 DataDocument1 page2000 DataAlexis PradoNo ratings yet
- Assembly TECHLOK 3 Fold English v3 2013Document2 pagesAssembly TECHLOK 3 Fold English v3 2013Chup AlaNo ratings yet
- Part Number SDAF 22330, Inch Straight Bore Mounting Pillow Block SDAF222 and SDAF223 SeriesDocument3 pagesPart Number SDAF 22330, Inch Straight Bore Mounting Pillow Block SDAF222 and SDAF223 SeriesMuhammad UmairNo ratings yet
- Ridgid - 975 Combo Roll Groover FlyerDocument1 pageRidgid - 975 Combo Roll Groover FlyerbandaemetNo ratings yet
- BPI Zap TLok Headed Bar InstructionsDocument3 pagesBPI Zap TLok Headed Bar InstructionshectoriturbeNo ratings yet
- Lip Seal InstallationDocument11 pagesLip Seal InstallationLuis CuaxiloNo ratings yet
- Mckissick Standard Api 8C Oilfield SheavesDocument2 pagesMckissick Standard Api 8C Oilfield SheavesHao XuNo ratings yet
- 10-24 A.K. INSERT (Spaenaur)Document1 page10-24 A.K. INSERT (Spaenaur)Jennifer FrenchNo ratings yet
- Walt DLSDocument83 pagesWalt DLSPiotr MichałowskiNo ratings yet
- QueryDocument2 pagesQueryTu PhamNo ratings yet
- S&S Cycle, Inc.: Installation Instructions For S&S Cams For Pan, Shovel, and V /evo EnginesDocument4 pagesS&S Cycle, Inc.: Installation Instructions For S&S Cams For Pan, Shovel, and V /evo EnginesSean SvatosNo ratings yet
- Reductores 2006Document2 pagesReductores 2006Carlos AdameNo ratings yet
- gp0104 ImDocument9 pagesgp0104 ImSultan TipuNo ratings yet
- Work Document T 34.2 Tightening Torques For Screw Connections Used For SILUMIN Parts VC General AssemblyDocument2 pagesWork Document T 34.2 Tightening Torques For Screw Connections Used For SILUMIN Parts VC General AssemblyLetacio OliveiraNo ratings yet
- Man Set 005 R08Document10 pagesMan Set 005 R08Jorge MoralesNo ratings yet
- CURC 01bDocument8 pagesCURC 01bmontsegranNo ratings yet
- Es MS 758Document2 pagesEs MS 758junomarsNo ratings yet
- Hammerfix N: The Hammer-In Plug For A Simple, Fast and Economical InstallationDocument2 pagesHammerfix N: The Hammer-In Plug For A Simple, Fast and Economical InstallationrimshadtpNo ratings yet
- PIX Belts Product CatalogueDocument66 pagesPIX Belts Product Cataloguevideo1233% (3)
- BConversionKits Bridge Plug AlphaoiltoolsDocument5 pagesBConversionKits Bridge Plug AlphaoiltoolssitaNo ratings yet
- RINGSPANN InstallationInstructions-RLK200Document5 pagesRINGSPANN InstallationInstructions-RLK200Izzi Al-AkbarNo ratings yet
- Cam Follower Suggested Installation Procedure: Power Transmission SolutionsDocument2 pagesCam Follower Suggested Installation Procedure: Power Transmission SolutionsHamdi AslanNo ratings yet
- Voith Fluid Couplings - End in XGDocument18 pagesVoith Fluid Couplings - End in XGDênis DáyolNo ratings yet
- Bibby CouplingsDocument25 pagesBibby CouplingsKemoy JohnsonNo ratings yet
- Manley Rod-Sportsmaster Torque SpecDocument1 pageManley Rod-Sportsmaster Torque SpecHernan SeilikovichNo ratings yet
- Daniel Senior Orifice Fitting: Fastener Torque GuideDocument20 pagesDaniel Senior Orifice Fitting: Fastener Torque GuideDianaMartínezNo ratings yet
- Agility125 07Document12 pagesAgility125 07bryan cervantesNo ratings yet
- Worm & Worm GearsDocument23 pagesWorm & Worm GearsHopedejene DejeneNo ratings yet
- Timken AP Bearing Life CalculationDocument2 pagesTimken AP Bearing Life Calculationpanji hastawirataNo ratings yet
- Mercer 9100 ManualDocument11 pagesMercer 9100 Manualanara.aidNo ratings yet
- NC Method: Bolt Circle Dia Diameter Bolts Number BoltsDocument5 pagesNC Method: Bolt Circle Dia Diameter Bolts Number BoltsJ A S JASNo ratings yet
- Lloyds SteelDocument10 pagesLloyds Steelsahil_484498No ratings yet
- Richmond Ring & Pinion InstallationDocument8 pagesRichmond Ring & Pinion InstallationCAP History Library100% (2)
- JR - Trench Drain BrochureDocument84 pagesJR - Trench Drain Brochurebladeliger22No ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- MHA ZENTGRAF 144-147 BKH Gas SteelDocument3 pagesMHA ZENTGRAF 144-147 BKH Gas SteelPRASHANT KANTENo ratings yet
- G16 Chapter 7Document11 pagesG16 Chapter 7PRASHANT KANTENo ratings yet
- $R076ZVFDocument1 page$R076ZVFPRASHANT KANTENo ratings yet
- $RR55O0PDocument1 page$RR55O0PPRASHANT KANTENo ratings yet
- $R4370IQDocument3 pages$R4370IQPRASHANT KANTENo ratings yet
- Psi Mud Agitators Product SheetDocument2 pagesPsi Mud Agitators Product SheetPRASHANT KANTENo ratings yet
- RP205Document1 pageRP205PRASHANT KANTENo ratings yet
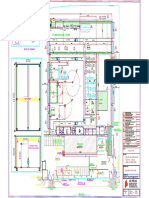
- Ground Floor Plan - Rev 6Document1 pageGround Floor Plan - Rev 6PRASHANT KANTENo ratings yet
- $R0AZ43FDocument1 page$R0AZ43FPRASHANT KANTENo ratings yet
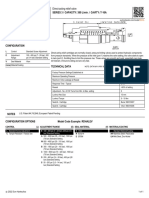
- Model Direct-Acting Relief Valve: SERIES 3 / CAPACITY: 380 L/min. / CAVITY: T-16ADocument1 pageModel Direct-Acting Relief Valve: SERIES 3 / CAPACITY: 380 L/min. / CAVITY: T-16APRASHANT KANTENo ratings yet
- Electronic Temperature Sensors: Technical DataDocument7 pagesElectronic Temperature Sensors: Technical DataPRASHANT KANTENo ratings yet
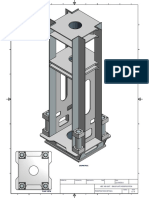
- HES 340 UNIT Jack FrameDocument9 pagesHES 340 UNIT Jack FramePRASHANT KANTENo ratings yet
- Aol / Bol / Oca Series: General Information MaintenanceDocument1 pageAol / Bol / Oca Series: General Information MaintenancePRASHANT KANTENo ratings yet
- Viswanath ResumeDocument3 pagesViswanath ResumePRASHANT KANTENo ratings yet
- Advanced Oilfield Technology Company: Member of Al Sulaimi GroupDocument1 pageAdvanced Oilfield Technology Company: Member of Al Sulaimi GroupPRASHANT KANTENo ratings yet
- Fluid Power Metric Catalogue 2018 780 WebDocument8 pagesFluid Power Metric Catalogue 2018 780 WebPRASHANT KANTENo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- Beam ColumnDocument6 pagesBeam ColumnPRASHANT KANTENo ratings yet
- Pipe ScheduleDocument20 pagesPipe SchedulePRASHANT KANTENo ratings yet
- Atlas Copco PDFDocument6 pagesAtlas Copco PDFPRASHANT KANTENo ratings yet
- O RingDocument50 pagesO RingPRASHANT KANTE100% (1)
- Cenlub Dimensional CatalogueDocument34 pagesCenlub Dimensional CataloguePRASHANT KANTE100% (1)
- 1400M SERIES: Manitou North America, IncDocument16 pages1400M SERIES: Manitou North America, IncДенис ЧерныйNo ratings yet
- RG58 RG59Document2 pagesRG58 RG59István BozsókiNo ratings yet
- TF 000085Document2 pagesTF 000085api-299556237No ratings yet
- CouplingDocument15 pagesCouplingavtarsinghsandhu100% (1)
- Teikin Catalog Vol 16-Automobile Mercedes BenzDocument3 pagesTeikin Catalog Vol 16-Automobile Mercedes BenzrenatoeliegeNo ratings yet
- Wire RopesDocument3 pagesWire RopesRonnieNo ratings yet
- Parts Manual 13000Document106 pagesParts Manual 13000antoniussulkaniNo ratings yet
- Gear Wikipedia The Free EncyclopediaDocument27 pagesGear Wikipedia The Free EncyclopediaVikas SinghNo ratings yet
- Royal Enfield Albion 4 Speed Gearbox 020415Document7 pagesRoyal Enfield Albion 4 Speed Gearbox 020415Javier R RittaNo ratings yet
- Cummins QSB6 7 CM850 CM2850 Tier 3 HagieDocument159 pagesCummins QSB6 7 CM850 CM2850 Tier 3 HagieOleksandr Yermolenko100% (5)
- F16/FA16 INPUT F25/FA25 OUTPUT Ib10 Gearbox: Drawing NoDocument1 pageF16/FA16 INPUT F25/FA25 OUTPUT Ib10 Gearbox: Drawing NoHUNGNo ratings yet
- Repu EstosDocument3,000 pagesRepu Estosjairo josue castro chavezNo ratings yet
- Wishita Low Inertia Spring Set BrakeDocument23 pagesWishita Low Inertia Spring Set BrakeMadgid GhilaniNo ratings yet
- Gr21 EmbragueDocument26 pagesGr21 EmbragueJosue Alvarez VegaNo ratings yet
- Dust CollectorDocument67 pagesDust CollectorRıfat BingülNo ratings yet
- F-EQC-12 Bottom Liner Inspection ReportDocument1 pageF-EQC-12 Bottom Liner Inspection Reportsamir ranjan dhalNo ratings yet
- Amp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-2Document2 pagesAmp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-28cesar5No ratings yet
- M R M R: EGA Ange EGA AngeDocument7 pagesM R M R: EGA Ange EGA AngefrankczmNo ratings yet
- Bgipl Corporate PresentationDocument42 pagesBgipl Corporate Presentationkumarsathish2009No ratings yet
- Ninja 250R: Motorcycle Service ManualDocument525 pagesNinja 250R: Motorcycle Service ManualJesus Rodriguez100% (1)
- Tools Ko TotDocument11 pagesTools Ko TotElaica Joy PuadaNo ratings yet
- Manual Transaxle PDFDocument53 pagesManual Transaxle PDFClaudio Godoy GallegosNo ratings yet
- Service Bulletin - Pistons.: Normal CombustionDocument17 pagesService Bulletin - Pistons.: Normal CombustionRasheed SiddiquiNo ratings yet
- Article 0008 Level Luffing Port CraneDocument6 pagesArticle 0008 Level Luffing Port CranePankaj ChetiaNo ratings yet
- L4400F (2wd) : VENDOR: Kubota Section: Engine Diagram: 010200 Piston and CrankshaftDocument5 pagesL4400F (2wd) : VENDOR: Kubota Section: Engine Diagram: 010200 Piston and CrankshaftMilton Quispe ChillitupaNo ratings yet
- Machine Drawing Digital Material PPT ASHOKDocument76 pagesMachine Drawing Digital Material PPT ASHOKashok junapudiNo ratings yet
- SM Esx BF 800 CDocument340 pagesSM Esx BF 800 Cikhtiyar ali khan100% (3)
- Parts On Group (1150D) - CASE CRAWLER TRACTOR (1/76-12/86)Document167 pagesParts On Group (1150D) - CASE CRAWLER TRACTOR (1/76-12/86)manuales2022No ratings yet