You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
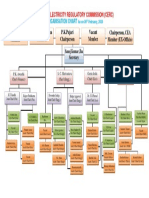
- ORGANIZATION CHART - Recent PDFDocument1 pageORGANIZATION CHART - Recent PDFASHUTOSH RANJANNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Iso 50001 2018 en PDFDocument11 pagesIso 50001 2018 en PDFRavi Agrawal44% (9)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- ORGANIZATION CHART - Recent PDFDocument1 pageORGANIZATION CHART - Recent PDFASHUTOSH RANJANNo ratings yet
- Corrigendum1dtd03022020 PDFDocument1 pageCorrigendum1dtd03022020 PDFASHUTOSH RANJANNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Ifm Wind Power CMS enDocument27 pagesIfm Wind Power CMS encesare.alcesteNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
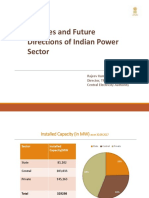
- Updates and Future Directions of Indian Power Sector: Rajeev Kumar Director, TPRM Division Central Electricity AuthorityDocument28 pagesUpdates and Future Directions of Indian Power Sector: Rajeev Kumar Director, TPRM Division Central Electricity AuthorityASHUTOSH RANJANNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- FGD NewnormsDocument4 pagesFGD NewnormsKumarrathinamNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Suzlonppt 130204115553 Phpapp01Document10 pagesSuzlonppt 130204115553 Phpapp01ASHUTOSH RANJANNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- NBPDCL Bill FormatDocument1 pageNBPDCL Bill FormatASHUTOSH RANJANNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Revised CORRIGENDUM TO NIT RFX 3000006938 Dated 10-Dec-2019Document14 pagesRevised CORRIGENDUM TO NIT RFX 3000006938 Dated 10-Dec-2019ASHUTOSH RANJANNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Village Bill Complaint NoDocument1 pageVillage Bill Complaint NoASHUTOSH RANJANNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Sample Questions Pgpex-VlmDocument5 pagesSample Questions Pgpex-VlmASHUTOSH RANJANNo ratings yet
- ABT Meter Details FormatDocument4 pagesABT Meter Details FormatASHUTOSH RANJANNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Tendernotice 1Document15 pagesTendernotice 1ASHUTOSH RANJANNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Auction PhaseVIII Date Extend Corrigendum24012020Document1 pageAuction PhaseVIII Date Extend Corrigendum24012020ASHUTOSH RANJANNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Bus Ticket ConfirmationDocument27 pagesBus Ticket ConfirmationASHUTOSH RANJANNo ratings yet
- PGBDA 2019 Answer Key: Dear PGDBA 2019 Candidates, IMS Experts Have Released Answer Key For PGDBA 2019 TestDocument3 pagesPGBDA 2019 Answer Key: Dear PGDBA 2019 Candidates, IMS Experts Have Released Answer Key For PGDBA 2019 TestASHUTOSH RANJANNo ratings yet
- Sample Bus TicketDocument2 pagesSample Bus TicketASHUTOSH RANJANNo ratings yet
- Url NRLDCDocument1 pageUrl NRLDCASHUTOSH RANJANNo ratings yet
- Updates and Future Directions of Indian Power Sector: Rajeev Kumar Director, TPRM Division Central Electricity AuthorityDocument28 pagesUpdates and Future Directions of Indian Power Sector: Rajeev Kumar Director, TPRM Division Central Electricity AuthorityASHUTOSH RANJANNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Inteecpa Otmiaoibncn Nad Nitspparerio Na Lbuaaeetbn Orf Uessscc Esiencspetr EakmDocument6 pagesInteecpa Otmiaoibncn Nad Nitspparerio Na Lbuaaeetbn Orf Uessscc Esiencspetr EakmASHUTOSH RANJANNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Crisil Audit For Class of 2016Document15 pagesCrisil Audit For Class of 2016ASHUTOSH RANJANNo ratings yet
- Extractine PR Drop and HPH TTD-DCA ImpactDocument32 pagesExtractine PR Drop and HPH TTD-DCA ImpactASHUTOSH RANJANNo ratings yet
- Sample Bus TicketDocument2 pagesSample Bus TicketASHUTOSH RANJANNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Etuslggr Etghnrts DND Emoc Nyol Uoghhtr Frtoef Nda Hortwg OcuinuntsoDocument6 pagesEtuslggr Etghnrts DND Emoc Nyol Uoghhtr Frtoef Nda Hortwg OcuinuntsoASHUTOSH RANJANNo ratings yet
- Energy Savings Calculator - VFD Retrofit AnalysisDocument37 pagesEnergy Savings Calculator - VFD Retrofit AnalysisASHUTOSH RANJANNo ratings yet
- Energy Saving Measures and Payback CalculationsDocument5 pagesEnergy Saving Measures and Payback CalculationsASHUTOSH RANJANNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Annual Newsletter How Power Plant Try To Improve Their Merit Order RatingDocument2 pagesAnnual Newsletter How Power Plant Try To Improve Their Merit Order RatingASHUTOSH RANJANNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- OLD Masterbatch Producrers in IndiaDocument43 pagesOLD Masterbatch Producrers in IndiaFuture InnovationsNo ratings yet
- Introduction To Joining: Joining-Understanding The Basics F.C. Campbell, Editor All Rights ReservedDocument10 pagesIntroduction To Joining: Joining-Understanding The Basics F.C. Campbell, Editor All Rights ReservedKeiNo ratings yet
- PrintingDocument13 pagesPrintingsinghsatishkumarNo ratings yet
- JSPL-GGBS: Green, Low Cost, Low Carbon Cement AlternativeDocument6 pagesJSPL-GGBS: Green, Low Cost, Low Carbon Cement AlternativeShri Prakash AgarwalNo ratings yet
- .204 DIA Hole Thru .375 Roll Inside Edges: UmpcoDocument1 page.204 DIA Hole Thru .375 Roll Inside Edges: UmpcoFredNo ratings yet
- Tips - Asme b313 Training SeminarDocument382 pagesTips - Asme b313 Training SeminarMarc Abellán EscuraNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument22 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet
- Understanding Sintering Plant OperationsDocument72 pagesUnderstanding Sintering Plant Operationsskt9560No ratings yet
- Welding Procedure Specifications (WPS) - Qw482Document23 pagesWelding Procedure Specifications (WPS) - Qw482vichu_villamarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 3D and Circuit Integration of MEMS by Masayoshi EsashiDocument502 pages3D and Circuit Integration of MEMS by Masayoshi EsashiAleyna ArslanNo ratings yet
- Pre-Test Tve Carpentry 7Document3 pagesPre-Test Tve Carpentry 7Maria Theresa Dejesa100% (1)
- Electrodos-Revestidos KiswellDocument116 pagesElectrodos-Revestidos KiswellJoel FloresNo ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- Only For Feasibility Purpose: Al P/N As Per Din 1451 Punched On PartDocument1 pageOnly For Feasibility Purpose: Al P/N As Per Din 1451 Punched On PartKaramjit SinghNo ratings yet
- 2019 Chem Show and Perlmutter-BHS Solid-Liquid Filtration and Final Drying OptimizationDocument29 pages2019 Chem Show and Perlmutter-BHS Solid-Liquid Filtration and Final Drying OptimizationBarry PerlmutterNo ratings yet
- Unitor Maintenance and Repair Welding: The Solutions GuideDocument1 pageUnitor Maintenance and Repair Welding: The Solutions GuideNuzhat Ali100% (1)
- Cordless Drill Charging StationDocument6 pagesCordless Drill Charging StationJerryNo ratings yet
- (1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Document2 pages(1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Danusa Renata CostaNo ratings yet
- Calculating weld deposit and electrode consumptionDocument7 pagesCalculating weld deposit and electrode consumptionAnas MaliyekkalNo ratings yet
- Method Statement For Painting WorksDocument3 pagesMethod Statement For Painting WorksRsjBugtong75% (4)
- AGIP STD - Valve Data SheetDocument1 pageAGIP STD - Valve Data Sheethalim_kaNo ratings yet
- Haliff (Correction)Document3 pagesHaliff (Correction)azizmcp2No ratings yet
- Table 6.3 Welder Qualification-Number, Types of Test, Production Welds, and Positions Qualified (See 6.3)Document8 pagesTable 6.3 Welder Qualification-Number, Types of Test, Production Welds, and Positions Qualified (See 6.3)Lassaad ZarraaNo ratings yet
- WPS Asme Ix PDFDocument4 pagesWPS Asme Ix PDFSergiu LungNo ratings yet
- CH602 Process Equipment Design Datasheet GuideDocument36 pagesCH602 Process Equipment Design Datasheet GuidePrajapati KrishiNo ratings yet
- Ceramic Shaping ProcessDocument8 pagesCeramic Shaping Processরিপন মন্ডলNo ratings yet
- Paints Varnishes and DistemperDocument26 pagesPaints Varnishes and DistemperT SRNo ratings yet
- Achieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 PaperDocument10 pagesAchieving A Successful ENIG Finished PCB Under Revision A of IPC 4552 SMTAI 2017 Papercsyan1No ratings yet
- CSSD Floor Wall Celing MaterialDocument4 pagesCSSD Floor Wall Celing MaterialPranali MhatreNo ratings yet