You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Spare Parts Catalogue PK 11001: (S106-EK-A)Document134 pagesSpare Parts Catalogue PK 11001: (S106-EK-A)Alfred HitchcockNo ratings yet
- SM-Kobelco SK300LC-6E Szervíz (YC07U0623 )Document1,184 pagesSM-Kobelco SK300LC-6E Szervíz (YC07U0623 )Károly Vigh100% (2)
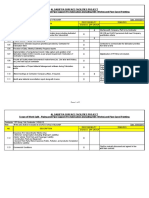
- Price List For Painting Works - Destination Greenfield: Project #Unit Document Code Serial #RevDocument67 pagesPrice List For Painting Works - Destination Greenfield: Project #Unit Document Code Serial #RevRenny DevassyNo ratings yet
- OGASCO - ENOC Jabel Ali Refinery Expansi Technical Specification 2017-06-21Document14 pagesOGASCO - ENOC Jabel Ali Refinery Expansi Technical Specification 2017-06-21Renny DevassyNo ratings yet
- Responsibility Matrix For Shop Piping WorksDocument5 pagesResponsibility Matrix For Shop Piping WorksRenny DevassyNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- WPS Alloy 625 Strip With Flux EST 236Document1 pageWPS Alloy 625 Strip With Flux EST 236Renny DevassyNo ratings yet
- 1250 kVA Genset Specifications PDFDocument8 pages1250 kVA Genset Specifications PDFRenny DevassyNo ratings yet
- Lincoln Strip Cladding Presentation April 2011Document26 pagesLincoln Strip Cladding Presentation April 2011Renny DevassyNo ratings yet
- Cummins C350D5 Diesel Generator Data SheetDocument3 pagesCummins C350D5 Diesel Generator Data SheetasdthuNo ratings yet
- 0400GF Amerlock 400 GF PDSDocument4 pages0400GF Amerlock 400 GF PDSRenny DevassyNo ratings yet
- 0400GF Amerlock 400 GF PDS PDFDocument4 pages0400GF Amerlock 400 GF PDS PDFRenny DevassyNo ratings yet
- Ratnamani - Manufacturing RangeDocument2 pagesRatnamani - Manufacturing RangeRenny DevassyNo ratings yet
- Garnet IDocument3 pagesGarnet IRenny DevassyNo ratings yet
- Cummins C350D5 Diesel Generator Data SheetDocument3 pagesCummins C350D5 Diesel Generator Data SheetasdthuNo ratings yet
- Cummins C350D5 Diesel Generator Data SheetDocument3 pagesCummins C350D5 Diesel Generator Data SheetasdthuNo ratings yet
- A310 TeardownDocument3 pagesA310 TeardownGaynor MorganNo ratings yet
- U-5 Boring and Jig Boring MachineDocument27 pagesU-5 Boring and Jig Boring Machineapi-271354682No ratings yet
- RMM Power Distribution & VFD CalculatorDocument12 pagesRMM Power Distribution & VFD CalculatorReymar BanaagNo ratings yet
- I - Steel Butt - Welding Pipe FittingsDocument26 pagesI - Steel Butt - Welding Pipe FittingstruongNo ratings yet
- NortonSuperabrasives NortonToolroomWheelsDocument33 pagesNortonSuperabrasives NortonToolroomWheelsarminhecimovicNo ratings yet
- CG4100Document5 pagesCG4100CarmenJuliaNo ratings yet
- Копија Датотеке FAR Slow HydraulicsDocument1 pageКопија Датотеке FAR Slow HydraulicszeljkoNo ratings yet
- Types of Air ConditioningDocument2 pagesTypes of Air ConditioningELVEVIYONA JOOTNo ratings yet
- Chapter4analysis of Clamping ForceDocument10 pagesChapter4analysis of Clamping ForceMohammad umarNo ratings yet
- Spare Part: Powder Valve TPSP, Ø63,5 LKLA-T Act.: Material No. 90517-8535Document1 pageSpare Part: Powder Valve TPSP, Ø63,5 LKLA-T Act.: Material No. 90517-8535Xuân Hòa Nguyễn100% (1)
- MCQ On Milling MachineDocument3 pagesMCQ On Milling MachineSandipkumar VhanakadeNo ratings yet
- Fittings and Valves Fittings: Building Utilities 2Document19 pagesFittings and Valves Fittings: Building Utilities 2Patty GorospeNo ratings yet
- Modified Learning Activity Sheet in CarpentryDocument14 pagesModified Learning Activity Sheet in CarpentryDonna Marie Arcangel100% (1)
- PGR Maverick 1.5 - .22 Short Revolver: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonDocument8 pagesPGR Maverick 1.5 - .22 Short Revolver: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonZarcano FariasNo ratings yet
- LG Washing Machine Spare Parts Price ListDocument4 pagesLG Washing Machine Spare Parts Price ListSukanta MandalNo ratings yet
- SJ-20180130092119-001-ZXDD01 P1500 (V5.0) PAD Power System Quick Installation GuideDocument9 pagesSJ-20180130092119-001-ZXDD01 P1500 (V5.0) PAD Power System Quick Installation GuideJose Samuel Alva Ancón100% (1)
- Gram HC-75 MK2 SPLDocument57 pagesGram HC-75 MK2 SPLBenito Antonio Formoso LouroNo ratings yet
- Power Rasp, Build Your OwnDocument6 pagesPower Rasp, Build Your OwnJim100% (1)
- Chap11 - Steam System Part 1Document59 pagesChap11 - Steam System Part 1Minh TranNo ratings yet
- Total Result 69,901.00Document15 pagesTotal Result 69,901.00farazNo ratings yet
- Zen Toolworks CNC Carving Machine DIY Kit User Installation ManualDocument47 pagesZen Toolworks CNC Carving Machine DIY Kit User Installation Manualchompink6900No ratings yet
- XRVS 455 - MD - ASLDocument134 pagesXRVS 455 - MD - ASLyangNo ratings yet
- Nipcib 000035Document55 pagesNipcib 000035AlfoFSNo ratings yet
- Ring Gasket Sizing Chart VFDocument11 pagesRing Gasket Sizing Chart VFjuanNo ratings yet
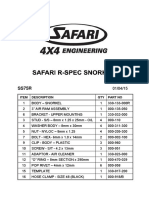
- SS75R Toyota Land Cruiser 75 Series 2H 3F Diesel Snorkel InstallDocument5 pagesSS75R Toyota Land Cruiser 75 Series 2H 3F Diesel Snorkel Installbodie mallettNo ratings yet
- Classification Equipment UsageDocument2 pagesClassification Equipment UsageJane PangilinanNo ratings yet
- Permafloat Dock Float Installation & ProceduresDocument1 pagePermafloat Dock Float Installation & ProceduresMichael ApplerNo ratings yet
- Book 1 Bodymaker CMB - English-7Document23 pagesBook 1 Bodymaker CMB - English-7felipe alfonso guarnizo naranjoNo ratings yet